


1.7 TRANSPORTS
Les tronçons de tuyauteries préfabriquées doivent être transportés de l'atelier de préfabrication jusqu'au site de montage, pour ce faire il faudra protéger principalement :
- La face de joint des brides
- Le chanfrein aux extrémités à souder
- Les extrémités filetées et taraudées
- Les bossages pour les prises de mesure et de contrôle
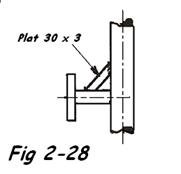
- Les tubulures ≤ dn 40, celles-ci seront d'ailleurs renforcées par un gousset soudé de même qualité ou de qualité similaire que le matériau de la tubulure ou du tube.
1.8. MONTAGE DES TUYAUTERIES
1.8.1 GENERALITES
Les techniques de montage sont très variées et il est évident qu'elles doivent s'adapter en toutes circonstances. dans les entreprises importantes, les équipes de montage sont spécialisées par type de chantier, par exemple: industrie chimique, centrales électriques, industries métallurgiques, pétrochimie, etc. Il est évident que cette spécialisation est nécessaire, étant donné que les techniques appliquées sont différentes, vu que le travail s'effectue suivant des normes et des consignes de sécurité différentes
( Rappelons que pour les industries chimiques, les entreprises qui y travaillent doivent avoir du personnel agréé WALCHIM., VCA. Pour le nord du pays il existe également une agréation similaire ).
Un chef de chantier doit pouvoir s'adapter rapidement, car les imprévus sont très nombreux lors d'un montage ( intempéries, retards de fournitures, retards dans les travaux de génie-civil ou de montage d'équipements, . , les accidents , . ).
La bonne marche d'un chantier de montage dépendra d'une bonne préparation. Il ne faut pas, par exemple, que lorsqu'une équipe reçoit les instructions pour commencer un travail qu'elle s'aperçoive qu'il manque du matériel ( tubes, coudes, . ) pour pouvoir l'exécuter. Il faut, en outre, que le responsable du chantier possède une excellente préparation de travaux afin de pouvoir à tout moment, déplacer une équipe sans perdre de temps, surtout si cela doit s'effectuer à l'improviste.
1.8.2 SOUDURES
Pour des raisons pratiques, il est évident que l'on utilise presque exclusivement la soudure manuelle. Il faut noter que l'on utilise les mêmes techniques et les mêmes critères sur chantier qu'en préfabrication.
Etant donné que les soudeurs sur chantier travaillent en général à l'extérieur, il faut prendre toutes les précautions nécessaires afin de protéger des intempéries le soudeur, mais également le joint à souder, sans oublier tous les aspects de la sécurité ( plancher de travail, garde-corps, nacelles, . ).
Remarque
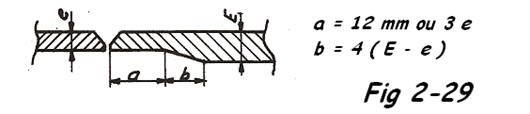
1. Cas de soudure bout à bout de tubes d'épaisseurs différentes, on procédera à un délardage.
2. Soudure des tuyauteries ayant véhiculé de l'acide nitrique ou des gaz nitreux. Il est dans ce cas difficile d'obtenir la "qualité radio" des soudures. En effet, la paroi intérieure des tubes se contamine au contact des fluides, ce qui provoque la pollution du bain de fusion hors de la soudure. Un nettoyage même poussé reste souvent inefficace, on peut y remédier de la façon suivante.
a) Cas où l'épaisseur du tube est > 3 mm
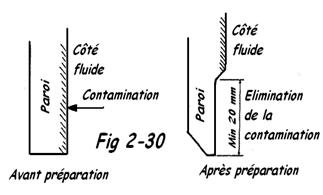
La technique consiste à éliminer mécaniquement la zone contaminée (ex : disque à meuler ou fraise). La quantité de matière à enlever est proportionnelle à l'importance de la contamination.
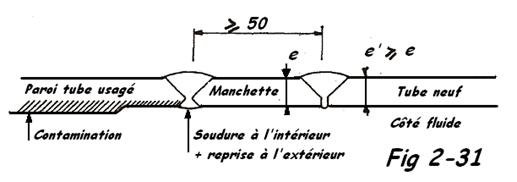
b) Cas où l'épaisseur du tube est < 3 mm (enlèvement de matière excessive)
Dans ce cas, on élimine au maximum la contamination à l'extrémité du tube usagé.
On soude à l'extrémité de ce tube une manchette dont la longueur permet de précéder à une soudure à l'intérieur avec reprise à l'extérieur, puis de réaliser normalement la soudure du tube neuf sur la manchette.
1.8.3 TRAITEMENTS THERMIQUES
On utilise la rampe à gaz ou les câbles à induction tout comme en atelier. Il faut faire particulièrement attention pour qu'il n'y ait pas de refroidissement trop rapide des joints à souder ( utilisation de couvertures, . ).
1.8.4 FACONNAGE DES PETITES TUYAUTERIES
Qu'il y ait préfabrication ou non de conduites, ce seront toujours les tuyauteries de dn £ 50 qui termineront le façonnage sur chantier ( pose sur pipe-rack ou à l'intérieur de locaux ). Ce travail est généralement réalisé par une autre équipe que celle qui a monté les tuyauteries préfabriquées, du moins à partir des chantiers de moyenne importance.
1.8.5 CONTROLE DES TUYAUTERIES
Ce poste sera plus détaillé au chapitre 2. Toutefois, il faut savoir que les contrôles sur chantier sont en tous points identiques à ceux réalisés en atelier.
Lors des épreuves hydrauliques, il faut bloquer les supports à ressort et parfois ajouter des supports temporaires, dans le cas où ces supports ou encore la charpente à laquelle ils sont fixés ne peuvent supporter le poids de la tuyauterie remplie d'eau. Dans le cas où il existe des compensateurs de dilatation axiaux placés sur une tuyauterie, il est nécessaire de les bloquer par 2 ou 3 étriers pendant toute la durée du montage, à moins que les points fixes ne puissent reprendre les efforts supplémentaires dus à la surpression.
1.8.6 PRECONTRAINTES
Pour les tuyauteries ayant de grands déplacements dus aux effets de la température, il est généralement souhaitable de réaliser une précontrainte à froid de sens inverse à celle due à la dilatation.
Normalement, on réalise une précontrainte reprenant 50% du déplacement maximum. Suivant le type de tuyauterie, la précontrainte peut se faire suivant 1, 2 ou 3 axes de la tuyauterie. Pour réaliser cette précontrainte, on raccourcit la tuyauterie de la valeur calculée ( DL / 2 ) suivant l'axe désiré. Lorsqu'on exerce l'effort de traction ( par bridage ), afin de rapprocher les 2 dernières extrémités à souder, il faut veiller à ce que ces extrémités restent parallèles et qu'il n'y ait pas de déplacement angulaire autour de l'axe, principalement lorsqu'il y a une précontrainte suivant 2 ou 3 axes.
Ces précontraintes sont réalisées sur les tuyauteries soumises à dilatation avec ou sans compensateurs de dilatation.
1.8.7 SUPPORTAGE DES TUYAUTERIES
Cet important paragraphe sera détaillé dans la troisième partie de cet ouvrage, mais il faut savoir qu'il est nécessaire d'apporter beaucoup de soins au supportage surtout si ces tuyauteries sont en matière plastique. Les fournisseurs indiquent, généralement, les distances à respecter entre supports pour un " dn " donné et une température donnée.
Notons encore que pour des températures ³ 30°C, il est conseillé de soutenir les tuyauteries en matière plastique sur toute leur longueur. Ne perdons pas de vue que les coefficients de dilatation de ces matières sont importants.
Exemples : Pour le PVC ----> 6 fois celui de l'acier ( ± 6 x 1,2 mm / m / 100°C )
" " PE -----> 16 " " " "
1.8.8 UTILISATION DES PLANS SUR LE CHANTIER DE MONTAGE
L'expérience a montré que le type de plan reçu sur le chantier dépendra beaucoup du type d'industrie pour lequel pour laquelle on travaille. Ce n'est évidemment pas une question de qualité, mais bien une question de spécificité ou de méthode de travail.
Les plans peuvent être réalisés très schématiquement, laissant ainsi toute latitude au contractant, ou alors ils seront élaborés définissant exactement l'emplacement des tuyauteries.
Entre ces 2 méthodes il existe, bien entendu, une infinité de variantes.
Il est toutefois évident que pour réaliser des tuyauteries préfabriquées, il faudra nécessairement des plans ( isométriques ) précis.
Lorsque plusieurs contractants travaillent dans le même secteur ( AREA ), il est également nécessaire d'avoir à disposition, des plans de montage précis afin d'éviter toutes interférences ( qui fait quoi ).
Avant toute chose, il est recommandé au responsable de chantier ou même de zone dans le cas de grand chantier, de vérifier avec ses collaborateurs les plans reçus au niveau tuyauteries, par rapport à ce qui a été réalisé au point de vue génie civil, charpente ou encore implantation des équipements avec localisation des points de raccordement. Lorsqu'il s'aperçoit des différences, en comparant les plans de tuyauteries et que ceux-ci sont du type schématique, il fera modifier le tracé des tuyauteries par ses collaborateurs. Mais, si les plans sont précis il devra le signaler au bureau d'études du maître d'oeuvre ou de la société d'ingénierie, afin que les dessinateurs puissent vérifier d'où provient l'erreur et y apporter une solution correcte.
Les plans et / ou nomenclatures des matières, servent à vérifier le matériel reçu sur chantier, en quantité et en qualité. Il est évident que les plans précis accélèrent les travaux et diminuent les frais de surveillance, le tout est d'avoir à disposition du personnel qualifié.
1.8.9 INSTALLATION DE CHANTIER
L'importance d'une installation de chantier peut varier très fort en fonction du type de chantier et du contrat qui a été passé. Le contractant peut selon le cas s'installer dans les locaux qui seront mis à disposition par le maître de l'ouvrage ou s'installer dans ses propres baraquements amenés sur place par lui-même. Il est évident qu'il y aura une différence de prix dans les frais de mise en chantier. Pour les gros chantiers, l'installation des contractants peut avoir l'importance d'un petit village, mais quelle que soit cette importance, celle-ci doit toujours comprendre:
- Un bureau pour le chef de chantier
- Un vestiaire pour le personnel
- Un réfectoire pour le personnel
- L'équipement sanitaire ( WC, douches, ... )
- Un magasin pour l'outillage et pour le matériel
- Un atelier pour la préfabrication
Le maître de l'ouvrage, selon le contrat établi, peut être amené à faire poser des câbles ( électricité, téléphone ), une conduite d'eau potable, couler des dalles en béton pour installer les baraquements, installer des fosses sceptiques, . le tout dans le respect du R.G.P.T.
1.8.10 OUTILLAGE DE CHANTIER
Il n'est pas possible de détailler, dans cet ouvrage, la liste complète des outillages nécessaires sur un chantier, car elle est longue et très variée. Nous donnons néanmoins ci-après une nomenclature succincte non limitative.
- Manutention: Tirfons, palans, treuils, crics, grues, camions, ...
- Soudure: Chalumeaux, postes de soudures ( courants alternatif et continu ), câbles électriques, bouteilles à gaz, appareils pour le traitement thermique, .
- Outillage personnel: Pour les tuyauteurs, les soudeurs et les électriciens par exemple
- Petit outillage: Ponceuses, foreuses, meuleuses, baladeuses, . Tous ces équipements doivent
être conformes aux normes de sécurité en vigueur.
Dernière édition:





