Suite du chapitre 4 de l’ouvrage de Jean MATON qui traite du soudage manuel à l’arc avec électrode enrobée…
Vous pouvez aussi consulter le cours précédent qui traite du fonctionnement des postes à souder ou le sommaire . Dans cette partie nous allons parler plus particulièrement des dispositions à prendre vis à vis de la sécurité, et de la consommation en énergie…
Sommaire: 4.4.9 Consommation en énergie électrique des postes de soudage- 1. Perte à vide
- 2. Perte en charge
- 3. Rendement de l’appareil
- 4. Facteur de puissance ( courant alternatif )
- 5. Energie de soudage (Heat Input)
- —a) Energie nominale (En)
- —b) Energie équivalente (Eq)
- —c) Consommation d’énergie par électrode
- 6. Installation des appareils
4.4.9 Consommation en énergie électrique des postes de soudage
- 1. Perte à vide : Lorsqu’un poste de soudage est sous tension, mais qu’il n’est pas utilisé, il consomme de l’énergie, c’est la perte à vide qui est voisine de 0,5 kWh.
- 2. Perte en charge : Pendant le soudage, l’énergie prise aux bornes du primaire ne se retrouve pas entièrement aux bornes du secondaire, elle est due aux pertes dans l’appareil.
- 3. Rendement de l’appareil : C’est le rapport entre la quantité d’énergie fournie et la quantité d’énergie reçue, on peut admettre que :
- Pour les postes statiques : ε ≈ 80%
- Pour les postes rotatifs : ε ≈ 60%
- Pour les postes à redresseur de courant : ε ≈ 55%
4. Facteur de puissance ( courant alternatif ) : Lorsque l’on utilise un poste de soudage CA et que l’on mesure au primaire les paramètres U et I, leur produit détermine la puissance théorique Pth, toujours plus élevée que la puissance nette Pn. Le rapport entre ces deux puissances s’appelle le facteur de puissance mieux connu sous le forme Cos φ soit : Cos φ = Pn/Pth < 1 Pour les postes de soudage le Cos φ reste faible. On peut avoir une approximation de sa valeur en faisant le rapport des tensions du secondaire Us / Uo. [quote]Exemple : Si Uo = 75 V et Us = 25 V => Cos φ = 25/75 ≈ 0,33[/quote]
5. Energie de soudage (Heat Input) :a) Energie nominale (En) : C’est la quantité d’énergie transférée par unité de longueur de soudure tout au long du déplacement de la source de chaleur (l’arc électrique) au niveau du bain de fusion exprimée en kJ/mm (En 1011-1). Elle donnée par la relation : En = (60.Us.Is)/(1000.Va) = kJ/mm
Relation dans laquelle : Us = tension de soudage en Volt (V) ; Is = intensité der soudage en Ampères (A) ; Va = vitesse d’avance en mm/min.
Remarque : Dans la pratique industrielle, on utilise surtout En = kJ/cm avec Va = cm/min fonction du diamètre de la baguette, de l’intensité de soudage, de l’épaisseur de la pièce et de sa matière.
Va = L/td = m/s ou cm/min ; L = longueur de la soudure déposée ; td = temps pour déposer cette longueur.
Nous donnerons quelques valeurs au paragraphe des baguettes de soudage.
b) Energie équivalente (Eq) : C’est l’énergie réellement absorbée par la pièce, elle résulte d’une correction de En en fonction du procédé de soudage, via le facteur (α) fonction du rendement thermique du procédé :
- Pour le procédé SMAW ( MMA ) : α = 0,8
- ” ” MAG, tous types :α = 0,8
- ” ” SAW : α = 1,0
- ” ” TIG : α = 0,6
Mais également en fonction de la géométrie du joint via le facteur k ( Fig 4-13 ) soit Eq = En . α . k = kJ/mm ou Kj/cm.

Exemple numérique : Calculer l’énergie nominale et l’énergie équivalente d’une soudure bout à bout sur une pièce ep = 4 mm avec des électrodes rutiles standards d= 4 mm.Is = 50 x( d-1 ) = 50 x ( 4 – 1 ) = 150A
Us = 20 + ( 0,04 x Is ) = 20 + ( 0,04 x 150 ) = 26 V
Va ( tirée des tableaux du prochain paragraphe ) = 7,5 cm/minSoit : En = (60x26x150)/(1000×7.5) = 31,2 kJ/cm
α = 0,8 et k = 1 => Eq = 0,8 x 1 x 31,2 = 25 kJ/cm
Remarque : La bonne vitesse de soudage est donnée par l’aspect du bain et la vague de solidification. Cette vague doit se situer à une distance ≤ 10 mm en arrière de l’électrode. La plupart des débutants ont tendance à souder trop rapidement et il en résulte un cordon mince et irrégulier ressemblant à un ver, ils ne regardent pas le métal fondu
c) Consommation d’énergie par électrode
Reprenons les valeurs précédentes : Electrode d = 4 mm ; Is = 150 A ; Us = 26V tf ( temps de fusion ) = 92 s ( ces deux dernières valeurs sont tirées des tableaux du paragraphe suivant ) et ε = 80%.
Formulation : P = (Us.Is.tf)/(3600x ε) = Wh ( Watt heure ) ; soit dans notre cas :
P = (26x150x92)/(3600×0.8) = 124,5 Wh
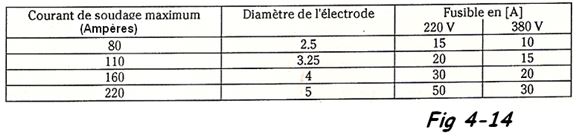
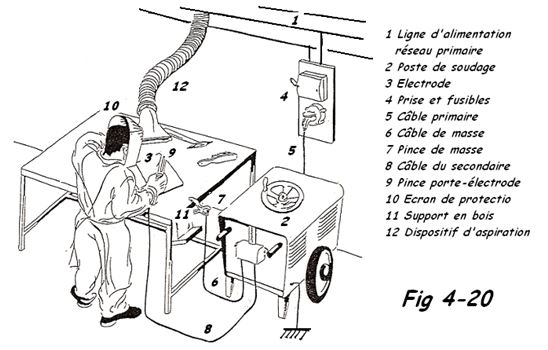
6. Installation des appareils : L’intensité de courant pris au réseau de distribution est déterminée par le travail à exécuter et notamment par l’épaisseur et la nature des métaux à assembler. L’installation électrique primaire, c’est-à-dire celle amenant le courant du compteur aux bornes primaires du transformateur doit être exécutée en fonction de l’intensité maximale du courant primaire pris par le transformateur. Le tableau Fig 4-14 indique les valeurs minimales des fusibles du réseau primaire en fonction du courant de soudage et du diamètre d’électrode pour un calibre de fusible déterminé.
L’utilisation de condenseur permet d’augmenter la valeur du courant de soudage de +/- 10% . Dans les ateliers disposant de plusieurs transformateurs de soudage, on répartira au mieux l’alimentation sur les 3 fils des lignes triphasées parcourant l’atelier. Il est aussi nécessaire de vérifier, à l’aide d’un voltmètre, la tension aux bornes primaires de chaque transformateur lorsque le soudeur soude. Une chute de tension de plus de 5 V ( en 220 V ) et de plus de 10 V ( en 380 V ) ne peut être tolérée. Il ne peut être remédier à cela que pour autant que la ligne d’arrivée au compteur soit suffisante. Le tableau Fig 4-15 indique la relation entre le courant primaire, la section du conducteur de la ligne et la longueur de cette ligne.


De même, les câbles secondaires ou câbles de soudage seront choisis en fonction du courant de soudage et de leur longueur tel que renseigné au tableau Fig 4-16.
4.4.10 Dispositions légales de sécurité et d’hygiène en soudage à l’arc
- Vérifier que le réseau d’alimentation soit adapté au poste et vice et versa
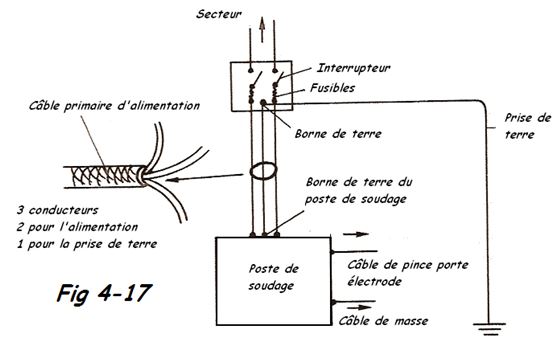
- Le poste doit être raccordé à la terre ( Fig 4-17 et 4-20 ), alimentation monophasée à 3 fils avec neutre relié à la terre.
- Pour les mesures d’isolement, tester entre primaire et secondaire, tester entre primaire et masse et tester entre secondaire et masse.
- Veiller au bon isolement des conducteurs
- Utiliser des pinces de soudage isolées ( Fig 4-18 )
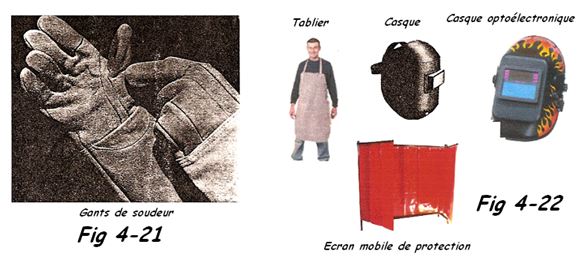
- Porter des gants en parfait état ( Fig 4-21 )
- Opérer dans des cabines aérées et peintes avec de la couleur non réfléchissante. Ne pas inhaler les gaz et fumées de soudage, utiliser des extracteurs adaptés.
- Les écrans de protection ou les casques seront adéquats ( Fig 4-22 ) conforme à la norme EN 175 et munis de filtres conformes aux normes EN 169 et 379.
- Les porteurs de stimulateurs cardiaques doivent consulter un médecin spécialiste avant d’utiliser ces postes de soudage.

Les protections du soudeur - Se protéger des projections de laitier lors du décapage
- Porter des vêtements collants en tissu ignifugés ( coton, bleu ou jeans ). Attention les rayons UV détériorent les matières organiques
- Protéger les collègues en installant des paravents ininflammables où les prévenir de ne pas regarder l’arc en gardant des distances suffisantes.
- Dans le cas de soudage d’un réservoir, isoler totalement l’opérateur, aérer à l’aide d’un aspirateur et non un ventilateur. Suivre en cela les procédures écrites par le service de sécurité de la société pour laquelle l’opérateur est appelé à travailler.
- Toujours se méfier des rayons réfléchis
- Il est interdit de souder sur des assemblages peints, recouverts de corps gras ou de rouille.
- On ne peut retenir les solvants chlorés pour le dégraissage des pièces dans le local de soudage, le trichloréthylène et perchlorétylène sont transformés par les rayons UV de l’arc électrique en un gaz toxique ( le phosgène ).
- Ne pas souder les pieds dans l’eau.
- Utiliser les postes dans une atmosphère propre ( degré de pollution ≤ 3 ) à plat et à plus d’un mètre de la pièce à souder.
- Pour éviter les risques de court-circuit dans le transformateur ou le flux magnétique joue un rôle important, éviter de meuler en dirigeant les particules métalliques dans la direction de l’appareil.
- Les pots de chauffage d’électrodes doivent être raccordés sur un réseau basse tension (42 V).
- Les appareils de soudage doivent être soufflés à l’air comprimé sec, en cas d’ouverture du couvercle, enlever les fusibles de protection.
- Veiller à la parfaite fixation des pièces sur la table de soudage.
Vous pouvez aussi consulter le cours précédent qui traite de le fonctionnement des postes de soudage ou le suivant qui traite des électrodes enrobées ou le sommaire .