
Sommaire des révisions de MichelIWS sur les gaz de soudage:
- 1) Ionisation
- 2) Les gaz utilisés en soudage
- 3) Les gaz de soudage et leurs emplois
- 3-1) Les gaz inertes
- 3-2) Les gaz réducteurs
- 3-3) Les gaz oxydants
Ce cours concerne les gaz en soudage :
1) Ionisation
D’après Wikipédia, l’ionisation est le fait d’arracher un ou plusieurs électrons à la structure électronique d’un atome, le transformant ainsi en un ion.
Notre ARC ionisera le gaz de soudage…
Donc, nous en venons aux gaz, mais quand vais-je arriver à parler de mon MIG MAG ?
…et oui l’univers de la soudure et ses instruments sont régis par plein de règles: mathématiques, chimiques, physiques, juste pour me taquiner un peu et parce que aujourd’hui en regardant certains procédés de soudure, une règle m’a sauter au nez et c’est un collègue de formation qui m’a donné le nom de cette règle: La règle de Klechkowsi
Donc juste pour le plaisir, parce que il est évident que lors de ma formation je n’en aurais pour ma part pas besoin je viens ici vous mettre le lien juste parce que que comme moi vous êtes curieux.
En fait, nous en aurons besoin, mais non je ne vous ai pas menti, mais une chose à la fois les amis …
2) Quels sont les gaz utilisé en soudage ?
(allez les amis un effort de mémoire).
Argon, CO2, Azote, Oxygène, Propane, Butane, Cryléne, Acétylène, Hélium, Hydrogène, méthane. (et le vide)
Chacun à une ou des incidences sur l’apport énergétique, la composition chimique de notre bain de fusion, sa tenue. Il inter agit aussi avec la composition chimique et métallurgique, il assure une protection atmosphérique, empêche l’entrée d’hydrogène dans notre bain de fusion via l’ionisation.
Mais, les gaz ne sont pas tous compatibles avec tous les procédés et ils peuvent être utilisés dans certains cas que pour un procédé. Il peuvent être utilisés en mélange (binaire, ternaire, quaternaire)
Ils seront parfois la cause de défauts, et parfois aussi la cause de non utilisation d’un procédé.
Voici les liens sur wikipédia et autre pour retrouver ces gaz:
- Le gaz Hélium
- Le gaz Acétylène
- Le gaz Argon
- Le gaz Dioxyde de Carbone
- Le gaz Azote
- Le gaz Oxygène
- Le gaz Propane
- Le gaz Propane
- Le gaz Hydrogène
Le crylène est un gaz combustible. II s’agit d’un mélange d’acétylène et d’oléfines. Sa température de flamme est de 2960 °C, sa densité par rapport à l’air est de 0,97 et son poids au m3 à température ambiante s’élève à 1,21 kg.
Le crylène est un gaz incolore, il n’est pas toxique mais émane une odeur caractéristique. Son conditionnement se fait en vrac et liquide en évaporateurs cryogéniques. Le rapport de consommation du crylène est de 1,6 à 2,2.
Là encore, il y aura des règles de sécurité basiques à respecter pour l’entretien des manomètres, ou le stockage des bouteilles. ou aussi pour les tuyauteries ou flexibles. Entre autres, une très importante: ne pas utilisé de cuivre avec l’acétylène: Risque de formation d’acétylure. Certains acétylures sont explosifs et leur formation accidentelle est un risque majeur de sécurité dans le traitement de l’acétylène et de son stockage.
Il y aura aussi beaucoup de données sur le site Air Liquide par exemple, parlant de ces gaz, le prix, le conditionnement etc …
Notre atmosphère, c’est à dire l’air que nous respirons est composé de 21% d’oxygène, 78% d’azote et 1% de gaz dits rares (Argon, Hélium, Hydrogène, etc)
Lorsque nous soudons, nous voulons éviter la pollution de notre bain de fusion de l’oxydation due à l’oxygène , des soufflures surtout due à l’hydrogène, ou l’apparition de nitrures due à l’azote (Fe4N = nitrure de fer).
Donc, la protection de notre bain de fusion contre l’oxydation et la protection de notre électrode, qu’elle soit réfractaire ou fusible sera assurée par, soit un gaz, un liquide, un flux, ou en créant un vide atmosphérique (très utilisé pour soudage plasma). L’utilisation d’un gaz, a comme je le disais, plusieurs buts en plus de la protection du bain de fusion. Utilisés purs ou en mélange, les gaz pourront aussi améliorer le taux de dépôt (pour la productivité de procédés particuliers en MAG par exemple). Mais, vous me dire pour l’électrode enrobée ?? Pour le soudage à l’électrode, ce sera tout simplement la composition de son enrobage (et la baguette) qui créeront une atmosphère protectrice autour du bain de fusion, ainsi que le laitier déposé (on y reviendra plus tard lorsque l’on parlera de ce procédé).
« Des constituants aux propriétés spécifiques. L’efficacité des gaz de protection est fonction de leur composition. Bien connaître le mode d’action de chacun des constituants et réaliser le mélange optimal: tel est le secret de soudures parfaites. »
Et oui, nous allons bien sûr dire quels seront les effets de ces gaz.
Revenons quand même sur certaines abréviations, histoire de se l’enfoncer dans la tête, ne vous inquiétez pas, c’est indolore …
- 141 TIG Tungsten Inert Gas (GTAW)
- 131 MIG Metal inert Gas (GMAW)
- 135 MAG Metal Active Gas (GMAW)
3) Tous les gaz de soudage dans le détail
Donc, les différents gaz utilisés en soudage TIG/MIG/MAG, (n’oublions pas que nous utilisons du GAZ aussi pour le procédé 311 (oxyacétylénique)), seront utilisés selon leurs propriétés chimiques et via des mélanges afin d’additionner certaines propriétés que nous ne pouvons pas obtenir via un gaz pur.
LES GAZ UN PAR UN
3-1) Les gaz inertes :
ARGON : Ar
Son emploi se fera sur le TIG, Plasma, découpe Plasma, Laser. On l’obtient par distillation de l’air. C’est la base de la plupart des mélange gazeux en MAG. En MIG il peut conduire a un arc erratique (Du latin erraticus : errant, vagabond. pas fixe).
Son rôle et ses caractéristique en soudage par procédé :
– Faible potentiel d’ionisation, donc amorçage facile.
Sur du TIG, on obtient un très bon mouillage, très bonne pénétration, un arc stable, bonne vitesse de soudage.
Sur MIG, sur les aciers non alliés et faiblement alliés l’Argon peut conduire à un arc erratique ; la pénétration sera de forme pointue doigt de gant d’ou les risques de porosité en racine, de collage et problèmes d’interpénétration entre passes.
L’Argon s’utilisera sur tous les métaux.
Il a cependant quelques inconvénients, comme le risque de soufflures en pied de cordon et c’est un gaz asphyxiant qui peut se substituer à l’oxygène, il est inerte, ininflammable, non toxique.
Son conditionnement se fait en bouteille, cadre de bouteille ou en vrac via des évaporateurs cryogéniques.
En procédé TIG ou MIG, les mélanges gazeux permettront d’obtenir de meilleurs résultats pour le mouillage, la pénétration, la vitesse de soudage ou les projections.
AZOTE: N2
Obtenu via distillation de l’air, c’est un gaz non réactif chimiquement parlant. Il sera surtout utilisé comme protection ENVERS avec des métaux INOXYDABLES AUSTÉNITIQUES, ce qui est son seul avantage, car il peut permettre sur d’autres métaux, l’apparition des nitrures de Fer (Fe4N,) ce qui est en fait aussi son plus gros défauts, car il détériore les propriétés mécaniques des acier ferritiques.
Il sera aussi utilisé pour le coupage Laser.
C’est un gaz inerte qui n’entretient pas la vie !!!! Non toxique.
Son conditionnement se fait en bouteille, en vrac.
HELIUM : He
Il est obtenu via des gisements de gaz naturel où il est présent en faible teneur (d’où le prix très élevé).
Il sera utilisé pour le soudage TIG, MIG, et MAG.
Il permet à l’arc électrique d’être plus énergique, une meilleure pénétration, un meilleur mouillage, une vitesse de soudage accrue.
On constate aussi, une pénétration plus large en racine, une meilleure compacité, une meilleure interpénétration entre passes.
Les inconvénients sont que par sa faible densité, nous sommes obligés d’utiliser des débits plus important, et il a un potentiel de ionisation élevé, donc l’arc est plus difficile à amorcer. Son arc est énergique en procédé MIG. En gaz pur, il engendre un arc instable.
Il est inerte, ininflammable, non toxique, n’entretient pas la vie.
Son conditionnement se fait en bouteille et cadres de bouteilles.
3-2) Les gaz réducteurs :
Sa provenance sera de la pétrochimie.
C’est un gaz réducteur employé uniquement en mélange avec l’Argon ou Argon et Hélium.
Pour le TIG, MIG, Plasma(coupage et projection)
Ses avantages sont que regroupés à l’Argon, il donnera un arc plus énergique et réduira les oxydes:
- Performances accrues (pénétration, vitesse de soudage)
- Cordon brillant et de bel aspect.
Inconvénients :
- Les soufflures en soudage multipasses
- Risques de fragilisation des aciers non et faiblement alliés
- Très inflammable
- Non toxique mais n’entretient pas la vie !!!!
Son conditionnement bouteille et cadre de bouteille
3-3) Les gaz oxydants
L’oxygène : O2
L’oxygène est obtenu par distillation de l’air, c’est un oxydant utilisé en coupage (oxycoupage), MAG, Plasma et Laser.
Il est utilisé en mélange ajouté à l’Argon en MAG, il stabilise l’arc par la formation d’oxydes émissifs à la surface de la pièce, il favorise la pulvérisation axiale, augmente la fluidité du bain, améliore le mouillage, la pénétration sera de forme pointue, pas très bon pour le soudage dans toutes les positions. Il sera plutôt utilisé pour le soudage en position à plat.
Ses inconvénients sont le risque de porosité en racine, le risque de collage, et problèmes d’interpénétration entre passes. Il augmentera la forme de pénétration en doigt de gants, le risque de soufflures en pied de cordon et le risque de collage en angle intérieur.
Enflamme spontanément les graisses et huiles !!!!
C’est un Comburant énergique,
Attention à la suroxygénation.
Son conditionnement se fait en bouteilles, cadre de bouteilles, et Vrac par évaporateur cryogénique.
Dioxyde de carbone : CO2
Oxydant a haute température (CO2 -> CO + 1/2 O2)
Obtenu par synthése chimique ou gisements souterrains.
Utilisé en MAG, soit pur soit en mélange.
Il permet la stabilisation de l’arc par la formation d’oxydes émissifs à la surface du bain, il augmente la viscosité du bain donc améliore le travail en position, meilleure compacité, meilleure interpénétration entre passe car la pénétration est plus large.
Inconvénients :
Moins bon mouillage, ne permet pas le soudage en pulvérisation axiale s’il est utilisé à l’état pur car on obtient des soufflures, le mouillage est moyen donc risque de fissuration par fatigue, risque d’augmenter la teneur en carbone dans la zone fondue (limitation du CO2 pour les aciers austénitiques) et d’oxyder le métal déposé.
Il est ininflammable.
Altère la vigilance et la respiration à partir de 2% et n’entretient pas la vie.
Conditionnement en bouteille, cadre et vrac liquide en citernes refroidies.
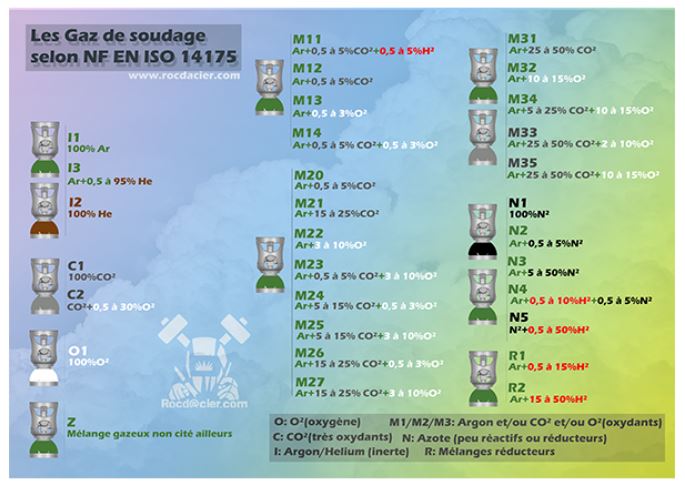
Les gaz normalisé selon la norme NF EN ISO 14175
J’ai listé dans le lien ci contre , les gaz selon leurs noms normalisés et aussi les noms chez Air Liquide.
Vous pouvez aussi acheter notre poster sur les gaz de soudage
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







