
Voici une nouvelle version d’un cours qui parle des gaz de protection en soudage. Bien qu’on est déjà abordé plusieurs fois la question, voici le point de vue de Jean MATON dans son livre sur le soudage.
Si vous souhaitez voir la liste des gaz de protection par marques et compositions, ou encore la synthèse de Michel sur les gaz de soudage , ou encore retrouver le sommaire du livre de Jean MATON ou son cours précédent sur les torches et angles de soudage .
5.2.6 Les gaz de protection en soudage
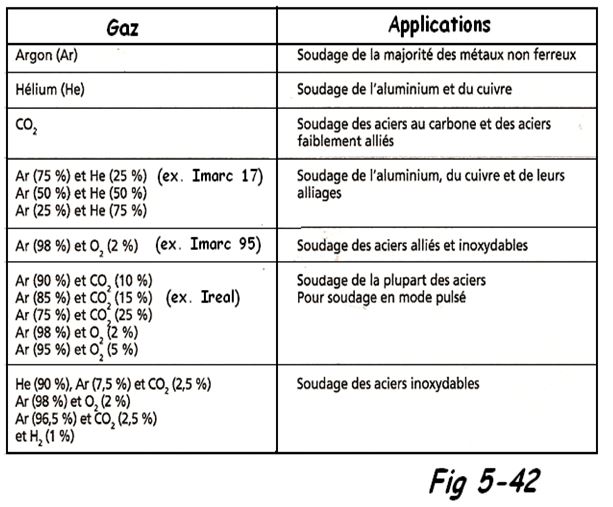
Selon la nature du métal à souder, on peut utiliser le procédé MIG avec un gaz inerte, soit généralement l’argon ( Ar ) ou l’hélium ( He ) ou encore un mélange des deux ( Ar + He ). Quant au procédé MAG il emploie des gaz actifs tels que le gaz carbonique ( CO2 ) ou un mélange ( Ar + CO2 ) ou un mélange ( Ar + O2 ) ou encore un mélange des trois gaz tels que ( He + Ar + CO2 ) voir même ( Ar + CO2 + H2 ), le choix dépend du métal à souder comme le montre le tableau
Les gaz interviennent sur la qualité et la forme du cordon, ainsi que sur la vitesse d’exécution et sur la pénétration.
N.B : Un arc dans l’argon est long et un arc dans le gaz carbonique est court
La Fig 5-43, ci-après illustre les effets des gaz de protection sur le dépôt de métal d’apport et la Fig 5-44 illustre l’apparence du cordon, sur l’acier, en fonction des différents mélanges gazeux utilisés lors des procédés MIG/MAG ( GMAW ).

Précautions à prendre pour réduire les risques de contamination des gaz de protection. Procéder à une purge du régulateur et du tuyau d’alimentation avec du gaz de protection, si le matériel n’a pas été utilisé pendant un certain temps. Vérifier qu’il n’y ait aucune fuite dans aucun tuyau d’alimentation en gaz ou dans aucun connecteur.
Ajuster le débit de gaz en fonction du type de soudage nécessaire. Ne pas trop incliner la torche. Une inclinaison de la torche de moins en moins perpendiculaire par rapport au métal à souder peut entraîner de l’air par effet venturi d’injection.
Débit de gaz:
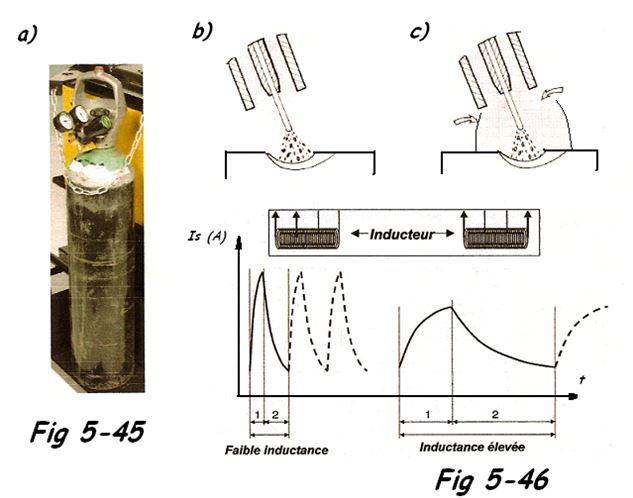
Tout comme le bon choix du gaz de combustion, l’ajustement correct du débit de gaz est très important. Ainsi, un débit trop faible ne permet pas de chasser l’air environnant ( Fig 5-45b ). Par contre, un débit trop élevé provoquera des turbulences et l’air pourra s’infiltrer dans l’arc ( Fig 5-45c ). Le débit est contrôlé au moyen d’un régulateur fixé sur la bouteille de gaz ( Fig 5-45a ). Généralement on recommande pour l’acier un débit de 5 à 12 l/min ( soudage en court-circuit ) et de 12 à 20 l/min ( soudage en spray-arc). Pratiquement, chaque soudeur à sa petite recette, par exemple multiplier par 10 le Ø de l’électrode( ex. Ø 1,2 mm x 10 = 12 l/min ). Ou encore 1 l/min par mm de diamètre de buse à gaz ( ex. Ø 15 mm = 15 l/min ).
N.B : On peut également utiliser un » débitlitre » que l’on place sur la sortie de la buse à gaz afin de vérifier que le débit de gaz passant dans la torche est suffisant.
Remarque : Court-circuit , inductance…
Au-delà du bon choix de la vitesse de dévidage et de la tension d’arc ( Us ), la valeur d’inductance détermine la fréquence du court-circuit et l’apport de chaleur vers la pièce ( Fig 5-46 ).
- Une faible inductance débouche sur une fréquence plus élevée des court-circuits avec un arc relativement court offrant un bain de fusion » froid « .
- Une inductance élevée implique un temps d’arc plus long. La fréquence du court-circuit diminue offrant un bain de fusion plus chaud.
Si vous souhaitez voir la liste des gaz de protection par marques et compositions, ou encore la synthèse de Michel sur les gaz de soudage , ou encore retrouver le sommaire du livre de Jean MATON ou son cours précédent sur les torches et angles de soudage ou le cours suivant sur les types de courant
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







