
Suite des cours de Jean MATON, avec les transferts d’arc en soudage. Vous pouvez aussi consulter son sommaire ou son cours précédent sur les gaz de soudage .
5.2.7 Les types d’arcs
Selon le mode de transfert, on distingue 4 grandes familles de régime :
- Le régime court-circuit ( short-arc )
- Le régime globulaire
- Le régime de pulvérisation axiale ( spray-arc )
- Le régime arc pulsé
1. Le régime court-circuit ( ou short-arc )
C’est le régime d’arc le plus courant permettant le soudage toutes positions et le soudage des tôles minces, avec des tensions et des courants de soudage relativement bas. Le bain de fusion est réduit et se solidifie rapidement. Le régime génère des gouttelettes de métal en fusion assez grandes qui court-circuitent momentanément l’arc. Le nombre de court-circuits varie entre +/- 30 à 200 par seconde. Ces court-circuits affectent la stabilité de l’arc en produisant des projections de soudure indiquant souvent un nettoyage des métaux travaillés. Ce régime permet une réduction du taux de dépôt de métal d’apport. Un arc correctement réglé génère un bruit percutant rapide.
Cycle de soudage en court-circuit:
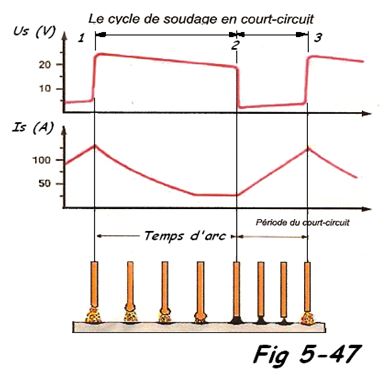
- En ( 1 ) une goutte de métal en fusion se forme et va croître à l’extrémité du fil-électrode.
- En ( 2 ) cette goutte sera assez grande pour pouvoir entrer en contact avec le bain de fusion . L’arc court-circuité provoque une augmentation de Is.
- En ( 3 ) le phénomène se poursuit jusqu’à ce que la goutte se détache en permettant à l’arc de se reformer.
N.B : L’augmentation de Is engendre des projections de soudure. Le régime met en œuvre des tensions et intensités faibles ( Us entre 14 et 20 V et Is < 200A ), la longueur d’arc varie entre 2 à 3 mm. Ce travail à faible intensité diminue l’échauffement, ce qui permet le soudage de faibles épaisseurs et le soudage en position.
2. Le régime globulaire
L’augmentation de Is et de Us permettent de déplacer l’arc dans la gamme d’arc globulaire ( Us entre 12 à 25 V et Is entre 150 à 350 A ). La taille des gouttelettes de métal en fusion varie et constitue un mélange de gouttelettes court-circuitées et non court-circuitées. Résultat : un arc médiocre et une qualité de soudage médiocre avec production d’une grande quantité de projections de soudures et de fumées. Le soudage avec ce régime doit être évité.
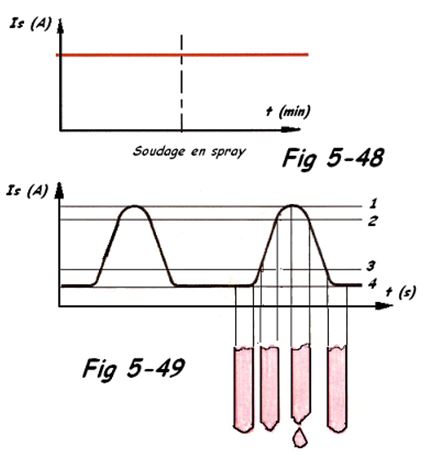
3. Le régime de pulvérisation axiale (spray-arc )
Le métal est transféré dans l’arc sous forme de fines gouttelettes. C’est un régime très régulier, mais nécessitant de fortes intensités ce qui le rend applicable seulement aux pièces métalliques ayant une épaisseur supérieure à 5 mm.
( Us entre 25 et 35 V et Is > 200 A/mm² de fil ). Longueur d’arc comprise entre 3 à 6 mm.
Avantages:
Un arc stable, pas de projections, fort taux de dépôt. Possibilité d’atteindre un haut niveau de productivité, grande vitesse de soudage. Utilisé pour des applications soudage multi-passes, sur fortes épaisseurs.
Transfert de chaleur élevé sur le métal pour un bain de soudure large et fluide. Très adapté au soudage à plat. Bonne pénétration.
4. Le régime arc pulsé
Au moyen de générateurs de soudage appropriés, ce régime présente l’avantage de forcer le détachement des gouttelettes de métal fondu, tout en maîtrisant le diamètre, grâce à un judicieux réglage de pulsations. Lorsque le générateur le permet, ce mode de transfert remplace avantageusement le régime globulaire et peut être même se substituer au régime court-circuit, jusqu’à des intensités de 50 A environ.
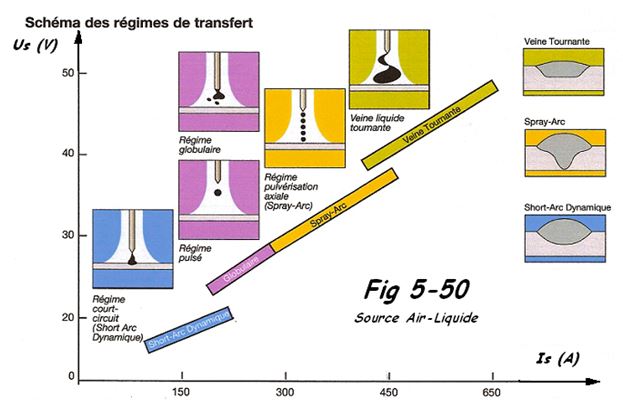
Remarques : La société air-liquide a mis au point le régime, spray-nodal,( veine liquide tournante ) qui utilise un courant spray-arc qui décroît rapidement. Ce type d’onde en forme de vague varie avec la vitesse du fil en engendrant une vibration du bain de soudage. Cette vibration a pour effet de favoriser l’évacuation des bulles d’hydrogène du bain pendant la phase où il est liquide afin de réduire, voir supprimer les porosités. A la différence du procédé spray-arc, le procédé spray-nodal permet le soudage toutes *506* positions [/a]. Le diagramme Fig 5-50 montre les plages de tensions et d’intensités pour chaque régime de transfert ( source Air-Liquide )
Vous pouvez aussi consulter le sommaire du livre de Jean MATON ou son cours précédent sur les gaz de soudage ou le suivant, souder en courant alternatif
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







