| Ref.réglage: 620/93037925/47517042 ----Voir---- |
| EN ISO 9606-1 141 P-FW __ __ t2 _ PB |
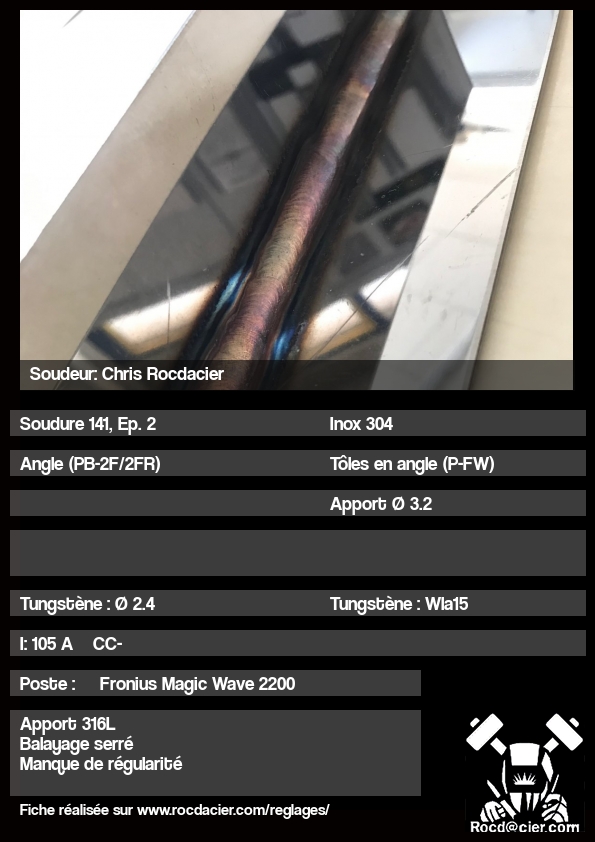
| Soudure 141, Ep. 2 en Inox 304 - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Débit endroit: 12 Tungstène Ø 2.4 mm (Wla15) Apport Ø 3.2 mm Intensité: 105 A soudé avec le poste Fronius Magic Wave 2200, Observations: Apport 316L Balayage serré Manque de régularité (pour Rocd@cier) par Chris Rocdacier |
 |
|
| |
| Ref.réglage: 618/70954417/38525347 ----Voir---- |
| EN ISO 9606-1 141 P-FW __ __ t2 _ PB |
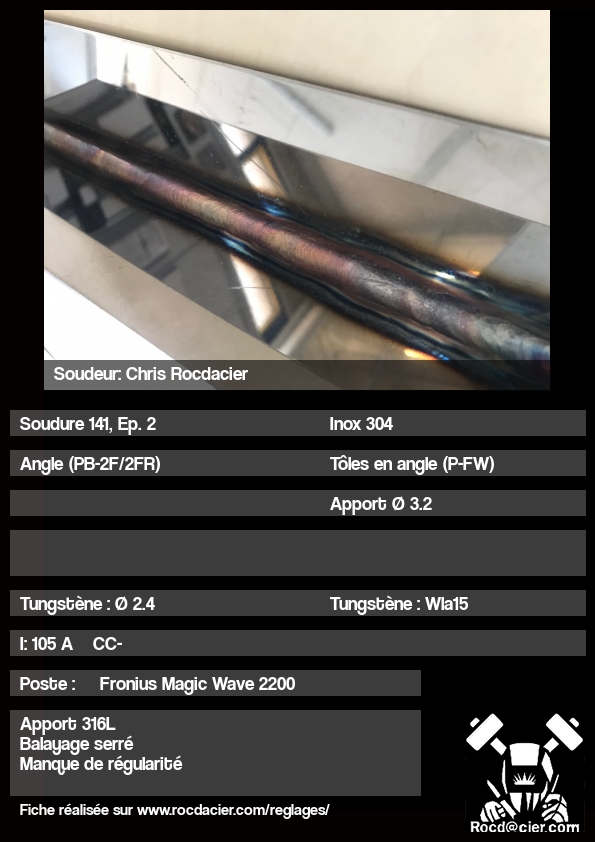
| Soudure 141, Ep. 2 en Inox 304 - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Débit endroit: 12 Tungstène Ø 2.4 mm (Wla15) Apport Ø 3.2 mm Intensité: 105 A soudé avec le poste Fronius Magic Wave 2200, Observations: Apport 316L Balayage serré Manque de régularité (pour Rocd@cier) par Chris Rocdacier |
 |
|
| |
| Ref.réglage: 570/88330555/55892055 ----Voir---- |
| EN ISO 9606-1 141 T-BW __ __ t0.8 Ø50 PA |
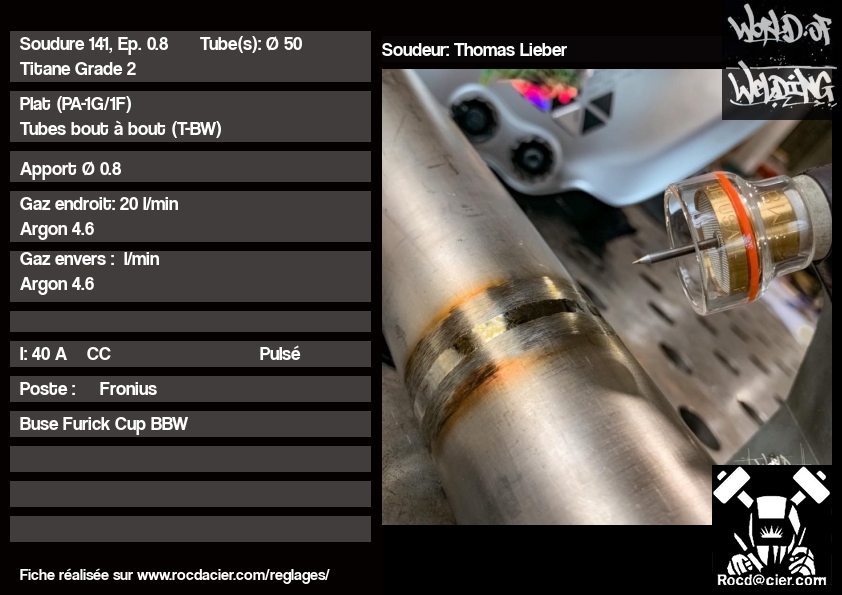
| Soudure 141, Ep. 0.8 en Titane Grade 2 - Tubes bout à bout (T-BW)- Plat (PA-1G/1F) Gaz endroit: Argon 4.6 Débit endroit: 20 Gaz envers: Argon 4.6 Apport Ø 0.8 mm Intensité: 40 A soudé avec le poste Fronius, Observations: Buse Furick Cup BBW (pour World of Welding) par Thomas Lieber |
 |
|
| |
| Ref.réglage: 518/30503894/54956991 ----Voir---- |
| EN ISO 9606-1 138 P-BW __ __ t40 _ PA |
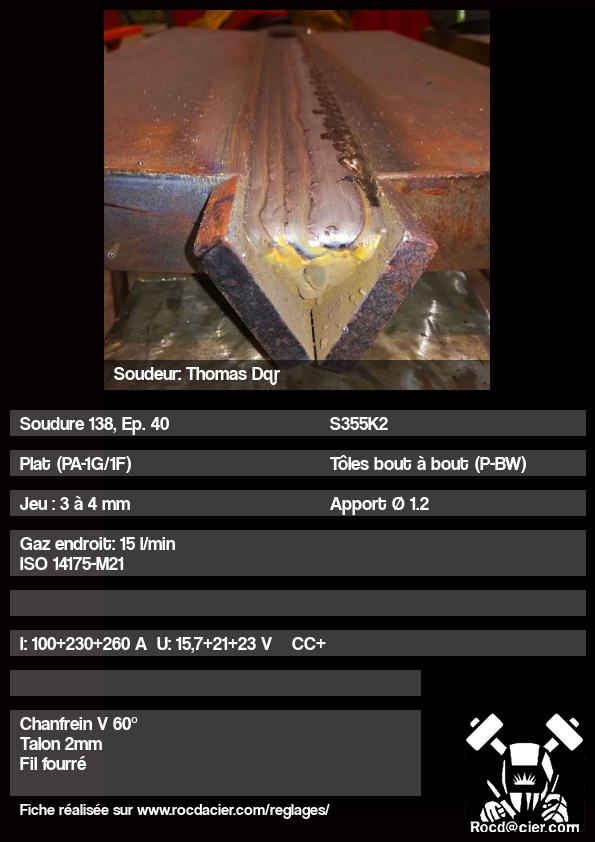
| Soudure 138, Ep. 40 en S355K2 - Tôles bout à bout (P-BW)- Plat (PA-1G/1F) Gaz endroit: ISO 14175-M21 Débit endroit: 15 Apport Ø 1.2 mm Intensité: 100+230+260 A Tension: 15,7+21+23 V , Observations: Chanfrein V 60° Talon 2mm Fil fourré (pour Rocd@cier) par Thomas Dqr |
 |
|
| |
| Ref.réglage: 514/19081815/20748160 ----Voir---- |
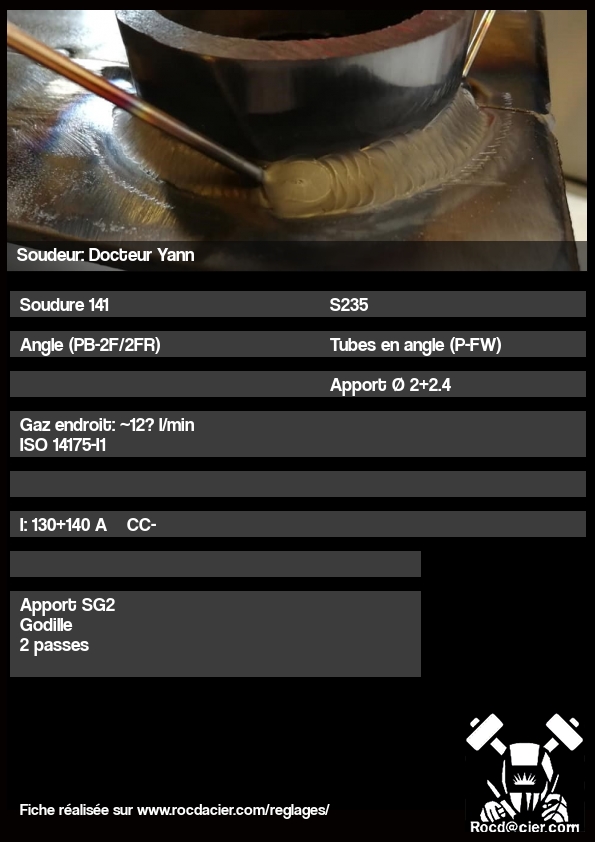
| EN ISO 9606-1 141 P-FW __ __ t _ PB |
| Soudure 141, Ep. en S235 - Tubes en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-I1 Débit endroit: ~12? Apport Ø 2+2.4 mm Intensité: 130+140 A , Observations: Apport SG2 Godille 2 passes (pour Rocd@cier) par Docteur Yann |
 |
|
| |
| Ref.réglage: 512/49974622/91827049 ----Voir---- |
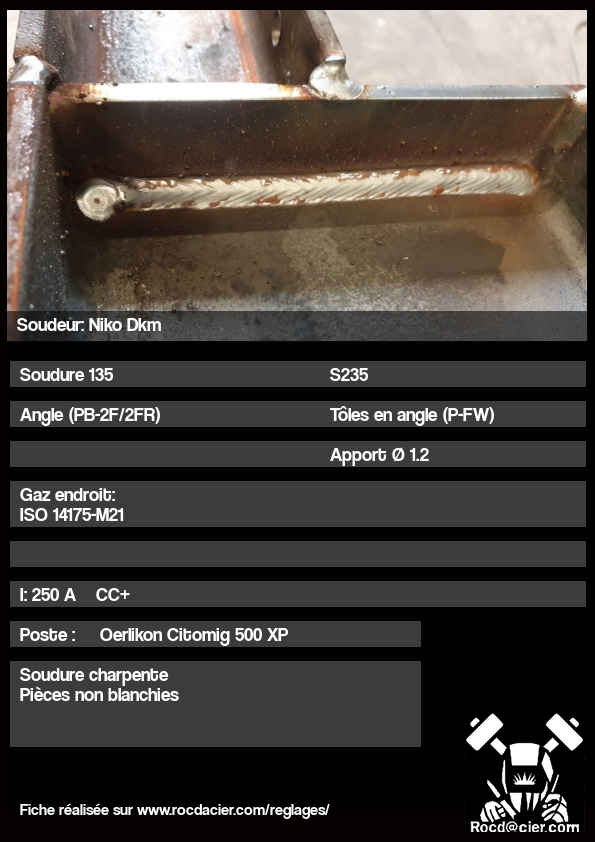
| EN ISO 9606-1 135 P-FW __ __ t _ PB |
| Soudure 135, Ep. en S235 - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-M21 Apport Ø 1.2 mm Intensité: 250 A soudé avec le poste Oerlikon Citomig 500 XP, Observations: Soudure charpente Pièces non blanchies (pour Rocd@cier) par Niko Dkm |
 |
|
| |
| Ref.réglage: 510/42278521/99091472 ----Voir---- |
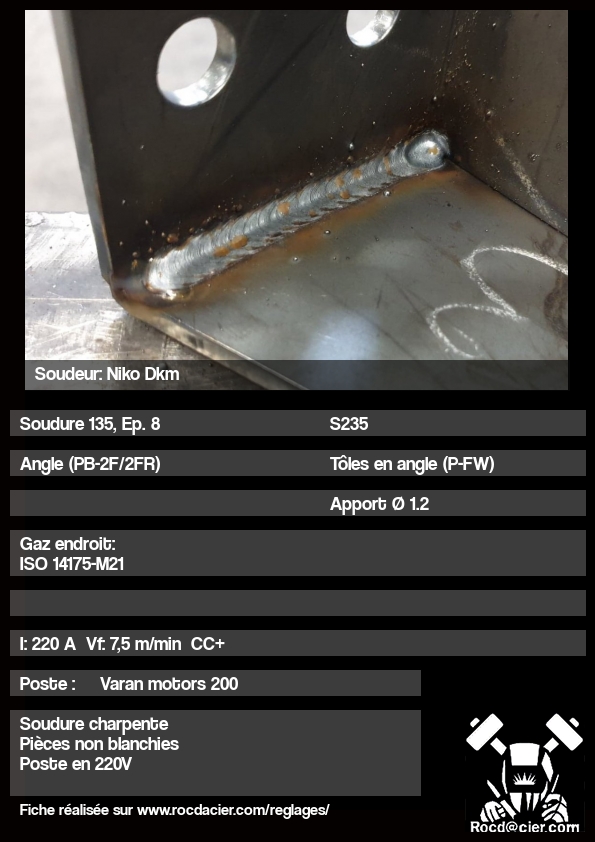
| EN ISO 9606-1 135 P-FW __ __ t8 _ PB |
| Soudure 135, Ep. 8 en S235 - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-M21 Apport Ø 1.2 mm Intensité: 220 A soudé avec le poste Varan motors 200, Observations: Soudure charpente Pièces non blanchies Poste en 220V (pour Rocd@cier) par Niko Dkm |
 |
|
| |
| Ref.réglage: 508/10416261/74266522 ----Voir---- |
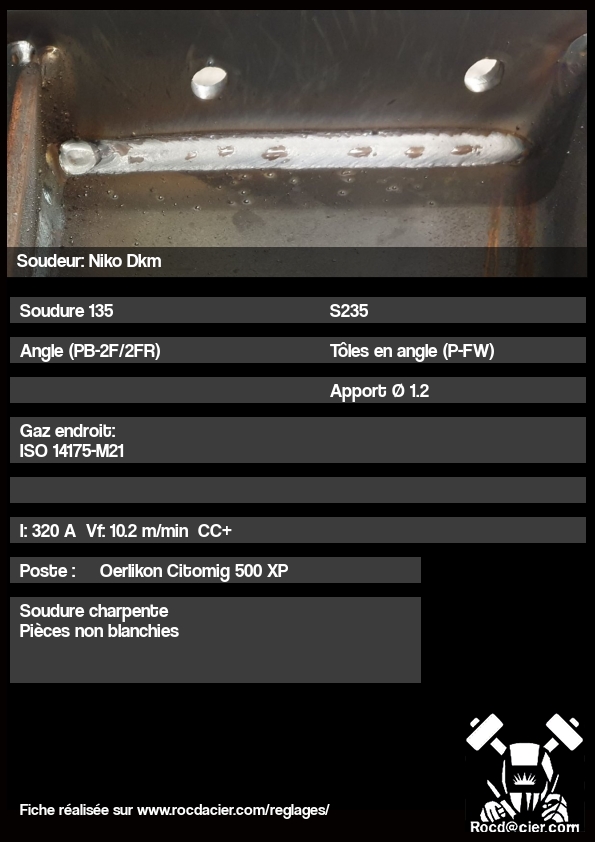
| EN ISO 9606-1 135 P-FW __ __ t _ PB |
| Soudure 135, Ep. en S235 - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-M21 Apport Ø 1.2 mm Intensité: 320 A soudé avec le poste Oerlikon Citomig 500 XP, Observations: Soudure charpente Pièces non blanchies (pour Rocd@cier) par Niko Dkm |
 |
|
| |
| Ref.réglage: 502/30532918/17060036 ----Voir---- |
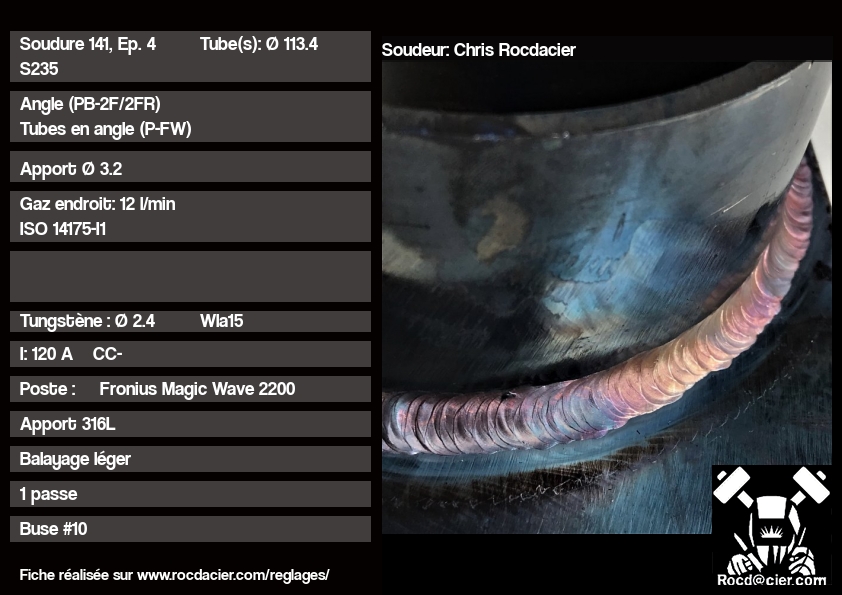
| EN ISO 9606-1 141 P-FW __ __ t4 Ø113.4 PB |
| Soudure 141, Ep. 4 en S235 - Tubes en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-I1 Débit endroit: 12 Tungstène Ø 2.4 mm (Wla15) Apport Ø 3.2 mm Intensité: 120 A soudé avec le poste Fronius Magic Wave 2200, Observations: Apport 316L Balayage léger 1 passe Buse #10 (pour Rocd@cier) par Chris Rocdacier |
 |
|
| |
| Ref.réglage: 498/15868508/62015739 ----Voir---- |
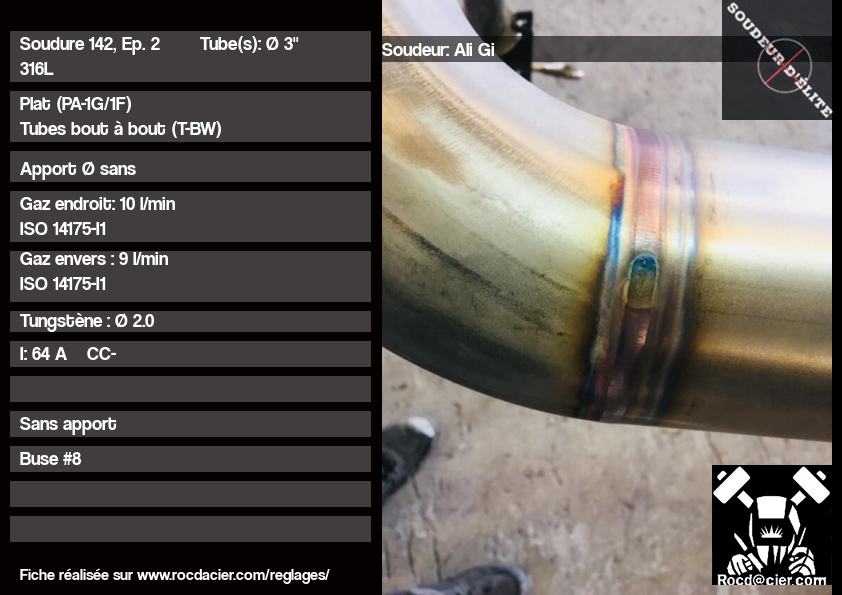
| EN ISO 9606-1 142 T-BW __ __ t2 Ø3\'\' PA |
| Soudure 142, Ep. 2 en 316L - Tubes bout à bout (T-BW)- Plat (PA-1G/1F) Gaz endroit: ISO 14175-I1 Débit endroit: 10 Gaz envers: ISO 14175-I1 Débit envers: 9 Tungstène Ø 2.0 mm Sans apport Intensité: 64 A , Observations: Sans apport Buse #8 (pour Soudeur d'élite) par Ali Gi |
 |
|
| |
| Ref.réglage: 495/86740233/3840492 ----Voir---- |
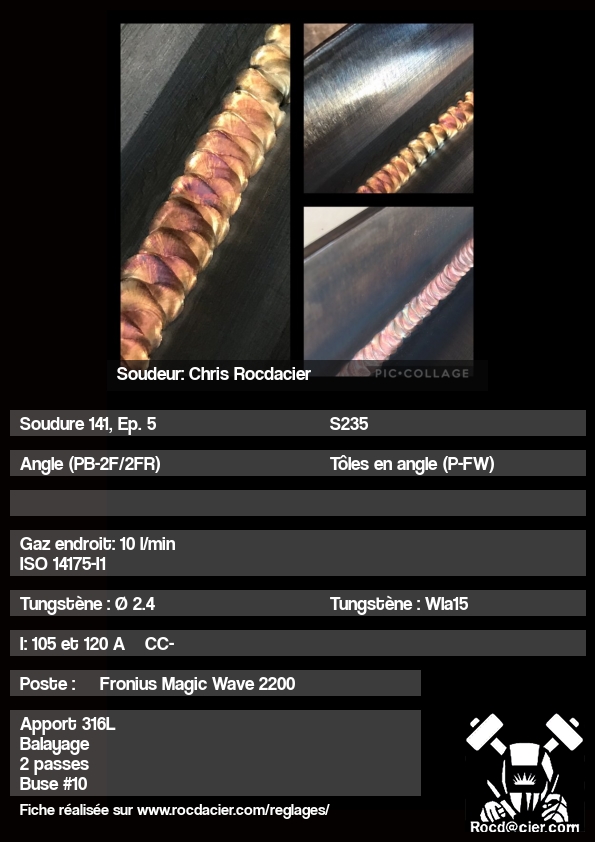
| EN ISO 9606-1 141 P-FW __ __ t5 _ PB |
| Soudure 141, Ep. 5 en S235 - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-I1 Débit endroit: 10 Tungstène Ø 2.4 mm (Wla15) Intensité: 105 et 120 A soudé avec le poste Fronius Magic Wave 2200, Observations: Apport 316L Balayage 2 passes Buse #10 (pour Rocd@cier) par Chris Rocdacier |
 |
|
| |
| Ref.réglage: 486/75194749/34789852 ----Voir---- |
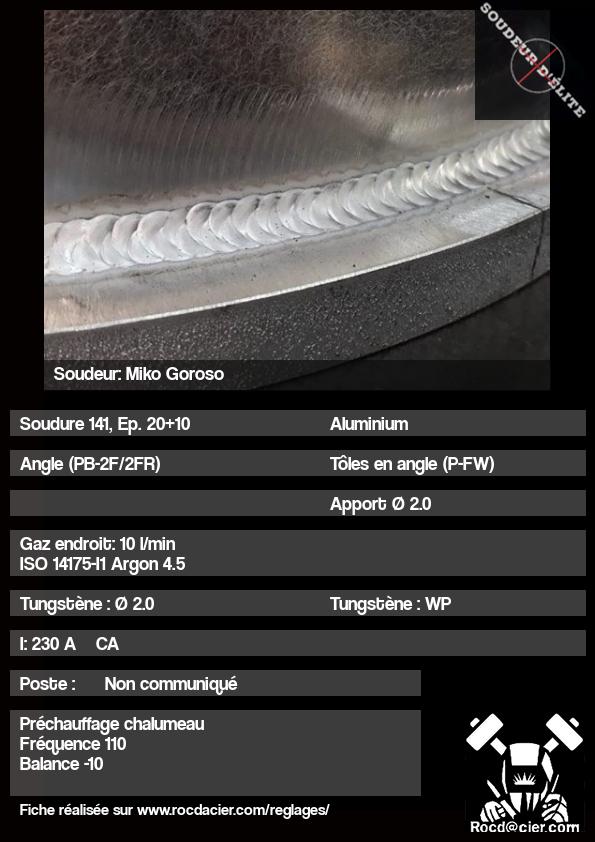
| EN ISO 9606-1 141 P-FW __ __ t20+10 _ PB |
| Soudure 141, Ep. 20+10 en Aluminium - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-I1 Argon 4.5 Débit endroit: 10 Tungstène Ø 2.0 mm (WP) Apport Ø 2.0 mm Intensité: 230 A soudé avec le poste Non communiqué, Observations: Préchauffage chalumeau Fréquence 110 Balance -10 (pour Soudeur d'élite) par Miko Goroso |
 |
|
| |
| Ref.réglage: 474/70886039/62421217 ----Voir---- |
| EN ISO 9606-1 141 P-FW __ __ t2 _ PB |
| Soudure 141, Ep. 2 en Acier S235 - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Débit endroit: 11 Tungstène Ø 2.4 mm (Wla15) Apport Ø 1.6 mm Intensité: 105 A soudé avec le poste Fronius Magic Wave 2200, Observations: Apport 316L Morsures Manque de régularité (pour Rocd@cier) par Chris Rocdacier |
 |
|
| |
| Ref.réglage: 425/78115633/38233790 ----Voir---- |
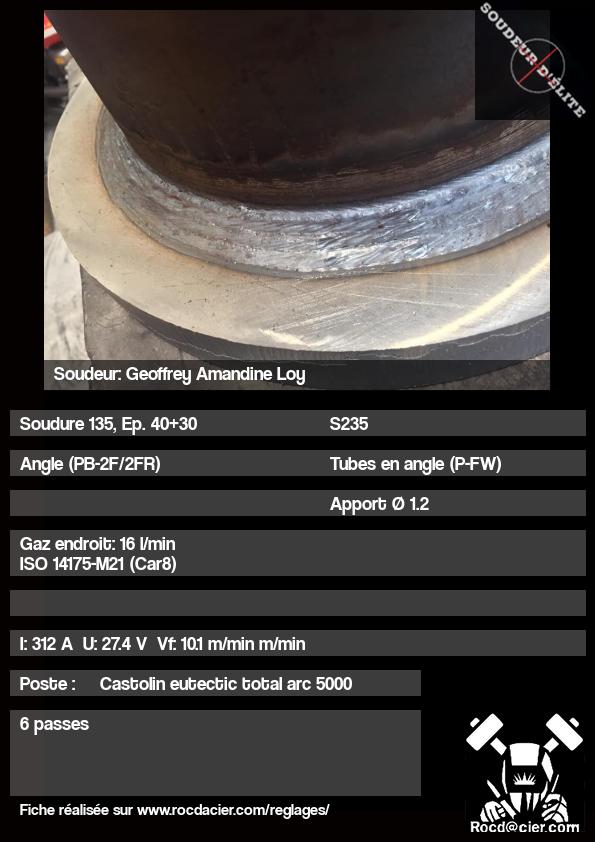
| EN ISO 9606-1 135 P-FW __ __ t40+30 _ PB |
| Soudure 135, Ep. 40+30 en S235 - Tubes en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-M21 (Car8) Débit endroit: 16 Apport Ø 1.2 mm Intensité: 312 A Tension: 27.4 V soudé avec le poste Castolin eutectic total arc 5000 , Observations: 6 passes (pour Soudeur d'élite) par Geoffrey Amandine Loy |
 |
|
| |
| Ref.réglage: 423/4438705/64952673 ----Voir---- |
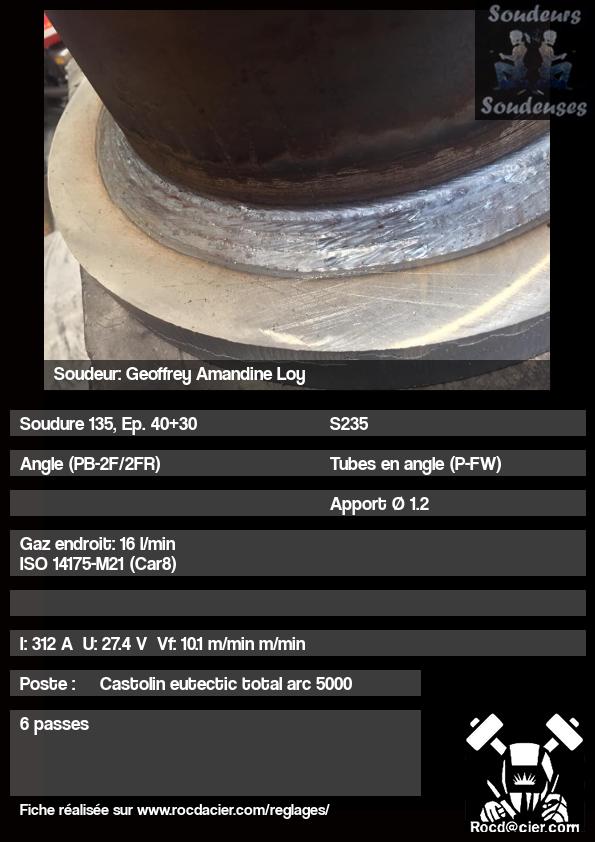
| EN ISO 9606-1 135 P-FW __ __ t40+30 _ PB |
| Soudure 135, Ep. 40+30 en S235 - Tubes en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-M21 (Car8) Débit endroit: 16 Apport Ø 1.2 mm Intensité: 312 A Tension: 27.4 V soudé avec le poste Castolin eutectic total arc 5000 , Observations: 6 passes (pour Soudeurs soudeuses) par Geoffrey Amandine Loy |
 |
|
| |
| Ref.réglage: 418/48472626/29441317 ----Voir---- |
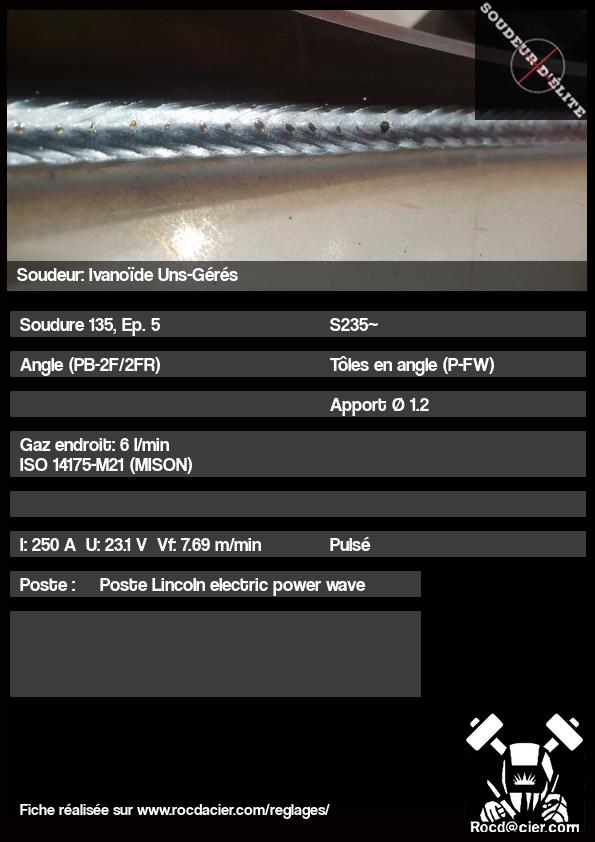
| EN ISO 9606-1 135 P-FW __ __ t5 _ PB |
| Soudure 135, Ep. 5 en S235~ - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-M21 (MISON) Débit endroit: 6 Apport Ø 1.2 mm Intensité: 250 A Tension: 23.1 V soudé avec le poste Poste Lincoln electric power wave , Observations: (pour Soudeur d'élite) par Ivanoïde Uns-Gérés |
 |
|
| |
| Ref.réglage: 416/11044130/6596927 ----Voir---- |
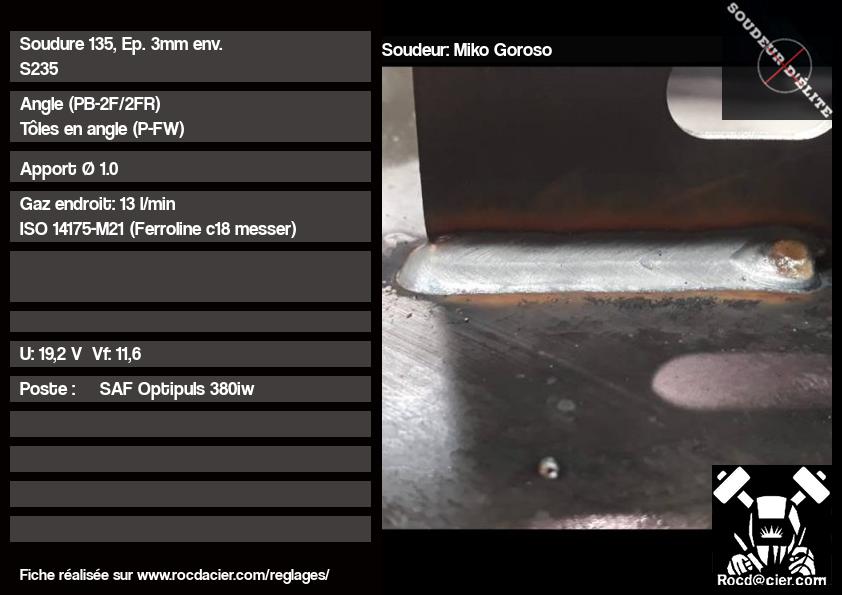
| EN ISO 9606-1 135 P-FW __ __ t3mm env. _ PB |
| Soudure 135, Ep. 3mm env. en S235 - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-M21 (Ferroline c18 messer) Débit endroit: 13 Apport Ø 1.0 mm Tension: 19,2 V soudé avec le poste SAF Optipuls 380iw, Observations: (pour Soudeur d'élite) par Miko Goroso |
 |
|
| |
| Ref.réglage: 415/70651784/31724484 ----Voir---- |
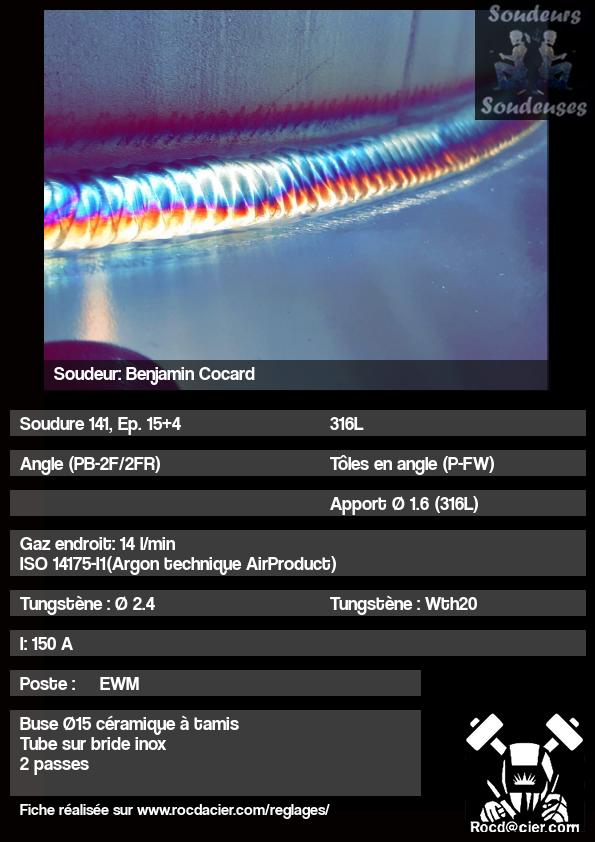
| EN ISO 9606-1 141 P-FW __ __ t15+4 Ø355 PB |
| Soudure 141, Ep. 15+4 en 316L - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-I1(Argon technique AirProduct) Débit endroit: 14 Tungstène Ø 2.4 mm (Wth20) Apport Ø 1.6 (316L) mm Intensité: 150 A soudé avec le poste EWM, Observations: Buse Ø15 céramique à tamis Tube sur bride inox 2 passes (pour Soudeurs soudeuses) par Benjamin Cocard |
 |
|
| |
| Ref.réglage: 410/50090317/19196808 ----Voir---- |
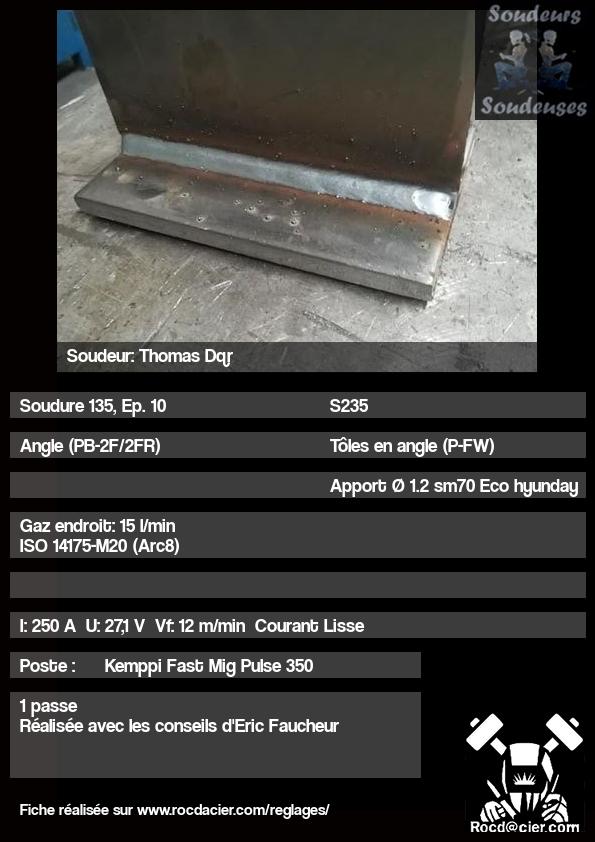
| EN ISO 9606-1 135 P-FW __ __ t10 _ PB |
| Soudure 135, Ep. 10 en S235 - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-M20 (Arc8) Débit endroit: 15 Apport Ø 1.2 sm70 Eco hyunday mm Intensité: 250 A Tension: 27,1 V soudé avec le poste Kemppi Fast Mig Pulse 350, Observations: 1 passe Réalisée avec les conseils d'Eric Faucheur (pour Soudeurs soudeuses) par Thomas Dqr |
 |
|
| |
| Ref.réglage: 408/74457616/79148347 ----Voir---- |
| EN ISO 9606-1 141 P-FW __ __ t19 Ø25 PB |
| Soudure 141, Ep. 19 en Acier de blindage - Tubes en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-I1 Débit endroit: 9 Tungstène Ø 2.4 mm (Wth20) Apport Ø ? en 307L mm Intensité: 52@35% A soudé avec le poste Fronius magicwave 2200, Observations: Détails des réglages: A 149 v 11,7 Is 52 35% Up 0.50 I2 A75 50% Down 1s IE A45 30% (pour Rocd@cier) par Yann Carpe |
 |
|
| |
| Ref.réglage: 400/28605143/86812818 ----Voir---- |
| EN ISO 9606-1 141 P-FW __ __ t5 _ PB |
| Soudure 141, Ep. 5 en 304L - Tôles en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-I1 (Argon) Débit endroit: 6 Apport Ø 3.2 en 304L mm Intensité: 160 A soudé avec le poste Selco Genesis 3200, Observations: Buse à tamis Pyrex Pulsé 160A@35% 0.26KHz (pour Soudeur d'élite) par Léo Chalon |
 |
|
| |
| Ref.réglage: 384/89505799/1780678 ----Voir---- |
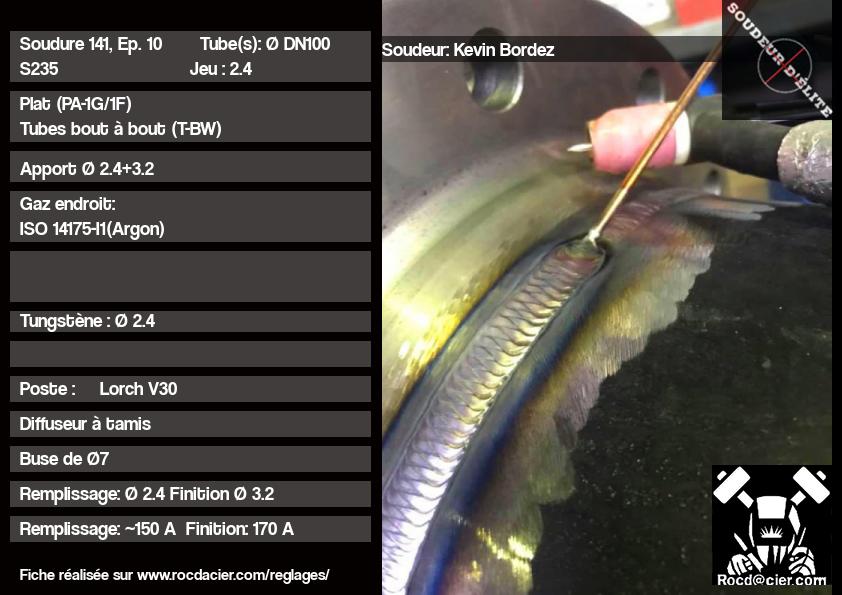
| EN ISO 9606-1 141 T-BW __ __ t10 ØDN100 PA |
| Soudure 141, Ep. 10 en S235 - Tubes bout à bout (T-BW)- Plat (PA-1G/1F) Gaz endroit: ISO 14175-I1(Argon) Tungstène Ø 2.4 mm Apport Ø 2.4+3.2 mm soudé avec le poste Lorch V30, Observations: Diffuseur à tamis Buse de Ø7 Remplissage:Ø 2.4 Finition Ø 3.2 Remplissage:~150A Finition:170A (pour Soudeur d'élite) par Kevin Bordez |
 |
|
| |
| Ref.réglage: 356/88328941/17173658 ----Voir---- |
| EN ISO 9606-1 141 P-FW __ __ t0.56+1.2 _ PB |
| Soudure 141, Ep. 0.56+1.2 en Titane T40 - Tubes en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: Boite à gant Débit endroit: 2 Gaz envers: Boite à gant Débit envers: 2 Tungstène Ø 1.6 mm (Wla15) Apport Ø 1.0 (T40) mm Intensité: 27 A soudé avec le poste EWM, Observations: Boite à gant Buse Ø5 Pointage à 25A (pour Rocd@cier) par Katetpop |
 |
|
| |
| Ref.réglage: 353/55735733/56239110 ----Voir---- |
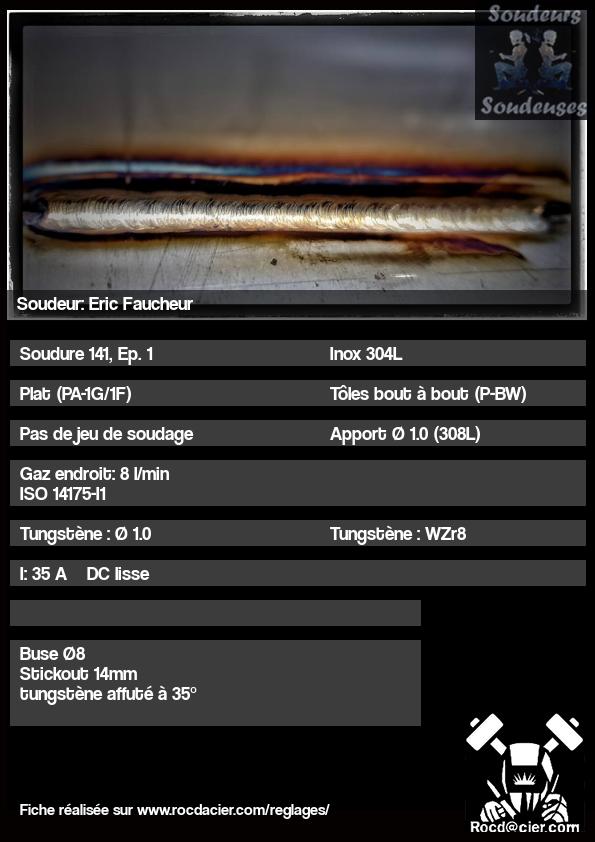
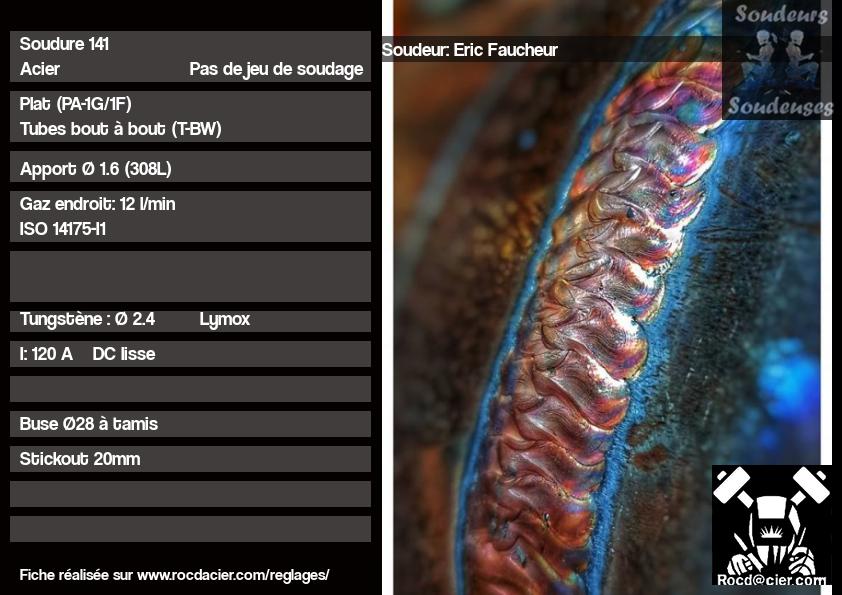
| EN ISO 9606-1 141 P-BW __ __ t1 _ PA |
| Soudure 141, Ep. 1 en Inox 304L - Tôles bout à bout (P-BW)- Plat (PA-1G/1F) Gaz endroit: ISO 14175-I1 Débit endroit: 8 Tungstène Ø 1.0 mm (WZr8) Apport Ø 1.0 (308L) mm Intensité: 35 A , Observations: Buse Ø8 Stickout 14mm tungstène affuté à 35° (pour Soudeurs soudeuses) par Eric Faucheur |
 |
|
| |
| Ref.réglage: 352/13103724/21368830 ----Voir---- |
| EN ISO 9606-1 141 P-BW __ __ t1 _ PA |
| Soudure 141, Ep. 1 en Inox 304L - Tôles bout à bout (P-BW)- Plat (PA-1G/1F) Gaz endroit: ISO 14175-I1 Débit endroit: 8 Tungstène Ø 1.0 mm (WZr8) Apport Ø 1.0 (308L) mm Intensité: 35 A , Observations: Buse Ø8 Stickout 14mm tungstène affuté à 35° (pour Soudeurs soudeuses) par Eric Faucheur |
 |
|
| |
| Ref.réglage: 349/88269676/92404942 ----Voir---- |
| EN ISO 9606-1 2019 plein de bonheur et de joie __ __ t _ Rocd@cier vous souhaite |
| Soudure 2019, Ep. en - plein de bonheur et de joie- Rocd@cier vous souhaite Gaz endroit: ISO 14175 Amour 100% Débit endroit: 100 Gaz envers: ISO 14175 Amitié 100% Débit envers: 100 soudé avec le poste Partout, Observations: Soyez heureux Plein de joie Plein de satisfaction et de prospérité Et pleins de magnifiques réalisations!!!! (pour Rocd@cier) par Chris |
 |
|
| |
| Ref.réglage: 339/67659970/37819988 ----Voir---- |
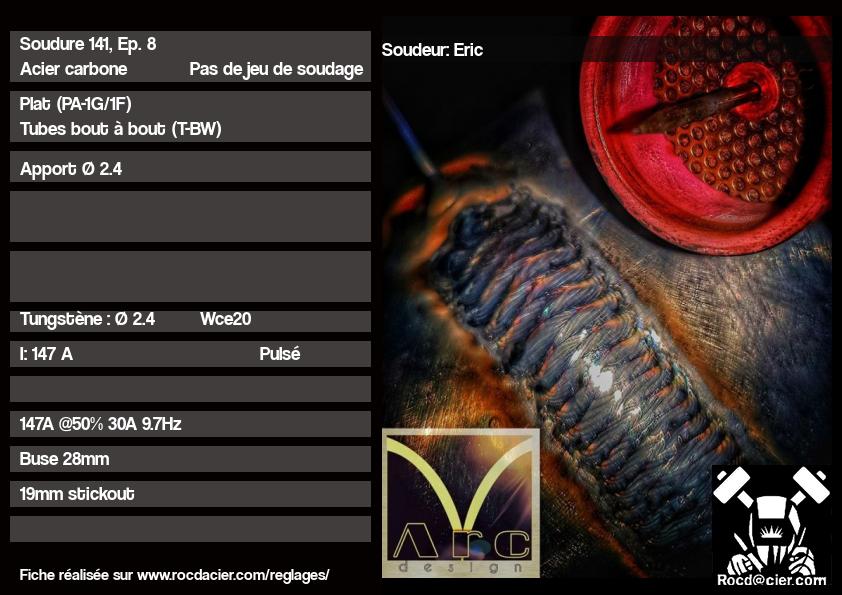
| EN ISO 9606-1 141 T-BW __ __ t8 _ PA |
| Soudure 141, Ep. 8 en Acier carbone - Tubes bout à bout (T-BW)- Plat (PA-1G/1F) Débit endroit: 8 Tungstène Ø 2.4 mm (Wce20) Apport Ø 2.4 mm Intensité: 147 A , Observations: 147A @50% 30A 9.7Hz Buse 28mm 19mm stickout (pour Rocd@cier) par Eric |
 |
|
| |
| Ref.réglage: 322/6088864/50093267 ----Voir---- |
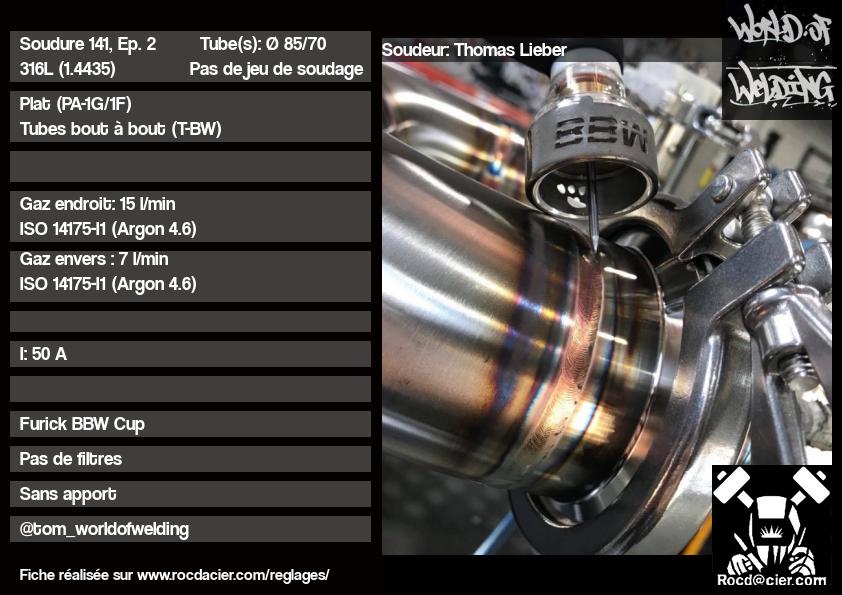
| EN ISO 9606-1 141 T-BW __ __ t2 Ø85/70 PA |
| Soudure 141, Ep. 2 en 316L (1.4435) - Tubes bout à bout (T-BW)- Plat (PA-1G/1F) Gaz endroit: ISO 14175-I1 (Argon 4.6) Débit endroit: 15 Gaz envers: ISO 14175-I1 (Argon 4.6) Débit envers: 7 Intensité: 50 A , Observations: Furick BBW Cup Pas de filtres Sans apport @tom_worldofwelding (pour World of Welding) par Thomas Lieber |
 |
|
| |
| Ref.réglage: 320/57894391/82011598 ----Voir---- |
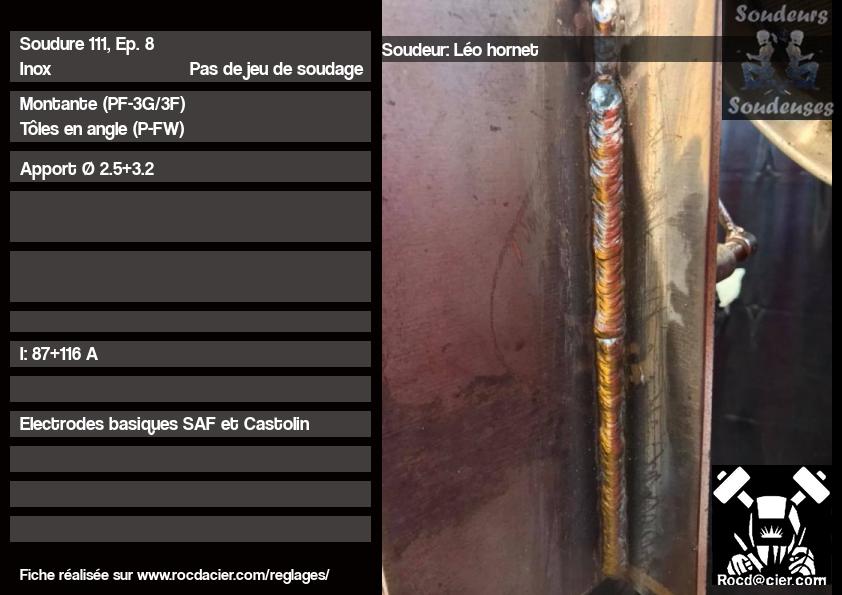
| EN ISO 9606-1 111 P-FW __ __ t8 _ PF |
| Soudure 111, Ep. 8 en Inox - Tôles en angle (P-FW)- Montante (PF-3G/3F) Apport Ø 2.5+3.2 mm Intensité: 87+116 A , Observations: Electrodes basiques SAF et Castolin (pour Soudeurs soudeuses) par Léo hornet |
 |
|
| |
| Ref.réglage: 318/29962146/89993658 ----Voir---- |
| EN ISO 9606-1 141 P-FW __ __ t1.5+3 _ PB |
| Soudure 141, Ep. 1.5+3 en AISI 347 - Tubes en angle (P-FW)- Angle (PB-2F/2FR) Gaz endroit: ISO 14175-I1 (Argon) Débit endroit: 2 Gaz envers: ISO 14175-I1 (Argon) Débit envers: 2 Tungstène Ø 1.6 mm (Wla15) Apport Ø 1.0 mm Intensité: 51 A soudé avec le poste EWM, Observations: Boite à gant Buse Ø5 (pour Soudeur d'élite) par Katetpop |
 |
|
| |
| Ref.réglage: 286/71563497/48988640 ----Voir---- |
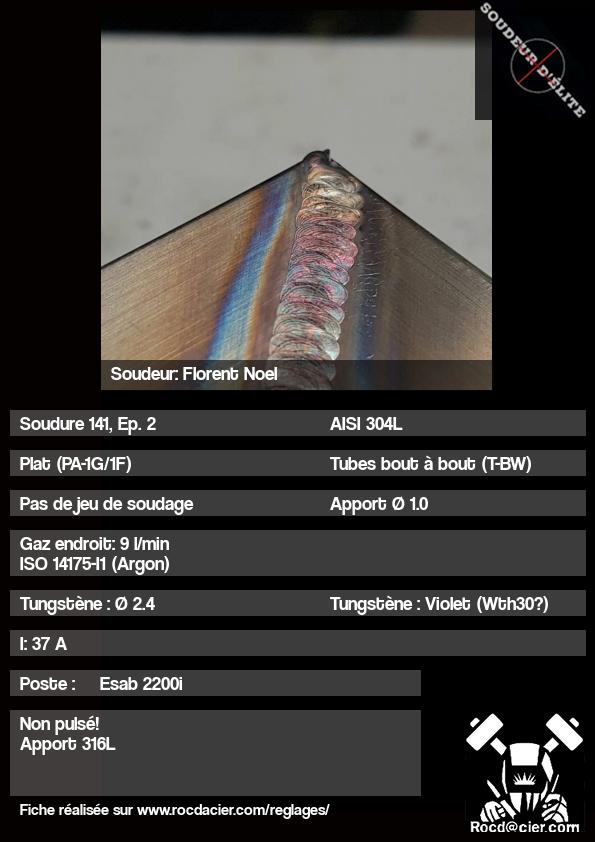
| EN ISO 9606-1 141 T-BW __ __ t2 _ PA |
| Soudure 141, Ep. 2 en AISI 304L - Tubes bout à bout (T-BW)- Plat (PA-1G/1F) Gaz endroit: ISO 14175-I1 (Argon) Débit endroit: 9 Tungstène Ø 2.4 mm (Violet (Wth30?)) Apport Ø 1.0 mm Intensité: 37 A soudé avec le poste Esab 2200i, Observations: Non pulsé! Apport 316L (pour Soudeur d'élite) par Florent Noel |
 |
|
| |
| Ref.réglage: 222/76113873/73564982 ----Voir---- |
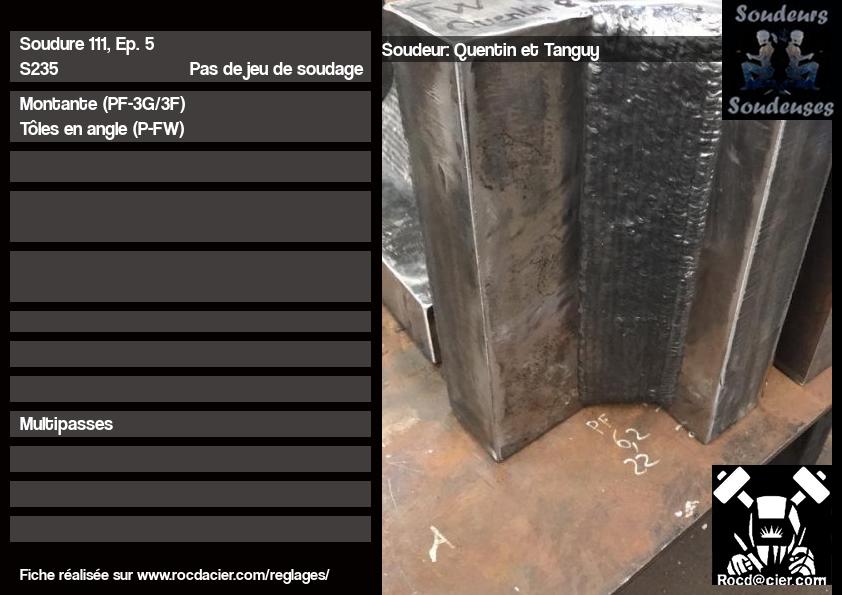
| EN ISO 9606-1 111 P-FW __ __ t5 _ PF |
| Soudure 111, Ep. 5 en S235 - Tôles en angle (P-FW)- Montante (PF-3G/3F) , Observations: Multipasses (pour Soudeurs soudeuses) par Quentin et Tanguy |
 |
|
| |
| Ref.réglage: 189/49990680/22642120 ----Voir---- |
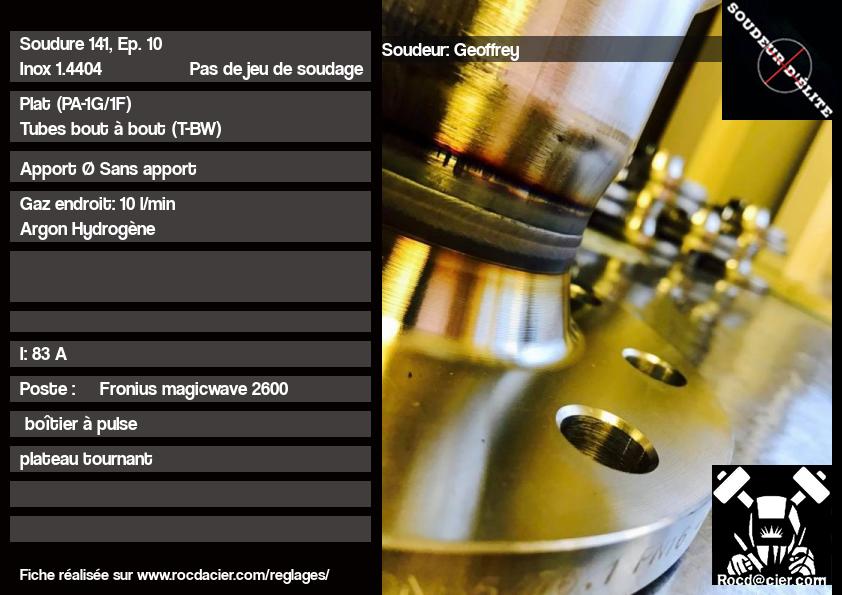
| EN ISO 9606-1 141 T-BW __ __ t10 _ PA |
| Soudure 141, Ep. 10 en Inox 1.4404 - Tubes bout à bout (T-BW)- Plat (PA-1G/1F) Gaz endroit: Argon Hydrogène Débit endroit: 10 Débit envers: 5 Sans apport Intensité: 83 A soudé avec le poste Fronius magicwave 2600, Observations: boîtier à pulse plateau tournant (pour Soudeur d'élite) par Geoffrey |
 |
|
| |
| Ref.réglage: 151/59074532/89569501 ----Voir---- |
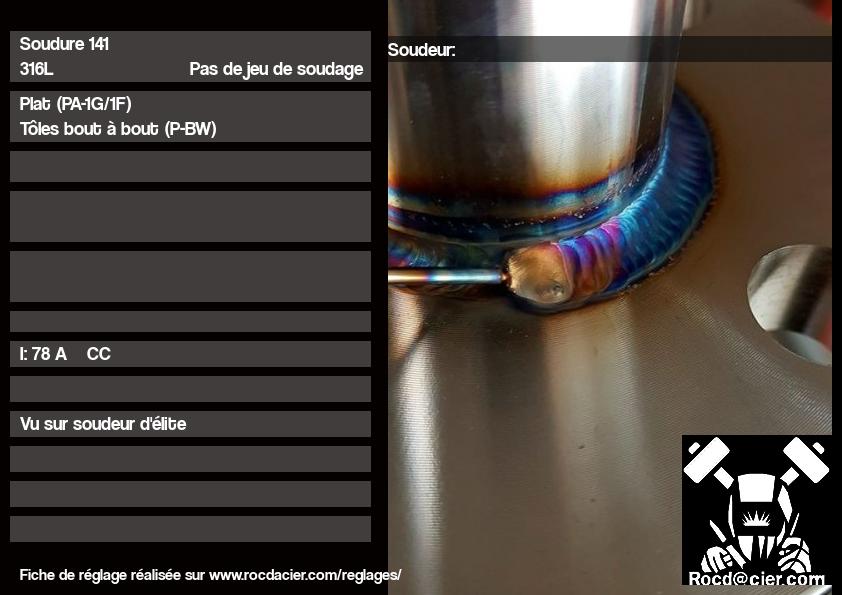
| EN ISO 9606-1 141 P-BW __ __ __ _ PA |
| Soudure 141, Ep. 0 en 316L - Tôles bout à bout (P-BW)- Plat (PA-1G/1F) Apport Ø 1.6 mm Intensité: 78 A , Observations: Vu sur soudeur d\'élite (pour Rocd@cier) par Florent N |
 |
|
| |
| Ref.réglage: 91/30299950/55057211 ----Voir---- |
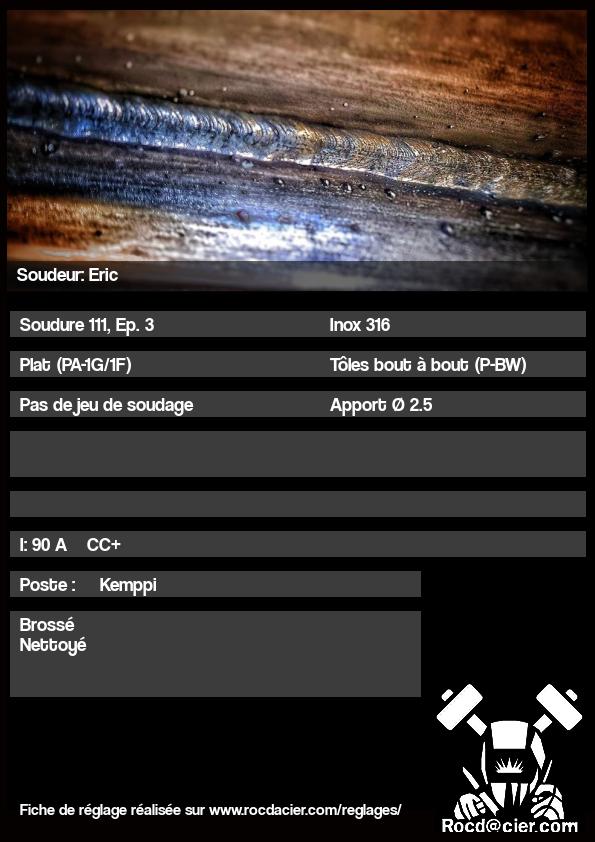
| EN ISO 9606-1 111 P-BW __ __ t3 _ PA |
| Soudure 111, Ep. 3 en Inox 316 - Tôles bout à bout (P-BW)- Plat (PA-1G/1F) Tungstène Ø 0 mm Apport Ø 2.5 mm Intensité: 90 A soudé avec le poste Kemppi, Observations: Brossé Nettoyé (pour Rocd@cier) par Eric |
 |
|
| |
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}