


2.2.6 EXAMEN PAR ULTRASONS ( US )
1. Principe: Les ultrasons sont des ondes élastiques, tout comme les sons audibles; ils ne diffèrent de ceux-ci que par leur domaine de fréquence ( FIG 2-57 ). Si ces ondes ultrasonores sont envoyées perpendiculairement à la surface d'une pièce à faces parallèles, ces ondes vont se réfléchir sur la paroi opposée et revenir vers le cristal qui va transmettre le signal à l'appareil à ultrasons.
Le temps nécessaire à l'onde pour parcourir le trajet aller-retour dans la pièce est le même que pour détecter un défaut ( FIG 2-58 ). Connaissant le temps du parcours, on sait facilement trouver la position du défaut ou le fond de la pièce, si on connaît la vitesse de propagation des ondes dans ce matériau.
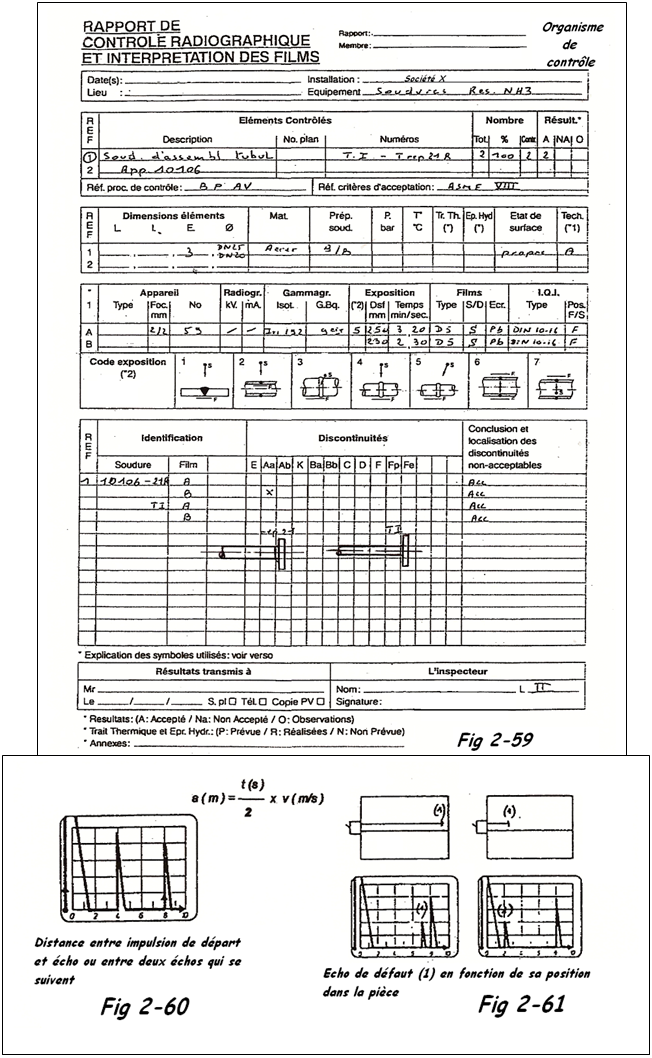
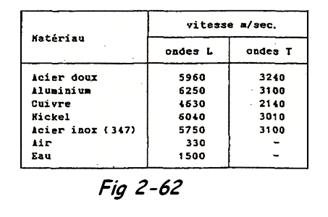
Le temps ( t ) est représenté sur un tube cathodique, c'est la distance entre l'impulsion de départ et l'écho ou la distance entre 2 échos qui se suivent ( FIG 2-60 ). Si on règle l'équipement afin que la valeur (en mm) corresponde à un certain écartement, lu en mm, sur le tube à rayon cathodique soit t/2, il ne reste qu'à lire directement la valeur de la position du défaut ou du fond de la pièce sur l'appareil ( FIG 2-61 ).2. Vitesse de propagation: Les ondes sonores et US se déplacent grâce à un support, qu'il soit gazeux, liquide, ou solide. Lorsque la direction du déplacement des particules de ce support est la même que celle de la propagation des ondes, on a des ondes longitudinales ( ou de compression ). Si les particules se déplacent perpendiculairement à la direction de propagation des ondes, on a des ondes transversales (ou de cisaillement). Notons que ces ondes transversales n'existent pas dans les milieux gazeux et liquide.
