Parmi les procédés de soudage les plus utilisés par les soudeurs dans les industries, la soudure MIG (ou MAG selon le gaz) est clairement l’un des plus utilisés. Surtout pour souder avec une production rapide. Voici donc une leçon sur la soudure MIG MAG, procédé 135, appelé aussi GMAW. La soudure MIG ou MAG est un procédé industriel très utilisé. De nombreux poste a souder MIG MAG existent et leur utilisation sera expliquée.
Quelle est la différence entre la soudure MIG et la soudure MAG
Tout d’abord, mémorisez la différence entre MIG et MAG. Le MIG est la même machine que le MAG mais qui utilise un gaz Inerte alors que le MAG utilise lui un gaz Actif. Ces gaz sont détaillés dans un paragraphe un peu plus bas. De manière générale, on utilise un poste a souder MIG pour souder les aluminiums, les alliages d’aluminium et un poste à souder MAG pour les aciers et inox. (on utilise un faible % de CO2 pour souder l’inox (gaz actif)

Définition du procédé de soudure MIG (131) ou MAG (135)
La soudure MIG sous protection de gaz inerte (actif en MAG) est un procédé de soudage très utilisé de de nos jours. Pour ce procédé, on crée un arc électrique entre la pièce à souder et le fil d’apport (de Ø 0,6 à Ø 2,4 mm). Lorsque l’arc est obtenu, on dévide ce fil d’apport à vitesse constante et continu dans le bain de fusion généré par la puissante énergie de cet arc.
On obtient un cordon de soudure par mélange du métal d’apport et du métal de base, en fusion pendant l’arc. Il est réalisé sous protection gazeuse (active pour le procédé de soudure MAG et inerte pour le procédé de soudure MIG). Les paramètres influant sur la réalisation du cordon sont :
- la vitesse de fil (l’intensité)
- le débit en gaz
- le diamètre du fil électrode
- la position de soudage
- la préparation
- la dimension et les matériaux à souder

Principe du procédé
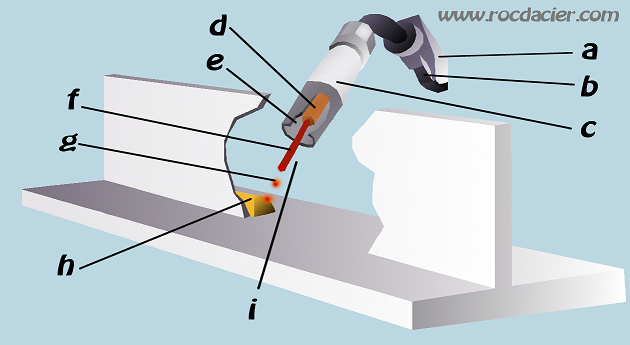
Lorsque le soudeur MIG MAG actionne la gâchette, celui-ci actionne le dévidage du fil , la sortie du gaz et en même temps, il ferme le circuit électrique qui permet le passage du courant. Si le fil est suffisamment proche d’une pièce en contact avec la masse, il se crée un arc électrique d’une énergie suffisante pour fondre la matière. Le métal d’apport peut ainsi se mélanger à la matière et ainsi grossir la partie fondue. Le tout s’exécute sous protection gazeuse.
Avantages et inconvénients du procédé de soudage MIG MAG
- Rentabilité du procédé
- Vitesse très élevée en soudage
- Taux de dépôt de métal élevé
- Longueur possible d’un cordon sans point d’arrêt très important
- Pas de décrassage du laitier
- Plage d’épaisseurs de soudage très importante
- Possibilité de soudage dans toutes les positions
- Contrôle relativement aisé de la pénétration en régime de court-circuit
- Aspect de cordon correct
- Procédé automatisable et utilisé en robotique
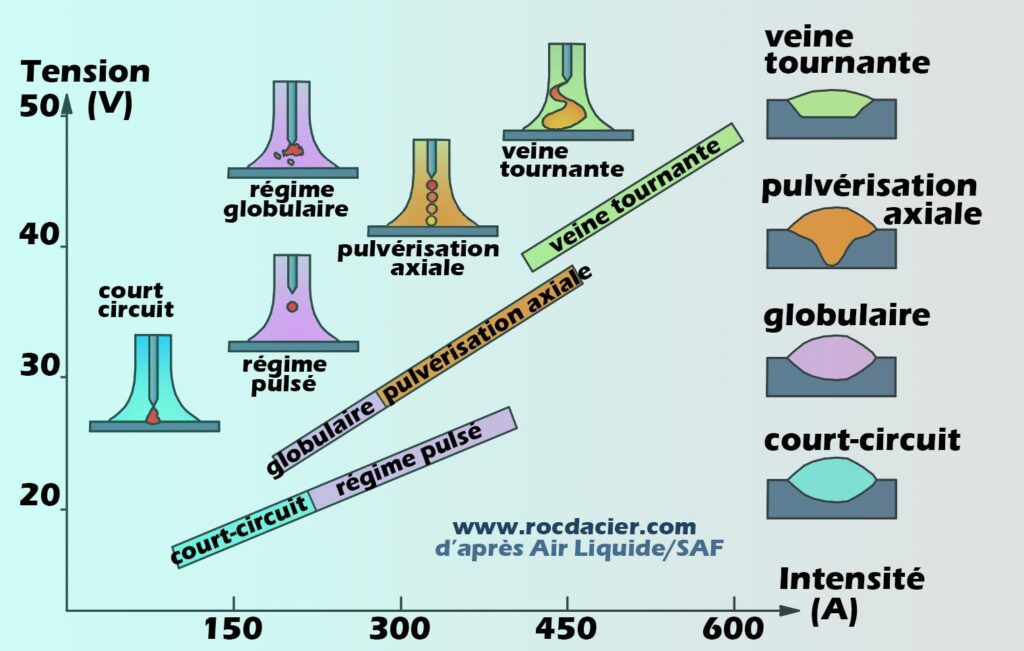
Les transferts d'arc
Le transfert par court-circuit (short-arc)
L’intensité et la tension sont basses (I<200 A environ et U entre 14 et 20 V environ), la pénétration est bonne.
Le métal se dépose par gouttes dans le bain de fusion par une série de courts-circuits (50 à 200 environ par seconde) entre le fil d’apport et le métal à souder. Cette méthode de transfert permet une bonne précision dans les passes de pénétration. L’arc est cependant instable (peu régulier) et les projections de gouttes autour du cordon sont nombreuses. En passe de pénétration, le tube contact doit être sorti de 5 à 10 mm à l’extérieur de la buse. Il est placé au niveau de la buse pour les autres passes.

Image par image soudage en court-circuit
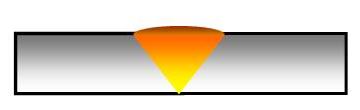
Pénétration en court-circuit
Le transfert globulaire (grosse-gouttes)
Il s’agit d’un régime intermédiaire entre le régime par court-circuit et le régime par pulvérisation axiale. Les projections sont difficiles à éviter. Les intensités et les tensions sont de valeurs moyennes. La pénétration est moins prononcée qu’en court-circuit.

Image par image soudage en court-circuit
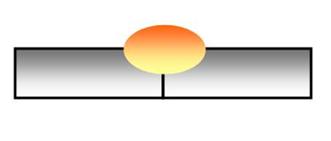
Pénétration en transfert globulaire
Le transfert par pulvérisation axiale (spray-arc)

Image par image soudage en spray-arc
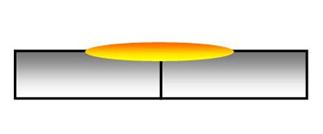
Pénétration en pulvérisation axiale
Le poste à souder MIG

a) Bobine et système de dévidage
b) Système de dévidage et les galets lisses ou crantés
c) Torche
d) Unité de réglages
e) Masse
Dévidage du fil d'apport
En fonction des postes de soudage utilisés, nous pouvons avoir des systèmes de dévidage qui peuvent être :
- fil poussé (le plus courant)
- fil tiré
- fil poussé et tiré
L’entraînement du fil d’apport se fait par rotation de galets en général situés dans le poste à souder mig, à la sortie de la bobine. Les galets motorisés exercent une pression sur le fil et la rotation permet la circulation du fil dans le conduit de la torche. Une pression trop importante des galets peut écraser le fil.
Le gaz de soudage
Souder avec gaz CO2 (gaz pur)
- Bon marché.
- Faible sensibilité à l’oxydation, sauf en surface
- Bonne soudabilité sur les tôles oxydées
- Peu de projections en régime court-circuit.
- Pénétration importante.
- Aspect de cordon médiocre.
- Réglages plus délicats qu’avec d’autres gaz
Souder avec gaz Argon+CO2 (gaz binaire)
- Réglages assez simples.
- Bon mouillage du cordon.
- Bain plus chaud.
- Mélange couramment employé.
- Prix de revient plus élevé que d’autres gaz.
- Sensibilité à l’humidité et à l’oxydation
Souder avec gaz Argon+O2 (gaz binaire)
- Amélioration du mouillage (O²)
- Peu de projections.
- Soudage en gouttière et à plat uniquement.
Souder avec gaz Argon+CO2+O2 (gaz ternaire)
- Gaz polyvalent.
- Prix de revient plus élevé.
Choix du gaz et influence sur le cordon
Le choix du gaz de soudage se fera en fonction du régime de soudage choisi. Par exemple :
pour un régime en court-circuit, on choisira de préférence une protection gazeuse de CO² ou Argon + CO². mais on évitera l’Argon pur. Alors qu’avec
un régime par transfert globulaire, qui est un régime intermédiaire on utilisera les 3 gaz. Enfin, avec un régime à pulvérisation axiale, on évitera le CO², en préférant l’Argon pur et le mélange Argon + CO²
Choix des diamètres du fil d'apport
Le diamètre du fil s’effectue suivant les travaux de soudage à réaliser :
Exemples :
- Carrosserie : Ø 0,6 mm (40 à 100 A environ)
- Tuyauterie de faible épaisseur et tôlerie fine : Ø 0,8 mm (60 à 180 A environ)
- Soudage courant et passes de pénétrations : Ø 1,0 mm (100 à 300 A environ)
- Soudage d’épaisseurs 6 – 8 mm : Ø 1,2 mm (150 à 350 A environ)
- Soudage d’épaisseurs de 10 mm environ: Pour Ø 1,6 mm (200 à 700 A environ)
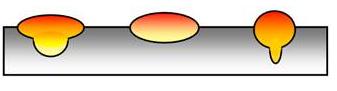
Souder en poussant ou en tirant
En soudage MIG MAG, on peut souder en poussant ou en tirant la torche de soudage. Bien que chacune des solutions présentent des avantages et des inconvénients, souder en poussant semble la méthode la mieux adaptée à un soudage correct si on en à la possibilité.
Souder en poussant (torche poussée)
La pièce est bien préchauffée par l’arc, ce qui améliore le mouillage. Le bain de fusion est plus visible car il n’est pas caché par la torche. Le cordon est plus large et moins aplati (la pénétration est moins prononcée). En poussant, (angle de 70 à 80° environ), cordon plutôt aplati.
Souder en tirant (torche tirée)
Dans cette configuration de soudage, le bain de fusion est très chaud, très liquide et difficile à maintenir. Le cordon sera bombé et la pénétration plus importante. On ne voit pas le bain de fusion facilement, car il est caché par la torche .En tirant, (angle de 70 à 80° environ), cordon plutôt bombé et pénétrant.
Régler son poste a souder MIG
La plupart des postes récents sont équipés de « synergie ». Ce sont des paramètres intégrés et mémorisés par le poste à souder. Ainsi, lorsque l’on soude, après avoir défini divers paramètres, selon les postes (par exemple: matériau soudé, diamètre du fil, gaz utilisé et épaisseur), le poste choisira une tension et un débit de fil, qu’il peut aussi ajuster au fur et à mesure du soudage. (le soudeur peut bien entendu aussi ajuster ces réglages).
D’autres postes nécessitent des réglages manuels. On choisi alors une tension et une vitesse de fil que l’on ajuste soi-même.
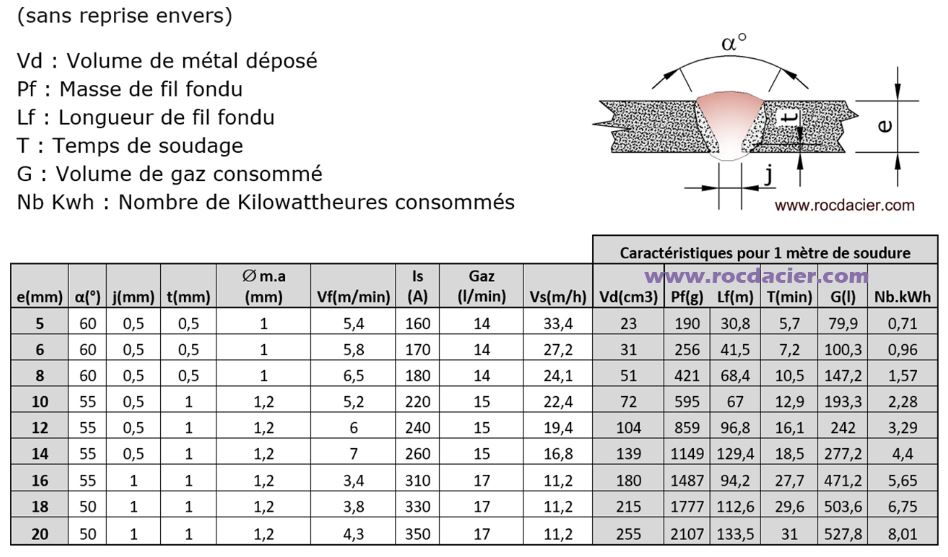
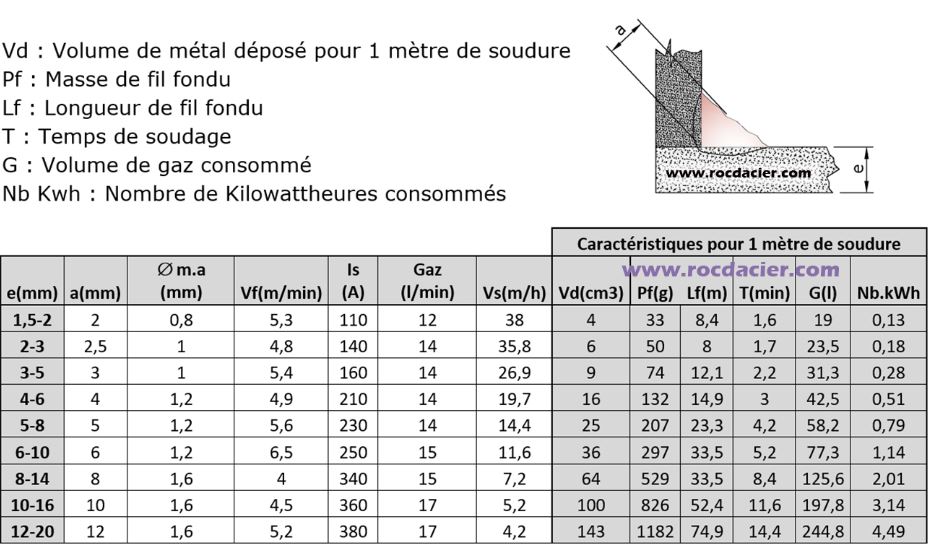
Les tableaux ci-dessous vous permettent d’avoir des ordres de grandeur des réglages à envisager.
Réglage du poste pour souder à plat sans chanfrein
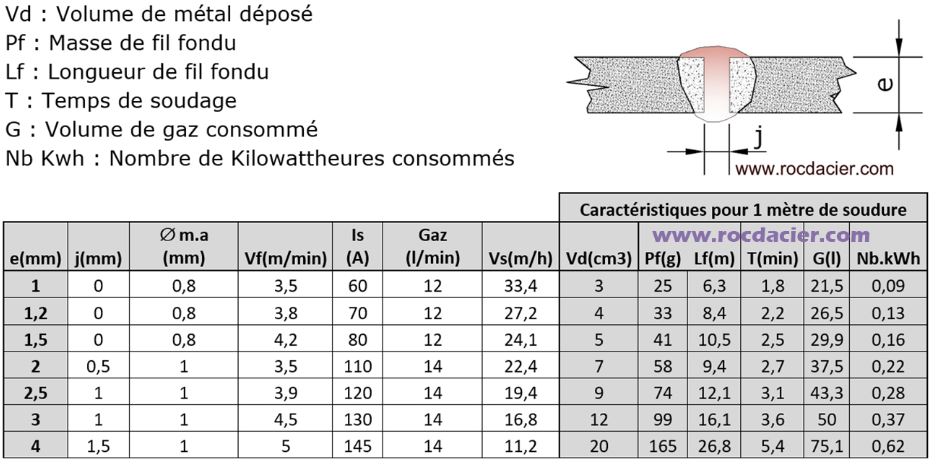
Réglage du poste pour souder à plat sans chanfrein
Réglage du poste pour souder en angle
Questions sur le soudage MIG MAG
Questions générales
1. Qu’est-ce que le soudage MIG/MAG ?
Le soudage MIG (Metal Inert Gas) et MAG (Metal Active Gas) sont des procédés de soudage semi-automatiques où un fil-électrode continu est fondu pour former la soudure, le tout protégé par un gaz. MIG utilise un gaz inerte (comme l’argon) pour protéger le bain de soudure, tandis que MAG utilise un gaz actif (comme le CO2 ou un mélange de CO2/argon).
2. Quelle est la différence entre MIG et MAG ?
La différence réside principalement dans le gaz utilisé :
- MIG : Utilise un gaz inerte, souvent l’argon ou un mélange d’argon, pour souder des métaux non ferreux comme l’aluminium.
- MAG : Utilise un gaz actif comme le CO2 ou un mélange d’argon et de CO2 pour souder des aciers doux ou faiblement alliés.
3. Quand choisir le soudage MIG/MAG par rapport à TIG ou à l’électrode enrobée ?
Le choix dépend des matériaux et des conditions de travail :
- MIG/MAG : Idéal pour des soudures rapides sur des matériaux plus épais, utilisé en production et dans l’industrie. Le MIG est adapté aux métaux non ferreux, tandis que le MAG est surtout utilisé pour l’acier doux.
- TIG : Utilisé pour des soudures précises sur des matériaux fins ou des métaux spécifiques comme l’aluminium et l’inox.
- Électrode enrobée : Adapté aux travaux extérieurs et aux matériaux plus épais, surtout en l’absence de gaz de protection.
4. Pourquoi le soudage MIG/MAG est-il plus rapide que le TIG ?
Le MIG/MAG est un procédé semi-automatique où l’électrode est alimentée en continu, ce qui permet des soudures plus rapides, notamment sur des pièces de grande taille ou dans des applications de production en série.
Questions sur les réglages et consommables
1. Quel gaz utiliser pour le soudage MIG/MAG ?
- MIG : Utilise généralement de l’argon pur ou un mélange d’argon et d’hélium pour souder des métaux non ferreux (comme l’aluminium).
- MAG : Utilise du CO2 pur ou un mélange argon/CO2 pour l’acier doux et faiblement allié. Les mélanges contenant plus d’argon permettent des soudures plus propres et réduisent les éclaboussures.
2. Quelle intensité régler pour le soudage MIG/MAG ?
Le réglage de l’intensité dépend de l’épaisseur du matériau et du type de fil utilisé. En général, pour l’acier doux, on règle entre 40 et 250 ampères en fonction de l’épaisseur de la pièce à souder (environ 30 ampères par mm d’épaisseur).
3. Comment amorcer l’arc en soudage MIG/MAG ?
En MIG/MAG, l’arc est amorcé automatiquement dès que le fil touche la pièce de travail, grâce au dévidage continu de l’électrode. Il suffit d’appuyer sur la gâchette de la torche pour que le fil se mette à avancer.
4. Quel type de fil-électrode choisir ?
Le fil doit être choisi en fonction du matériau à souder :
- Acier doux : Utilisez un fil d’acier doux cuivré pour le MAG.
- Aluminium : Utilisez un fil d’aluminium avec un diamètre adapté (souvent plus large que celui pour l’acier).
- Inox : Utilisez un fil en acier inoxydable.
5. Peut-on souder sans gaz en MIG/MAG ?
Oui, en utilisant un fil fourré auto-protégé, ce qui est parfois appelé le « MIG sans gaz ». Ce procédé est utile pour les travaux en extérieur, car il n’est pas affecté par les courants d’air, mais il génère plus de projections et produit généralement une finition de moindre qualité comparé à l’utilisation de gaz.
6. Comment éviter les projections lors du soudage MIG/MAG ?
- Utilisez un mélange de gaz avec une proportion élevée d’argon pour réduire les projections.
- Assurez-vous que les réglages de tension et d’intensité sont corrects et correspondent bien à l’épaisseur du matériau.
- Gardez un écart régulier entre la torche et la pièce pour un arc stable.
7. Peut-on utiliser le même gaz pour le MIG et le MAG ?
Non, les gaz utilisés diffèrent : MIG utilise de l’argon ou des mélanges inertes pour les métaux non ferreux, tandis que le MAG nécessite du CO2 ou un mélange actif pour l’acier doux.
Choisir son poste MIG
Choisir son poste à souder MIG/MAG dépend de plusieurs critères liés à vos besoins spécifiques, aux matériaux à souder, et à la fréquence d’utilisation. Voici les principaux points à prendre en compte pour faire un choix éclairé :
1. Type de matériaux à souder
Le type de matériaux que vous allez souder déterminera si vous avez besoin d’un poste MIG, MAG, ou d’un poste polyvalent :
- MIG (Metal Inert Gas) : Si vous prévoyez de souder des métaux non ferreux comme l’aluminium, le cuivre ou l’inox, vous devrez opter pour un poste MIG utilisant une torche équipée spécialement pour ces alliages. Notamment les gaines qui dévident le fil. gaz inerte comme l’argon.
Tous les postes sont polyvalents et permettent de basculer entre MIG et MAG, ce qui est idéal si vous devez travailler sur différents types de métaux, il faudra prévoir les composants adaptés et les gaz.
2. Puissance du poste (intensité)
La puissance de votre poste de soudure est essentielle. Elle est mesurée en ampères et doit être adaptée à l’épaisseur des matériaux que vous soudez. Voici quelques repères :
- Matériaux fins (moins de 3 mm d’épaisseur) : Un poste MIG de 30 à 120 ampères est suffisant.
- Matériaux moyens (3 à 5 mm) : Optez pour un poste de 120 à 200 ampères.
- Matériaux épais (plus de 5 mm) : Un poste de 200 ampères ou plus sera nécessaire.
Vérifiez aussi la tension d’entrée du poste. La plupart des postes pour les particuliers ou les petits ateliers fonctionnent en 220V monophasé, tandis que des modèles plus puissants pour une utilisation industrielle peuvent nécessiter une alimentation triphasée (400V).
3. Cycle de service ou facteur de marche
Le cycle de service correspond au pourcentage de temps pendant lequel vous pouvez utiliser le poste à une intensité donnée sans interruption. Par exemple, un cycle de service de 60 % à 150 ampères signifie que le poste peut fonctionner pendant 6 minutes sans surchauffer sur une période de 10 minutes.
- Pour les travaux occasionnels : Un poste avec un cycle de service de 30 à 60 % est généralement suffisant.
- Pour les travaux professionnels ou intensifs : Un poste avec un cycle de service plus élevé, de 60 % à 100 %, est recommandé pour éviter des temps d’arrêt.
4. Soudage avec ou sans gaz
Certains postes MIG permettent de souder sans gaz (MIG sans gaz) en utilisant un fil fourré auto-protégé. Cette option est pratique pour les travaux en extérieur où les courants d’air pourraient disperser le gaz de protection, mais elle produit plus de projections et une finition moins soignée que le soudage avec gaz.
- Soudage avec gaz : Nécessite une bouteille de gaz de protection (argon, CO2 ou mélange). C’est le procédé le plus propre et utilisé en intérieur.
- Soudage sans gaz : Pratique pour les travaux extérieurs, mais avec plus de projections. Beaucoup plus difficile d’obtenir des soudure suffisament résitantes.
5. Type de fil et diamètre
Assurez-vous que le poste est compatible avec les différents diamètres de fils que vous prévoyez d’utiliser. Les fils plus fins (0,6 mm ou 0,8 mm) sont utilisés pour des soudures précises sur des matériaux fins, tandis que les fils plus épais (1,0 mm ou plus) sont destinés à des matériaux plus robustes. Il faudra sinon prévoir d’adapter votre poste avec les galets et les tubes contacts adaptés.
6. Réglages et fonctionnalités
Optez pour un poste qui vous permet d’ajuster facilement les paramètres comme :
- Réglage de l’intensité et de la tension : Pour s’adapter à différents matériaux et épaisseurs.
- Vitesse d’avance du fil : Contrôle la quantité de métal d’apport.
- Mode synergique : Certains postes offrent des réglages synergétiques où les paramètres (intensité, tension, vitesse du fil) s’ajustent automatiquement en fonction du matériau et du diamètre du fil. Cela simplifie grandement les réglages, notamment pour les débutants.
7. Mobilité et compacité
Si vous devez transporter votre poste entre différents chantiers ou lieux de travail, privilégiez un modèle léger et compact. Certains postes MIG/MAG sont équipés de roues et de poignées pour faciliter leur déplacement.
8. Marques et garantie
Optez pour des marques reconnues, qui offrent une bonne garantie et un service après-vente fiable. Voici quelques marques réputées dans le domaine du soudage MIG/MAG : Lincoln Electric, GYS, ESAB, Miller, Telwin.
9. Budget
Le prix d’un poste MIG/MAG peut varier énormément en fonction de la puissance, des fonctionnalités et des options (avec ou sans gaz, cycle de service, etc.). Les modèles de base pour un usage occasionnel démarrent à environ 300-400 €, tandis que les postes plus sophistiqués, destinés à des usages professionnels, peuvent aller au-delà de 1500 €.
Fabricants de postes à souder réputés fiables
Fabricants de postes à souder
Voici une liste non exhaustive de fabricants de postes à souder TIG, professionnels:
- Miller Electric – C’est un acteur principal dans le domaine des équipements de soudage, reconnu pour sa qualité et sa fiabilité. Surtout à l’international, plus rare en France.
- JASIC – Marque chinoise de qualité et fiabilité intéressante. Un TIG a été testé et les résultats sont sur le site.
- Lincoln Electric – Un fabricant américain de longue date, offrant une gamme complète de postes à souder TIG de qualité industrielle. (A racheté SAF, SAF-FRO)
- ESAB – Connu pour ses solutions innovantes de soudage et de coupage, avec des produits fiables pour les professionnels.
- Kemppi – Une entreprise finlandaise qui se concentre sur la technologie avancée de soudage, y compris les postes MIG MAG.
- Fronius – Un fabricant autrichien réputé pour ses équipements de soudage haut de gamme, notamment pour le soudage MIG et MAG.
- Lorch – Spécialisé dans les systèmes de soudage professionnels, Lorch propose des postes MIG MAG pour des applications exigeantes.
- GYS – Fabricant français proposant des oslutions de soudage TIG, MIG/MAG, électrode enrobée, etc.
Ces marques sont bien établies et offrent une large gamme de postes à souder MIG, adaptés à différents besoins et niveaux d’expertise. Il y en a bien d’autres et d’autres marques : Stahlwerk, Weko, SAF-FRO (marque reprise par Lincoln), etc.
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







