
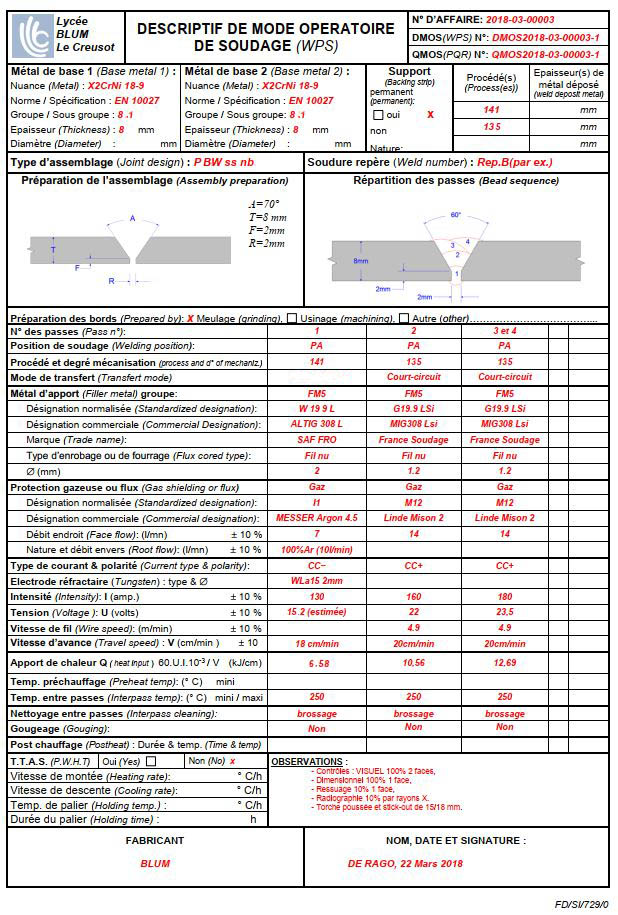
Présentation du DMOS interactif
Le DMOS interactif permet de comprendre quelles sont les valeurs attendues dans les DMOS en fonction de toutes les normes associées (NF EN ISO 9606, 15614, 6848, 14175, 9692, etc…)
Il fonctionne mal sur tablette et téléphone mais plutôt bien sur PC.
Ici Logo de l'entreprise ou de votre école
DMOS (Descriptif de Mode opératoire de soudage). Procédure détaillée obligatoire dans certaines construction. C'est ce document.
Numéro identifiant l'affaire traitée par l'entreprise. C'est une classification géree en interne par l'entreprise
Numéro identifiant le Descriptif du Mode opératoire de soudage
Numéro identifiant la Qualification du Mode opératoire de soudage COMPLET (incluant tous les DMOS, PV de contrôles, etc)
Identification de votre matière pour le matériau de base n°1 selon la norme utilisée NF EN 10027, AISI, etc.
(Cliquez pour voir certaines désignations)
(Cliquez pour voir certaines désignations)
Définition de la norme utilisée pour désigner votre métal de base n°1
(Cliquez pour voir la norme NF EN 10027)
(Cliquez pour voir la norme NF EN 10027)
Groupe de votre métal de base 2 selon FD/CEN/ ISO/TR 15608
(Cliquez pour voir la norme FD/CEN/ ISO/TR 15608)
(Cliquez pour voir la norme FD/CEN/ ISO/TR 15608)
Ici l'épaisseur du métal de base 1
Diamètre du tube 1 (si soudure de tube)
Identification de votre matière pour le matériau de base n°2 selon la norme utilisée NF EN 10027, AISI, etc.
(Cliquez pour voir certaines désignations)
(Cliquez pour voir certaines désignations)
Définition de la norme utilisée pour désigner votre métal de base n°2
(Cliquez pour voir la norme NF EN 10027)
(Cliquez pour voir la norme NF EN 10027)
Groupe de votre métal de base 2 selon FD/CEN/ ISO/TR 15608
(Cliquez pour voir la norme FD/CEN/ ISO/TR 15608)
(Cliquez pour voir la norme FD/CEN/ ISO/TR 15608)
Ici l'épaisseur du métal de base 2
Diamètre du tube 2(si soudure de tube)
Indiquez ici s'il y a un support sous la soudure et indiquer leur naure (lattes céramiques, cuivre, etc)
Indiquez le ou les procédés utilisé(s) selon la norme NF EN ISO 4063
(Cliquez pour choisir le numéro correspondant)
(Cliquez pour choisir le numéro correspondant)
Notez ici les épaisseurs de métal déposé par procédé sans surépaisseurs selon NF EN ISO 9606


Le type d'assemblage selon NF EN ISO 9606: Suite de symbolisations qui déterminent avec précision, le type de joint réalisé. Les variables suivantes seront utilisées
Codification pour le type d'assemblage de soudage
P-BW : Essai de soudage sur tôle en bout à bout
T-BW : Essai de soudage sur tube en bout à bout
P-FW : Essai de soudage sur tôle en angle
T-FW : Essai de soudage sur tube en angle
Codifications pour le mode d'assemblage
Codification pour le type d'assemblage de soudage
P-BW : Essai de soudage sur tôle en bout à bout
T-BW : Essai de soudage sur tube en bout à bout
P-FW : Essai de soudage sur tôle en angle
T-FW : Essai de soudage sur tube en angle
Codifications pour le mode d'assemblage
ss : Essai de soudage d'un seul côté
gg : Avec gougeage par meulage
bs : Essai de soudage de deux côtés
nb : Essai de soudage sans support envers
ng : Sans gougeage par meulage
mb : Essai de soudage avec support envers
Repère de votre soudure sur les plans fournis ou sur le cahier de soudage
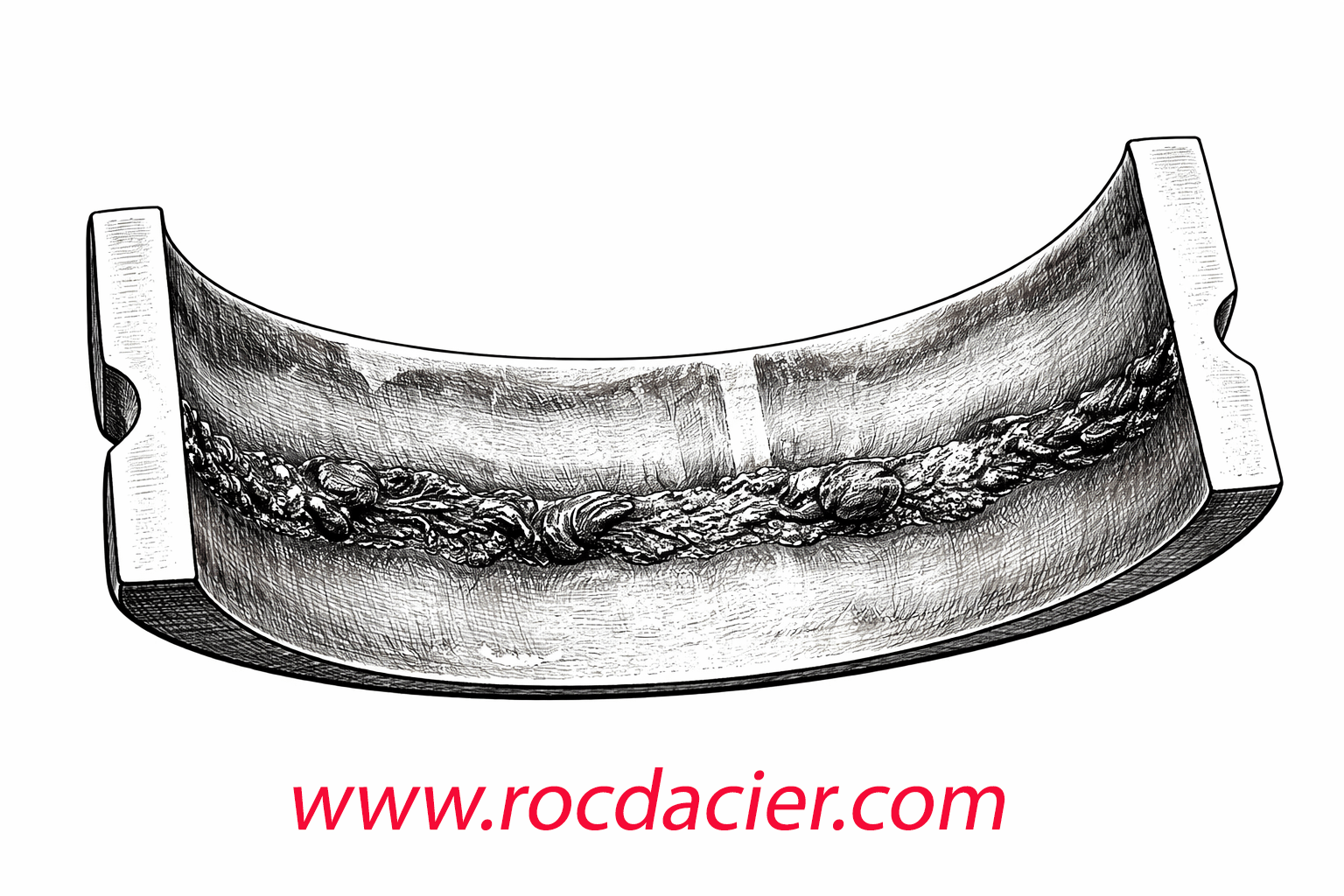
Schéma de préparation de l'assemblage, on attend ici un schéma le plus précis possible selon NF EN ISO 9692 (exemple:)

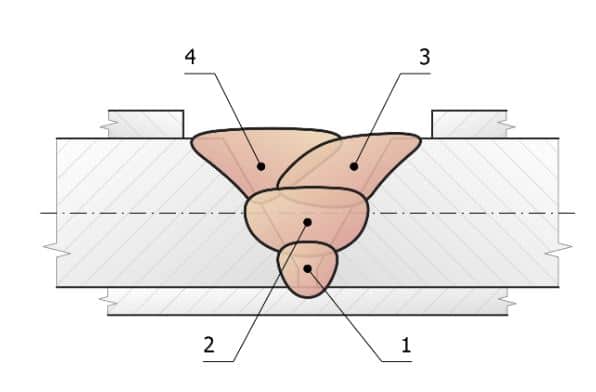
Schéma de la superposition des passes, il faut représenter au mieux la schématisation de l'empilement des passes. Vous pouvez aussi faire vos schémas sur www.weldia.com (en version free)
Préparation des bords à souder: De quelle façon sont préparés les bords à souder? Meulage, chanfreinage par grignotage, fraisage, usinage, etc.
(Cliquez pour choisir le numéro correspondant)
(Cliquez pour choisir le numéro correspondant)
Indiquer les numéros des passes dans les colonnes: Vous pouvez grouper les passes identiques dans une même colonne.
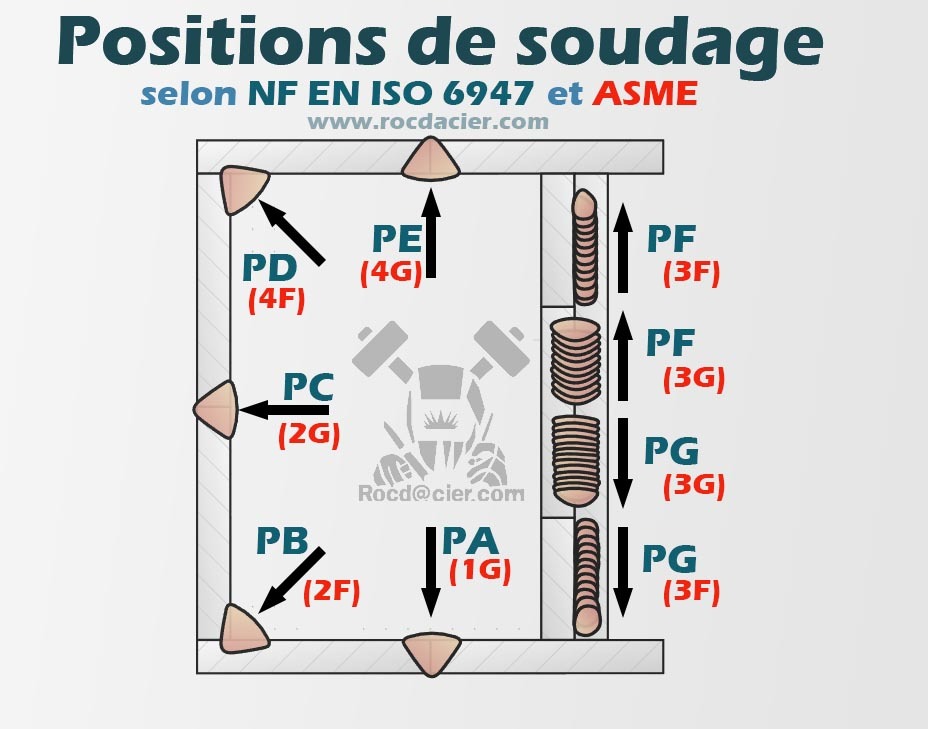
Symbolisation de la position de soudage selon la norme NF EN ISO 6947
Indiquez le ou les procédés utilisé(s) selon la norme NF EN ISO 4063. Le degré de mécanisation permet d'indiquer si votre soudure est robotisée, sur vireur, orbitale, etc.
(Cliquez pour choisir le numéro correspondant)
(Cliquez pour choisir le numéro correspondant)
Mode du transfert de soudageVous pouvez indiquer: Court-circuit(short arc, pulvérisation axiale(spray arc), transfert globulaire (globular), pulsé, super-pulsé, ...
(Cliquez pour choisir le mode de transfert adapté)
(Cliquez pour choisir le mode de transfert adapté)
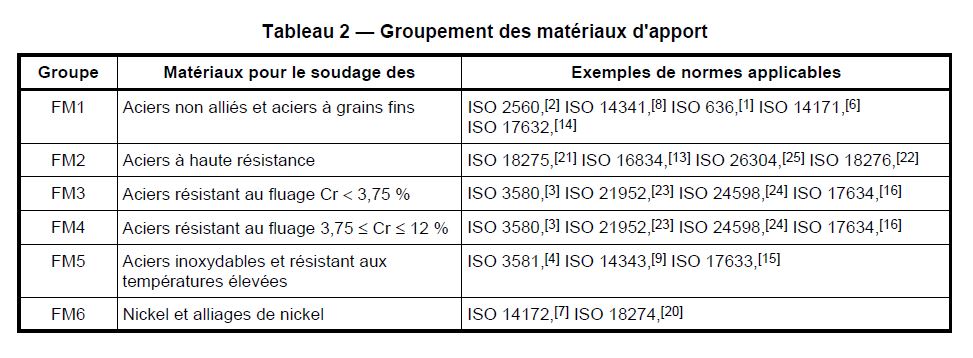
Groupe des matériaux d'apport selon NF EN ISO 9606, selon le tableau ci-joint
Désignation normalisée des matériaux d'apport selon NF EN ISO 14343, selon les tableaux ci-joint en lien
(Cliquez pour choisir la désignation adaptée)
(Cliquez pour choisir la désignation adaptée)
Désignation commerciale du matériaux d'apport; En cliquant vous aurez toutes les désignations de la marque SAF-FRO pour exemple
(Cliquez pour voir des exemples de produits SAF)
(Cliquez pour voir des exemples de produits SAF)
Marque du matériaux d'apport utilisé (SAF, ESAB, OERLIKON, COMMERCY, etc.
Type d'enrobage ou de fourrage éventuellement utilisé (exemple: basique, rutile, céllulosique, ...).
Diamètre de l'apport utiliséEn baguette, fil apport, apport TIG (exemple: Ø1.0, Ø2.4, Ø3.2,etc).
Indiquer la protection gazeuse utilisée: Gaz, flux ou sans.
Désignation normalisée du gaz utiliséepar exemple M21 pour un gaz Argon+CO2 du MAG acier, I1 pour un gaz Argon pur (TIG aciers ou inox)
(Cliquez pour choisir la bonne désignation gazeuse)
Exemple de gaz Air Liquide:
(Cliquez pour choisir la bonne désignation gazeuse)
Exemple de gaz Air Liquide:
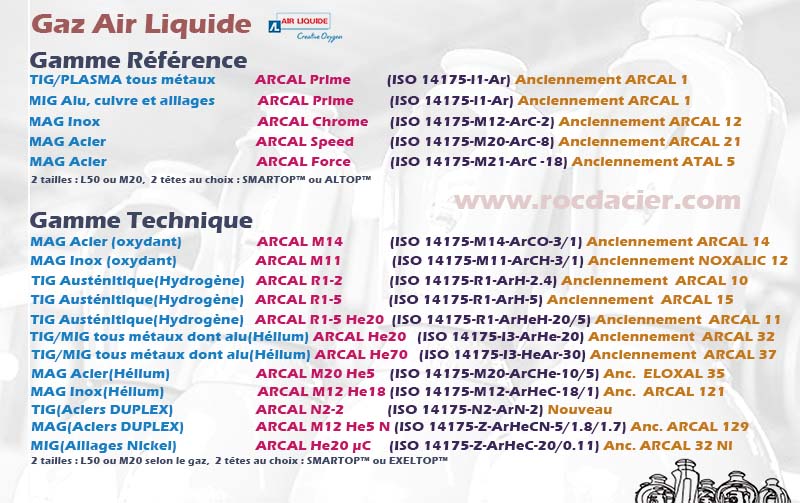
Indiquer la désignation commerciale de la protection gazeuse utilisée: Arcal Prime, MISON 12, etc
(Cliquez pour choisir une désignation commerciale parmi Air Liquide, Messer, Air Product, Linde, Westfalen)
(Cliquez pour choisir une désignation commerciale parmi Air Liquide, Messer, Air Product, Linde, Westfalen)
Indiquer le débit endroit du gaz: En TIG votre débit correspond au diamètre intérieur de la buse choisie. Pour avoir des réglages basiques des débits, vous pouvez cliquer pour consulter des réglages possibles
Indiquer le gaz envers utilisé et le débit envers du gaz: La protection envers est utilisée pour certains inox et permet d'éviter les défauts de rochage
Indiquer le type de courant: CC (courant continu, DC en anglais), CA (courant alternatif), et la polarité - ou +
(Cliquez pour choisir votre polarité)
(Cliquez pour choisir votre polarité)
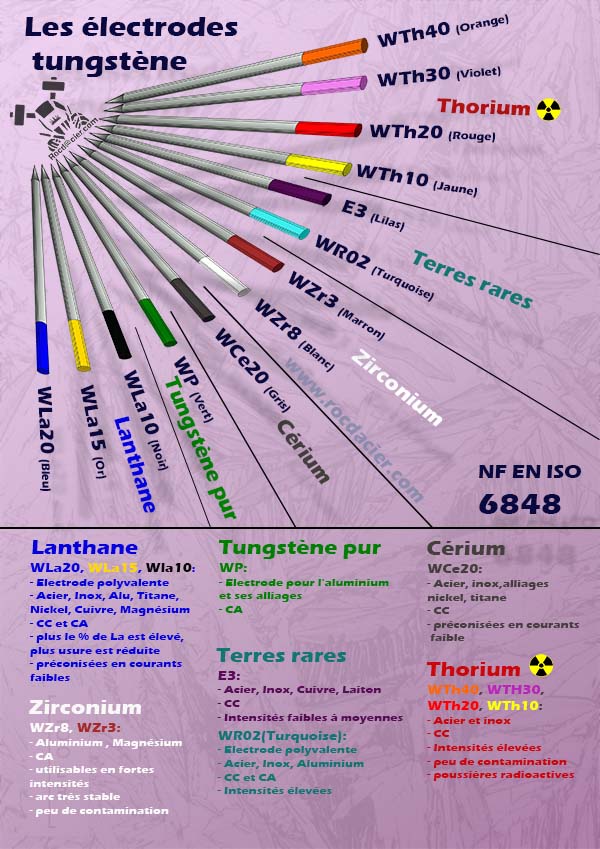
Indiquer la désignation normalisée de votre tungstène et son Ø selon la norme NF EN ISO 6848, Wla20, WP, WCe20
(Cliquez pour choisir votre tungstène)
(Cliquez pour choisir votre tungstène)
Indiquer l'intensité préconisée pour votre soudeur à ±10%
Par exemple à l'électrode enrobée:
- si soudage à plat : I= 50 x (Øe -1) avec Øe = Ø de l’électrode
- si soudage en angle intérieur : I= 60 x (Øe -1)
- si soudage en angle extérieur : I= 40 x (Øe -1)
Pour le TIG on peut utiliser quelques règles de base:
- si soudage à plat acier : I= 30A/mm d'épaisseur à souder
- si soudage à plat inox : I= 25A/mm d'épaisseur à souder
- si soudage angle acier : I= 35A/mm d'épaisseur à souder
- si soudage angle inox : I= 30A/mm d'épaisseur à souder
(valeurs a ajuster)
Pour le MAG vous pouvez cliquer pour avoir accès aux valeurs d'intensités approchées
(Cliquez pour avoir accès aux tableaux de réglages en EE,MIG/MAG,TIG)
Par exemple à l'électrode enrobée:
- si soudage à plat : I= 50 x (Øe -1) avec Øe = Ø de l’électrode
- si soudage en angle intérieur : I= 60 x (Øe -1)
- si soudage en angle extérieur : I= 40 x (Øe -1)
Pour le TIG on peut utiliser quelques règles de base:
- si soudage à plat acier : I= 30A/mm d'épaisseur à souder
- si soudage à plat inox : I= 25A/mm d'épaisseur à souder
- si soudage angle acier : I= 35A/mm d'épaisseur à souder
- si soudage angle inox : I= 30A/mm d'épaisseur à souder
(valeurs a ajuster)
Pour le MAG vous pouvez cliquer pour avoir accès aux valeurs d'intensités approchées
(Cliquez pour avoir accès aux tableaux de réglages en EE,MIG/MAG,TIG)
Indiquer la tension de soudage à ±10%
Par exemple à l'électrode enrobée elle sera estimée avec:
U=20+(0,04xI)
Pour le TIG on peut l'estimer:
U=10+(0,04xI)
Pour le MAG vous pouvez cliquer pour avoir accès aux valeurs de tensions approchées
(Cliquez pour avoir accès aux tableaux de réglages en EE,MIG/MAG,TIG)
Par exemple à l'électrode enrobée elle sera estimée avec:
U=20+(0,04xI)
Pour le TIG on peut l'estimer:
U=10+(0,04xI)
Pour le MAG vous pouvez cliquer pour avoir accès aux valeurs de tensions approchées
(Cliquez pour avoir accès aux tableaux de réglages en EE,MIG/MAG,TIG)
Indiquer la vitesse de fil à ±10%
Vous pouvez cliquer pour avoir accès aux valeurs de vitesses de fil approchées en cliquant
(Cliquez pour avoir accès aux tableaux de réglages en MIG/MAG)
Vous pouvez cliquer pour avoir accès aux valeurs de vitesses de fil approchées en cliquant
(Cliquez pour avoir accès aux tableaux de réglages en MIG/MAG)
Indiquer la vitesse d'avance de votre soudeur à ±10%
Vous pouvez pour connaître votre propre vitesse d'avance souder pendant 15s. Puis vous mesurer votre distance en cm. Ensuite vous multipliez par 4 pour avoir une distance correspondant à une soudure faite sur 1 minute. Vous connaitrez votre vitesse d'avance en cm/min. Vous pouvez cliquer pour avoir accès aux valeurs de vitesses d'avances approchées en cliquant
(Cliquez pour avoir accès aux tableaux de réglages en MIG/MAG)
Vous pouvez pour connaître votre propre vitesse d'avance souder pendant 15s. Puis vous mesurer votre distance en cm. Ensuite vous multipliez par 4 pour avoir une distance correspondant à une soudure faite sur 1 minute. Vous connaitrez votre vitesse d'avance en cm/min. Vous pouvez cliquer pour avoir accès aux valeurs de vitesses d'avances approchées en cliquant
(Cliquez pour avoir accès aux tableaux de réglages en MIG/MAG)
Indiquer l'énergie de soudage dégagée par les réglages:
Elle est calculée avec la formule: E=(60xUxI)/(1000xV) avec
- U en V (Tension de soudage)
- I en A (Intensité de soudage)
- V en cm/min (Vitesse d'avance du soudeur)
- E en kJ/cm (Energie de soudage)
Sur certains DMOS on voit l'énergie équivalente. Elle prend en compte le procédé. On multiplie E par :
k=0.8 pour l'électrode enrobée, le MIG, le MAG et le fil fourré,
k=0.6 pour le TIG
Elle est calculée avec la formule: E=(60xUxI)/(1000xV) avec
- U en V (Tension de soudage)
- I en A (Intensité de soudage)
- V en cm/min (Vitesse d'avance du soudeur)
- E en kJ/cm (Energie de soudage)
Sur certains DMOS on voit l'énergie équivalente. Elle prend en compte le procédé. On multiplie E par :
k=0.8 pour l'électrode enrobée, le MIG, le MAG et le fil fourré,
k=0.6 pour le TIG
Indiquer la température de préchauffage préconisée: Elle peut être déterminée de différentes façons. Par exemple les méthodes de SEFERIAN, BWRA sont des méthodes fiables.
(Cliquez pour voir comment fonctionnent ces méthodes )
(Cliquez pour voir comment fonctionnent ces méthodes )
Indiquer la température mini et maxi entre chaque passe: Elle permet d'éviter la fissuration à chaud.
Indiquer si un post-chauffage est nécessaire: Comme le préchauffage, le post-chauffage permet de conserver la structure souhaitée. La température et le temps du post-chauffage sont indiqués
Indiquer si un gougeage a lieu. : Le gougeage est un procédé d'enlèvement de matière par procédé thermique.
Indiquer s'il y a un nettoyage entre chaque passes: Et si oui par quelle méthode. Brossage, meulage, etc.
Indiquer s'il y a un traitement thermique après soudage: Il permet aux structures modifiées par l'action du soudage de retrouver leur état initial. Il est composé d'une montée en température, d'un maintien et d'une descente
(Cliquez pour en savoir plus sur les traitements thermiques)
(Cliquez pour en savoir plus sur les traitements thermiques)
Indiquer la vitesse de montée en température (°C/h): C'est la vitesse qu'il faut pour passer de la température initiale à la température du palier
(Cliquez pour en savoir plus sur les traitements thermiques)
(Cliquez pour en savoir plus sur les traitements thermiques)
Indiquer la vitesse de descente en température (°C/h): C'est la vitesse qu'il faut pour passer de la température du palier à la température initiale
(Cliquez pour en savoir plus sur les traitements thermiques)
(Cliquez pour en savoir plus sur les traitements thermiques)
Indiquer la température du palier(°C): C'est la température du traitement thermique
(Cliquez pour en savoir plus sur les traitements thermiques)
(Cliquez pour en savoir plus sur les traitements thermiques)
C'est le temps pendant lequel la pièce restera à la température du palier:
(Cliquez pour en savoir plus sur les traitements thermiques)
(Cliquez pour en savoir plus sur les traitements thermiques)
Nom du FABRICANT
Date de la soudure
Observations diverses: On peut indiquer ici toute observation jugée nécessaire. Notament les informations concernants les contrôles des soudures (visuel, ressuage, magnétoscopie, etc)
(Cliquez pour en savoir plus sur les contrôles des sodures)
(Cliquez pour en savoir plus sur les contrôles des sodures)
Liens référents:
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







