
La suite des cours proposés par Jean MATON, avec des explications complètes et claires sur les torches de soudage MIG MAG, les angles de la torche à appliquer et les fils de soudage.
Vous pouvez aussi consulter sa table des matières , ou son cours précédent sur les généralités du soudage MAG
5-2-3) Torches de soudage
Les torches de soudage peuvent être refroidies par eau ( Fig 5-35a ), soit refroidie par air pour Is < 350A ( Fig 5-35b ).
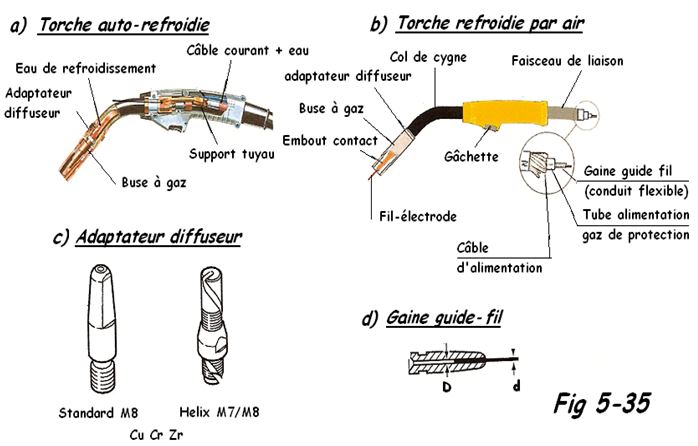
Une torche à air est uniquement refroidie par l’air qui l’entoure et par le débit du gaz de protection
Le refroidissement par eau est une méthode plus efficace. Le choix entre les deux modes dépend des facteurs tels que le courant de soudage, le type de gaz de protection, les DRF et le type de soudage. Le type de matériau d’apport joue aussi un rôle important.
La gaine guide-fil permet de faire glisser le fil du dévidoir jusqu’à l’embout contact. La gaine doit se prolonger jusque l’extrémité de l’adaptateur-diffuseur et qu’elle soit en contact avec le dévidoir. La gaine-fil est généralement fournie en acier, mais peut être remplacée par une gaine en PTFE-céramique, ou avec insert en acier spiralé, pour le soudage de l’aluminium et de l’inox. La gaine guide-fil est normalement choisie en prenant le diamètre du fil d x 1,5.
- Le col de cygne amène le fil vers la zone de soudage. Il faut choisir l’angle idéal en fonction de la pièce à souder.
- L’adaptateur-diffuseur permet de transférer l’énergie depuis le col de cygne jusque la buse à gaz. Il diffuse le gaz et protège le col de cygne de l’usure du filetage.
- L’embout-contact ( Fig 5-35c ) permet le transfert de courant. Ils sont actuellement réalisés en CuCrZn pour durer plus longtemps que ceux en Cu. Le trou de l’embout-contact jusqu’au fil doit être le plus réduit possible afin de transmettre la puissance avec un temps d’amorçage très court, sans limiter le transfert du fluide. La taille du trou est fonction du diamètre du fil, du type et du niveau de courant. En général, on adopte un diamètre égal à 0,2 mm plus grand que le fil ( Fig 5-36d ).
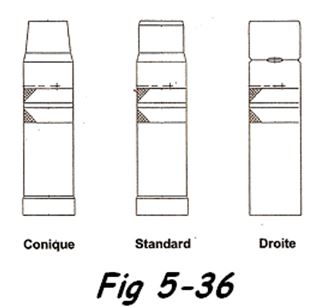
- La buse à gaz ( Fig 5-36 ) permet de transférer le gaz de protection sur la zone à souder. Disponible dans plusieurs versions avec des ouvertures plus ou moins larges pour des débits de gaz plus ou moins élevés ( Ø 15 à 20 mm ) comme par exemple avec le fil fourré. Elles sont réalisées en matière très isolante.
- L’insert anti-projection inclus directement dans la buse à gaz permettant d’éviter un court-circuit dans le col de cygne.
- La bague isolante créant une isolation entre le col de cygne et l’embout-contact.
- Le faisceau de liaison comprend une enveloppe extérieure incluant : La gaine guide-fil, le câble d’alimentation, le tuyau amenant le gaz de protection, ainsi que les tuyaux d’eau aller et retour. La longueur des faisceaux est généralement de 3 à 4,5 m maximum.
Remarque : Le bouton » Purge gaz » est séparé et sert à vider la torche de tout l’air contenu sans tension et juste avent de commencer le soudage.
5-2-4) Angle de torche
a) En fonction des configurations de soudage ( Fig 5-37 )
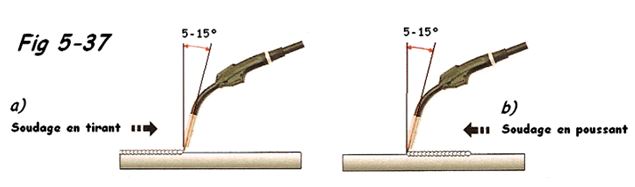
Un angle normal de soudage ne doit pas excéder 15°.
- Soudage en tirant : La torche est inclinée vers la soudure finale. Cela permet d’apporter une chaleur considérable au bain de fusion pour une plus grande pénétration avec moins de projections et une meilleure stabilité d’arc. C’est la méthode la plus utilisée pour le soudage des pièces épaisses ou moyennes en acier, par exemple.
- Le soudage en poussant : Utilisé pour le soudage de l’aluminium, il permet de combler les espaces séparant les tôles, d’obtenir des lignes de soudures plus larges et un bas niveau de pénétration comparé au soudage en tirant.
b) En fonction du métal à souder
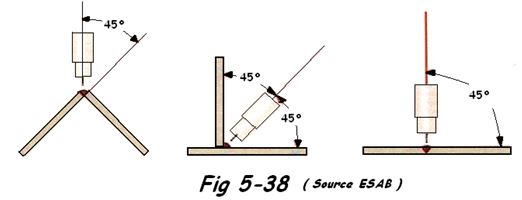
L’angle de la torche de soudage par rapport au métal à souder a un effet déterminant sur la forme de la soudure et sur la profondeur de pénétration. La Fig 5-38 montre les angles de torche appropriés, perpendiculaires à la direction de la soudure, pour différents types de joints. Cette figure montre également la torche devrait être maintenue en fonction des types de joints à réaliser.
5.2.5 Fils de soudage
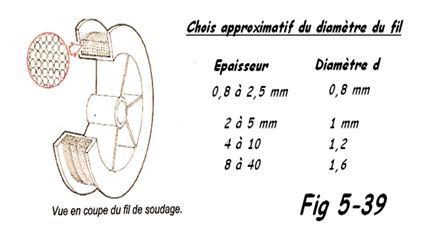
Comme pour les électrodes classiques, ils sont choisis pour s’adapter au métal de base. Il est, selon le cas, enrobé de flux ou creux avec flux à l’intérieur ( fils fourrés ). Ils sont livrés par bobine de 10 à 20 kg pour les métaux ferreux ou cuivreux et de 5 à 10 kg pour les alliages légers ( ex. Aluminium ) Fig 5-39.
N.B : Les familles de fils fourrés sont les fils fourrés Rutiles, Basiques ou renfermant une poudre métallique. Leur prix est plus élevé que les fils pleins qui sont encore très utilisés actuellement.
- Pour les aciers on trouve les diamètres normalisés : 0,6 0,8 1,0 1,2 1,6 et 2,4 mm
- Pour l’aluminium les diamètres : 0,9 1,2 1,6 et 2,4 mm.
Remarque : Un nouveau fil est apparu récemment, c’est le fil plat » strip « , il permet de souder à une vitesse de 2 m/min tout en contrôlant correctement la fusion et la combustion. Mais il faut utiliser une torche spéciale refroidie par eau et un tube de contact particulier permettant au fil plat de rester perpendiculaire à la direction du soudage. Il permet également de grands écartements de flancs, même à grandes vitesses, meilleur dégazage du bain de fusion avec moins de porosités. Leur coût est sensiblement plus élevé que les fils classiques.
La rémanence et la gauche du fil : Les fils utilisés pour le soudage des aciers doux et alliés sont souvent recouvert d’une couche de cuivre servant à protéger la surface du fil lorsqu’il est stocké ou transporté et qui fait office de lubrifiant. Les deux facteurs primordiaux pour les performances de dévidage sont : La rémanence ( 1 ) et la gauche du fil ( 2 ) Fig 5-40.
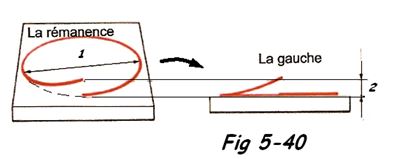
Un rayon de rémanence trop faible rend le dévidage du fil difficile entre le fil et le contact. Un rayon adéquat est compris entre 400 et 1200 mm. La taille de la » gauche » ne doit pas dépasser 25 mm afin d’éviter les difficultés de stabilité d’arc. Attention, des éléments tels que l’humidité, la saleté, la poussière ou la graisse peuvent engendrer des soudures défectueuses s’ils affectent le fil.
Longueur terminale ( Lt ) : Elle représente la longueur du fil-électrode sortant de l’embout-contact ( Fig 5-41 ). Cette longueur ( Lt ) représente une résistance qui a des effets notables sur l’intensité de soudage, la pénétration et le taux de dépôt. En effet si Lt augmente, Is diminue ainsi que la pénétration et le taux de dépôt augmente. Lt varie également en fonction du diamètre du fil.
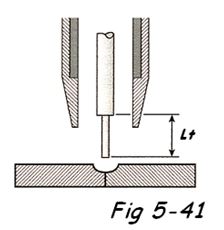
Pour les fils fourrés sous protection gazeuse :
- Ø fil 0,8 à 0,9 mm => Lt = 8 à 12 mm
- 1,2 => = 10 à 15 mm
- 1,6 => = 12 à 18 mm
- 2 à 2,4 => = 15 à 25 mm
Vous pouvez aussi consulter sa table des matières , le suivant qui est une synthèse des gaz de soudage ou son cours précédent sur les généralités du soudage MAG
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