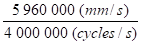
Les vitesses de propagation dans les métaux sont fonction des modules d'élasticité longitudinale ( E ) pour les ondes longitudinales et ( G ) pour les ondes transversales ( Fig 2-62 ), ainsi que leur masse volumique. Le tableau ( Fig 2-62 ) donne la vitesse de propagation dans les milieux les plus usuels.
Toute onde est un phénomène périodique ayant une certaine fréquence ( f ), c'est-à -dire un nombre de cycles par seconde et une certaine longueur d'onde ( l) qui est la distance pour parcourir une onde. La vitesse de propagation d'une onde est dès lors : v = l x f
Les US en milieu homogène se propagent en ligne droite et à vitesse constante, qui ne dépendra que du milieu de propagation et du type d'onde employé.
Exemple: Une onde longitudinale a, dans l'acier, une vitesse de 5960 m/s ( FIG 2-62 ). Si nous utilisons une fréquence de 4 Mhz, la longueur d'onde est égale à l =
Le pouvoir de détection d'une onde US est liée à la longueur de l'onde. Plus celle-ci est petite, plus le pouvoir de détection est élevé. On utilise donc des ondes à hautes fréquences ( 0,25 à 25 Mhz ). Pour les contrôles les plus courants, les fréquences varient entre 1 et 4 Mhz.
3. Mise en oevre
a) Ensemble du système: L'ensemble de contrôle US comporte:
- Un générateur de signal électrique
- Une unité émettrice d'ondes ( ex. cristal piézoélectrique )
- Un couplant pour le palpeur émetteur
- L'échantillon à tester
- Un couplant pour le palpeur récepteur
- Une unité réceptrice des ondes ( ex. cristal piézoélectrique )
- Un indicateur électrique type oscillographe cathodique, accompagné parfois d'un enregistreur analogique ou numérique
b) Palpeurs - principe de conception :
La méthode actuellement utilisée est basée sur l'effet piézoélectrique, qui est la propriété qu'ont certains cristaux de se former lorsqu'ils sont soumis à un potentiel électrique.
Si ces cristaux sont soumis à un potentiel alternatif, ils vibrent à la même fréquence. Ce sont des transformateurs d'un signal électrique alternatif en une vibration mécanique alternative.
L'effet est réversible, ainsi si l'on applique des vibrations mécaniques au cristal, ce dernier va créer un champ électrique variable.
On dispose actuellement de nombreux matériaux présentant des propriétés piézoélectriques. Le Quartz et la Tourmaline sont les cristaux naturels les plus connus, mais il en existe d'autres dont certains peuvent être fabriqués à partir de solutions de sels simples ( ex. sulfate de Lithium ) et possèdant la propriété de piézoélectricité.
c) Palpeurs - constitution et types
- Palpeur droit ( ou normal ) : Il émet des ondes longitudinales et les transmet à la pièce perpendiculairement au plan de la surface sur laquelle il est appliqué. Il est utilisé dans les méthodes d'examen par réflexion en jouant successivement le rôle d'émetteur et de récepteur ou dans les techniques de transmission.
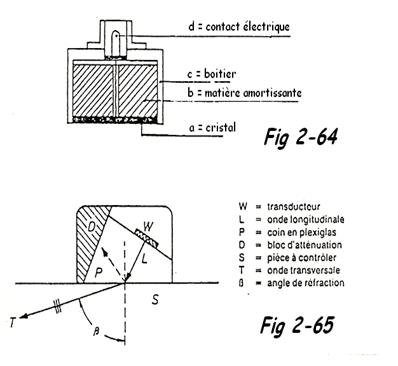
Tous les palpeurs doivent être convenablement amortis à l'aide d'un matériau ayant une impédance acoustique plus grande que celle du cristal et une bonne isolation électrique ( ex. caoutchouc synthétique ).
- Palpeur d'angle : Il produit des ondes transversales à partir d'ondes longitudinales, en tirant profit du phénomène de réfraction ( Fig 2-65 ).
En pratique, on construit des palpeurs d'angle avec des valeurs angulaires de réfraction dans l'acier de 35, 45, 60, 70 et 80 degrés. Les fréquences les plus couramment utilisées sont de 2, 4, 5 et 6 Mhz. Il existe des palpeurs pouvant s'adapter à des conditions spéciales d'examens tels que les tuyauteries.
4. Exemples d'applications: Les quelques exemples qui suivent montrent schématiquement les principes d'application et les résultats obtenus sur l'écran cathodique de contrôle.
a) Palpeur droit émetteur - récepteur ( FIG 2-66 )
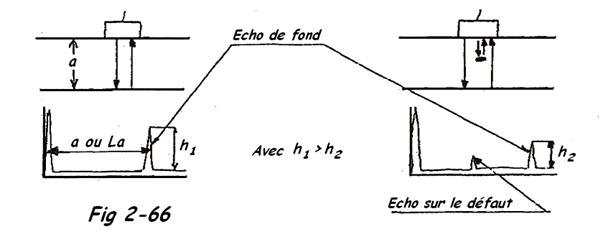
Un défaut se signale par l'apparition d'un écho intermédiaire et / ou par une atténuation de l'écho de fond.
Application classique: Vérification de l'épaisseur d'une tôle
Recherche de doublures et ségrégations
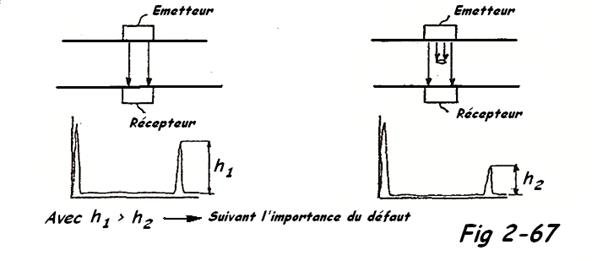
b) Palpeur émetteur et palpeur récepteur
c) Palpeur d'angle: La FIG 2-58 illustre la recherche des défauts longitudinaux dans les tubes.
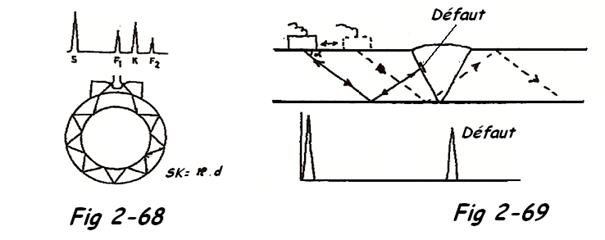
Deux palpeurs émetteurs - récepteurs envoient les ondes dans 2 directions opposées. La distance S-K est le parcours des ondes sur tout le périmètre. La position des échos de défaut est fonction de la position du ou des défauts dans le tube par rapport à la position du palpeur.
d) Contrôle des soudures: Les recherches de manques de pénétration, manques de fusion, fissures prennent comme base, l'utilisation des palpeurs d'angle. Le ou les angle(s) choisi(s) étant fonction de la forme des chanfreins ( FIG 2-69 ). Compte tenu de l'angle a du palpeur, de sa distance à l'axe de la soudure et de l'épaisseur de la pièce, on déterminera la position du défaut par triangulation. Des réglettes ad hoc existent pour faciliter cette recherche.
Le contrôle US, au même titre que le contrôle radiographique permet d'explorer tout le volume de la matière. La sensibilité de ce contrôle est très grande, surtout pour les fortes épaisseurs. Bien appliqué, il pourra mettre en évidence des défauts linéaires très fins qui bien souvent échappent à l'examen radiographique. Par contre, des défauts volumiques tels que inclusions, porosités, . et surtout leur densité seront moins bien mis en évidence que lors de l'examen radiographique. Les RX ou Rg laissent une image " fixe " pouvant être interprétée à tout moment par une ou plusieurs personnes, ce qui n'est pas les cas de l' US qui donne des indications fugaces et laissées à la seule interprétation de l'opérateur. Le contrôle US est d'un coût raisonnable, il est généralement plus rapide qu'un RX par exemple et surtout il ne présente aucun risque pour le personnel. Le matériel mis en oeuvre est plus léger et moins encombrant. Toutefois, la grande sensibilité de la méthode, les phénomènes physiques liés à la forme des pièces, voir à leur état de surface, leur structure ou les types de défauts, ont pour conséquence que L'interprétation des résultats est très ardue et ne peut être effectuée que par des opérateurs hautement qualifiés et ayant une grande expérience en la matière.
Dernière édition:





