


2.3 CONTROLE D'ETANCHEITE
2.3.1 MISES SOUS PRESSION INTERNE
Elles peuvent être réalisées avec un liquide ou un gaz et disposer du matériel suivant:
- Une pompe capable de fournir la pression prévue pour les épreuves hydrauliques.
- Un manomètre étalonné, à placer sur la tuyauterie, là ou la pression d'épreuve est la plus faible .
- Des brides pleines ( plateaux pleins ) avec joints et boulons pour fixer aux brides.
- Des bouchons extensibles à placer aux extrémités des tubes sans bride. Si la pression d'épreuve est élevée ou si ce sont des tubes de grand diamètre, il est nécessaire de souder ces bouchons ( ex. caps ou fond bombé ). Dans ce cas, il faut prévoir une surlongueur aux tubes qui sera coupée après l'épreuve (pour autant qu'il n'y a pas de traitement thermique prévu, dans ce cas réaliser le traitement après l'épreuve hydraulique)
- Un compresseur ou des bonbonnes de gaz capable de fournir la pression prévue pour les essais pneumatiques.
Précautions indispensables avant les essais:
- Placer des évents aux points hauts pour toutes les épreuves autres que pneumatique, à l'air.
- Placer des drains aux points bas pour toutes les épreuves, mêmes pneumatiques ( condensats )
- Enlever tous les appareils de contrôle ou de régulation ne pouvant supporter la pression d'épreuve.
- Bloquer les soupapes de sûreté
- Vérifier que les supports puissent reprendre la charge supplémentaire due à l'eau
- Bloquer les boîtes à ressort ( prévoir des supports si nécessaire )
2.3.2 EPREUVES HYDRAULIQUES
La pression d'épreuve hydraulique ne peut être inférieure à 1,5 fois la pression de calcul ( ANSI )
Si la température de calcul est supérieure à 340°C, la pression minimum d'épreuve sera calculée comme
suit : pE =

Formule dans laquelle:
pE = pression mini d'épreuve N/mm²
pc = pression de calcul N/mm²
St = contrainte admissible à la température du test N/mm²
Sa = contrainte admissible à la température de calcul N/mm²
Les épreuves hydrauliques peuvent être réalisées avec tout liquide ne présentant aucun danger. Attention toutefois, dans le choix du liquide vu que la tuyauterie devra être propre, sans graisse ou autre corps gras après vidange. Après application de la pression d'épreuve, tous les points de raccordement seront vérifiés.
Notes :
-Dans les conditions d'exploitation des usines chimiques paragraphe 7 art. 7.2.5. il est écrit que l'épreuve hydraulique à l'eau froide sera réalisée à une pression au moins égale à 1,3 fois la pression max. de service en barg.
- La norme Européenne DESP 91/23CE précise que l'épreuve doit être réalisée :
1,25 x chargement maxi que peut supporter l'équipement en service compte tenu de la pression et de la température maximale admissible. PE = ( pc x St/Sa ) x 1,25
Max 1,43 x pression maximale admissible (t° ambiante).
Remarque : Les tuyauteries existantes réalisées et calculées avec les anciennes normes NBN 731 & 732 (avant le 30/05/2002) seront éprouvées hydrauliquement en suivant le RGPT belge.
PE fonction de la pression maximum de service (psmax) généralement = pc
Pour 0,5 < psmax ≤ 2 barg à psmax + 1 barg
Pour 2 < psmax ≤ 10 barg à 1,5 x psmax
Pour 10 < psmax ≤ 15 barg à psmax + 5 barg
Pour 15 < psmax à 1,33 x psmax ( valeur arrondie à l'unité supérieure)
2.3.3 EPREUVES PNEUMATIQUES
La pression d'épreuve pneumatique ne peut être inférieure à 1,1 fois la pression de calcul. Si la température de calcul est supérieure à 340°C, la pression minimum d'épreuve est calculée par la formule pE =

L'épreuve pneumatique peut remplacer l'épreuve hydraulique dans les conditions suivantes:
- Pour les tuyauteries ne pouvant être remplies d'eau en toutes sécurités ( supports trop faibles, . )
- Pour les tuyauteries difficiles à assécher, dont l'emploi ultérieur ne tolère pas de trace de liquide d'épreuve (NH3 gaz, N0x, Air de régulation, .).
Notes : Avant de réaliser une épreuve pneumatique de résistance, il y a lieu d'effectuer une épreuve pneumatique d'étanchéité au préalable = 1,7 barg max. afin de détecter les grosses fuites ou défauts.
La norme DESP indique que le coefficient 1,25 ou 1,43 doit être appliqué.C'est la norme, mais c'est pratiquement très dangereux.
2.3.4 REMARQUES
a) Les conduites soumises à pression extérieure, doivent subir un essai de pression avec une pression interne de 1,5 fois la pression externe différentielle de calcul, ( pression d'épreuve minimum de 1 barg ). ex. pi = 1 bar abs , pe = 6 bar abs ; pE = ( 6 - 1 ) x 1,5 = 7,5 barg
b) Dans les lignes à doubles enveloppes, le tube interne doit être soumis à un essai de pression sur base de la pression interne ou externe, en adoptant ce qui est le plus sévère.
L'épreuve doit être effectuée avant mise en place de l'enveloppe extérieure afin de permettre un examen visuel. Cette enveloppe externe doit, à son tour, être éprouvée sur base de sa pression interne à condition que le tube interne puisse supporter cette pression d'épreuve. ( Attention lors du calcul de l'épaisseur du tube intérieur ).
c) En aucun cas, la pression d'épreuve ne peut induire une contrainte égale ou supérieure à 90% de la limite élastique, du matériau, à la température de l'épreuve.( Rappel : vérification épaisseur tube suivant les formules précisées au § 3-2 de la première partie du manuel ).
2.3.5. NETTOYAGE DES TUYAUTERIES AVANT MISE EN SERVICE
a) Pour les tuyauteries en ac. carbone véhiculant des fluides tels que l'eau, la vapeur basse pression (de chauffage), etc., la vidange de l'eau après l'essai de pression suffit dans la plupart des cas.
b) Pour les tuyauteries en inox, l'essai de pression hydraulique doit être fait avec de l'eau déminéralisée. Pour l'essai pneumatique, on utilise généralement l'azote.
c) Pour les tuyauteries véhiculant de la vapeur ou des gaz autres que ceux alimentant des turbines ou compresseur, il y a lieu après l'essai de pression, de procéder à des "chasses" de vapeur ou de gaz (ouverture puis après quelques dizaines de minutes fermeture de l'organe d'obturation) afin d'éliminer les modules de soudure ou de calamine qui pourraient détériorer le siège des obturateurs et les équipements en ligne.
d) Pour les tuyauteries alimentant les turbines ou compresseurs, celles-ci seront préalablement sablées, grenaillées afin d'éliminer toutes traces de calamine. En outre, avant la mise en service de cette conduite, mais après l'essai de pression, il faudra procéder à de nombreuses "chasses" de vapeur ou de gaz en vérifiant via une tôle d'inox polie placée en extrémité de la mise à air, qu'il n'y ait plus d'impacte de poussières métalliques qui endommageraient les ailettes des turbines. C'est seulement lorsque la tôle d'inox montre l'absence d'impactes que l'on peut envoyer la vapeur ou le gaz vers l'équipement.
2.3.6. SILENCIEUX SUR MISE A L'AIR
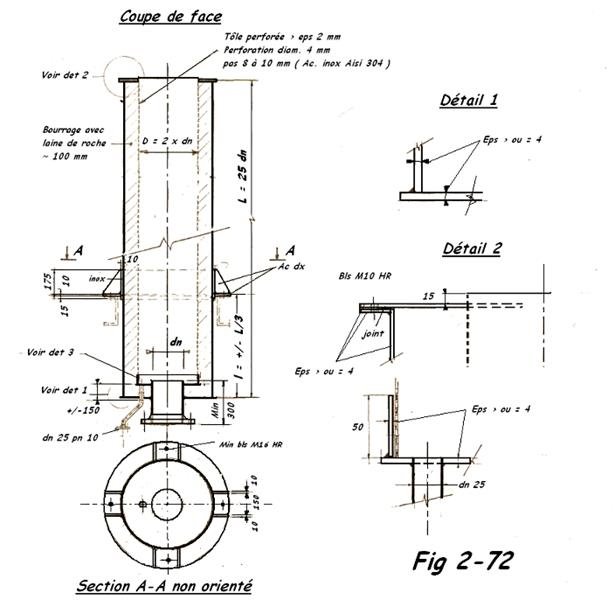
Avant d'alimenter une turbine en vapeur surchauffée par exemple, il faut que la conduite soit à température (ex: 390°C pour 39 barg), qu'il n'y ait plus de trace de condensats qui pourraient endommager la turbine. Pour ce faire, il faut mettre la vapeur (ou le gaz) à l'air pendant le temps nécessaire à sa mise à température, parfois plusieurs heures, ce qui provoque un bruit très assourdissant. Il est donc nécessaire pour l'environnement de prévoir un silencieux soit en provenance du commerce ce qui est souhaitable (attention toutefois, au délai de livraison et au prix ) ou en faisant réaliser un modèle suivant les proportions indiquées à la Fig 2-72.
Dernière édition:





