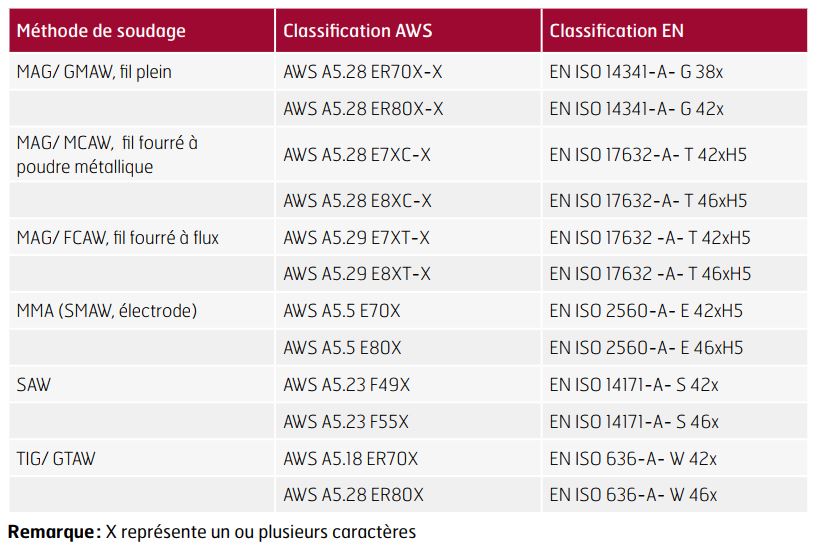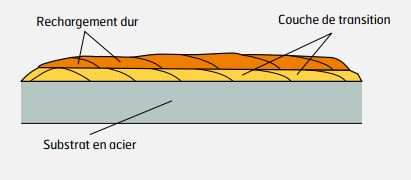
De manière générale, les consommables non alliés et faiblement alliés d’une limite élastique maximale de 500 Mpa sont généralement recommandés pour les aciers Hardox. Des consommables de limite élastique supérieur (900Mpa maxi) peuvent être utilisés pour les Hardox 400 et Hardox 450 pour des aciers compris entre 0,7mm et 6mm. Si le but recherché est une résistance accrue à l’usure, la passe finale peut être réalisée avec un rechargement dur.
Consommables recommandés pour le soudage des aciers anti-abrasion Hardox: