La soudure TIG est un procédé passionnant. Quand un soudeur réalise du soudage TIG, il mettra en oeuvre ses qualités et son expérience. Dextérité, connaissances, intuition, souder l’aluminium, l' »inox » ou l’acier est un défi! Vous aurez ci dessous suffisament d’explications techniques pour débuter et vous perfectionner en soudage TIG. Réglages du poste a souder TIG, conseils, matériel, gaz, ce cours complet devrait vous aider
Principe et définition de la soudure TIG (141)
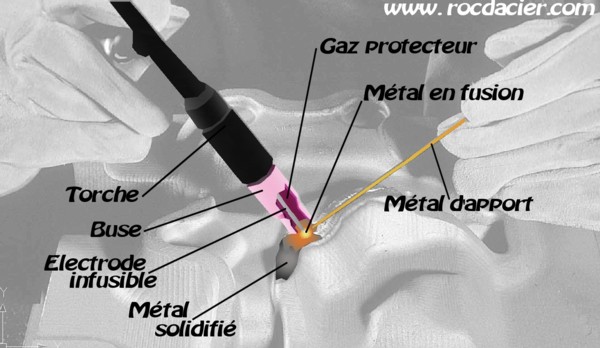
Lorsque le soudeur actionne la gâchette, celui-ci actionne d’une part la sortie du gaz , et en même temps, il ferme le circuit électrique qui permet le passage du courant. Si l’électrode tungstène est suffisamment proche d’une pièce en contact avec la masse, il se crée un arc électrique d’une énergie suffisante pour fondre la matière. Le soudeur apporte manuellement (ou automatiquement sur certaines installations) le métal d’apport (d’un diamètre d’environ 0,8 mm à 4 mm) pour le mélanger à la matière et ainsi grossir la partie fondue en créant le cordon de soudure. Le tout s’exécute sous protection gazeuse.


La soudure TIG à la particularité d’être exécutée sous protection de gaz inerte avec une électrode non fusible et réfractaire(en tungstène). Ce procédé s’appelle Tungsten Inert Gas (TIG) ou Gas Tungsten Arc Welding (GTAW) aux USA, WIG en Allemagne. Le poste TIG est une machine qui est désormais un procédé très prisé des entreprises, pour sa précision notamment. Les postes TIG peuvent aussi être adaptés pour souder en MMA. L’amorçage se fait souvent soit en haute fréquence(HF) soit au toucher (Lift).
De plus en plus utilisées les pédales permettent de gérer son intensité directement avec le pied et libèrent la dextérité du poignet. Les torches peuvent aussi être refroidies. Certaines torches peuvent aussi avoir une fonction de réglage de l’intensité directement au niveau de la torche.
Soudeur utilisant un poste à souder et réglage variable

Vidéo d'excellente qualité qui permet de voir un arc électrique et le bain de fusion:
Vidéo pour apprendre comment souder TIG
Paramètres ayant une influence sur la soudure TIG
- la vitesse de soudage (avance du soudeur )
- le choix et le débit du gaz
- le choix et le débit du métal d’apport
- le choix, l’affûtage et le diamètre de l’électrode réfractaire
- la position de soudage
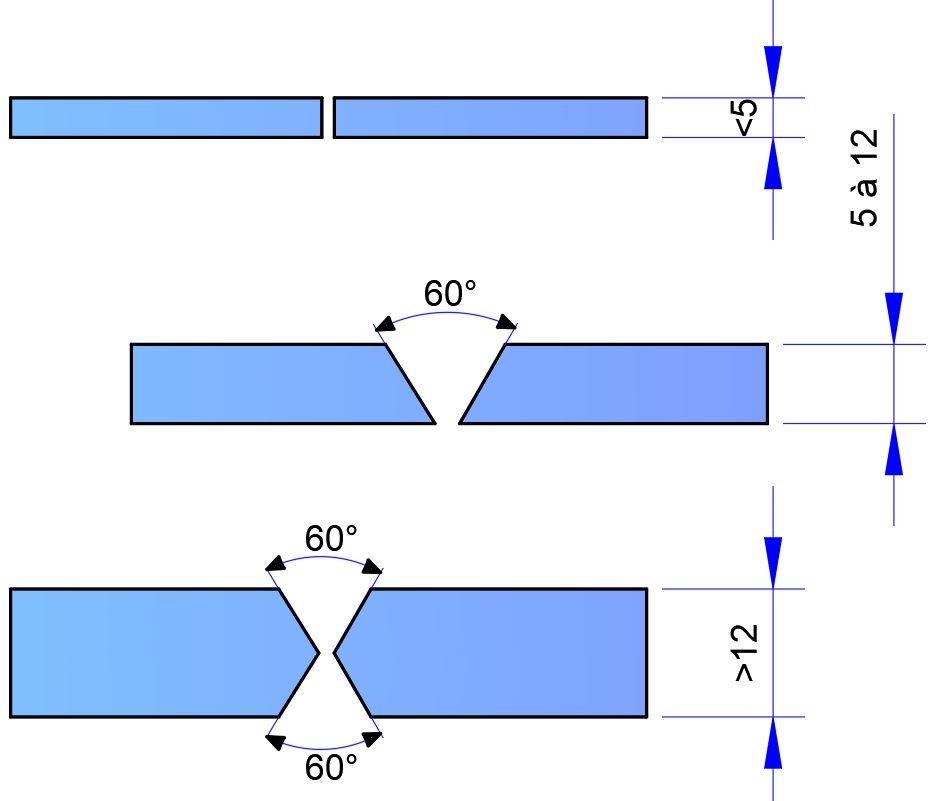
- la préparation
- la dimension et la nature des matériaux à souder.
Applications de la soudure TIG
- la réalisation d’ouvrages alimentaires
- la chaudronnerie d’acier inoxydable
- l’industrie aéronautique et spatiale
- la carrosserie
- plus généralement, les entreprises travaillant des matériaux à bases d’aciers inoxydables et d’alliages légers.
Avantages et inconvénients en soudage TIG
- large gamme d’épaisseurs à souder
- simple d’emploi
- travail précis et esthétique
- peu de fumées
- soudage dans toutes les positions
- procédé automatisable.
- faible vitesse de soudage
- apport important d’énrgie
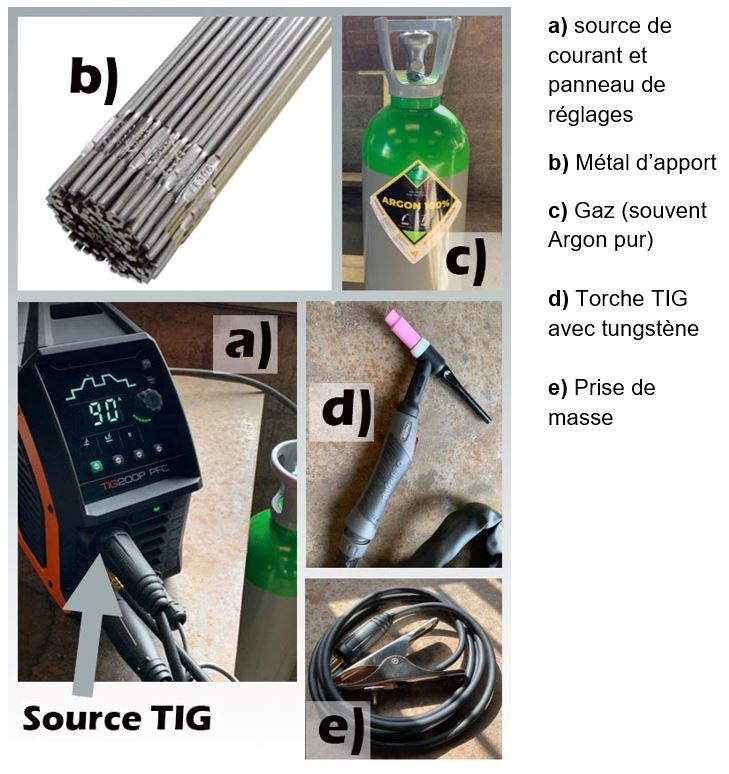
Description d'un poste de soudure TIG
Alimentation électrique dans ce procédé de soudage
En fonction des matériaux, des dimensions et des épaisseurs à souder, on pourra souder en courant continu à polarité directe, souder en courant pulsé, ou encore souder en courant alternatif :
- le courant continu à polarité directe (pôle négatif à l’électrode) s’exécute pour le soudage de tous les métaux, y compris de l’aluminium (avec certaines précautions à prendre)
- le courant pulsé, qui consiste à développer des périodes de hautes et de basses intensités, pour réduire le volume de métal fondu. Ceci facilite le travail en position et le soudage des faibles épaisseurs avec une meilleure régularité, surtout au niveau des pénétrations.
- le courant alternatif est principalement utilisé pour le soudage des alliages d’aluminium. L’alternance de polarité craque ainsi la couche d’alumine réfractaire pour permettre ensuite la pénétration.
Gaz utilisés en procédé TIG
- l’argon pur est le plus couramment utilisé en soudage TIG. (bon amorçage de l’arc)
- l’hélium utilisé en complément à l’argon, l’arc développe une énergie plus importante et donc des performances accrues du faite du vitesse plus grande. Le cout du soudage est plus important cependant. (alliages légers, cuivre…)
- l’hydrogène utilisé en addition avec l’argon permet lui aussi d’obtenir un arc plus énergétique, donc une vitesse de soudage améliorée. En outre, une pénétration plus importante est constatée ainsi qu’un aspect plus esthétique du cordon de soudure.
- l’azote peut aussi être utilisé en complément à l’argon et en très petite quantité pour souder des aciers duplex. Utilisé aussi en protection envers.
Buses utilisées en soudure TIG
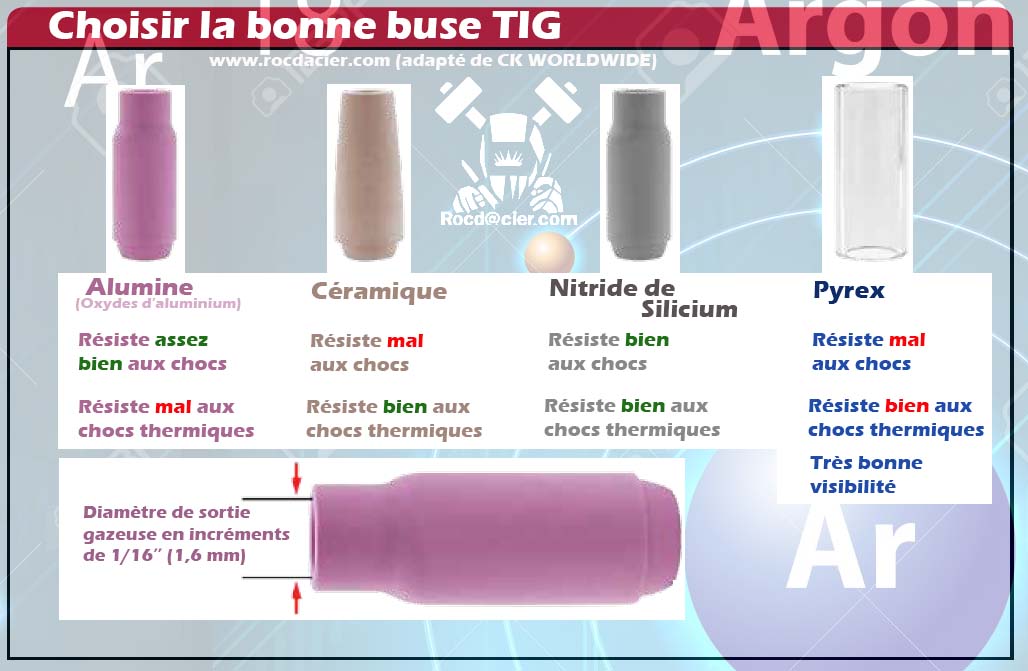
Les buses utilisées seront soit en céramique (beige), en oxydes d’aluminium (rose clair), en nitride de silicium(gris), Pyrex (transparent) et auront un diamètre qui pourra varier de 6 mm à 20 mm suivant l’intensité de soudage. Le tableau ci-après donne les valeurs d’intensités et de débit de gaz, correspondant aux différents diamètres de buses. On aussi de nos jours de nouveaux kits vendus de la marque CK Worldwide ou furickcup qui sont plus modernes et très tendances.
La question courante est comment choisir sa buse TIG?
La réponse en image:
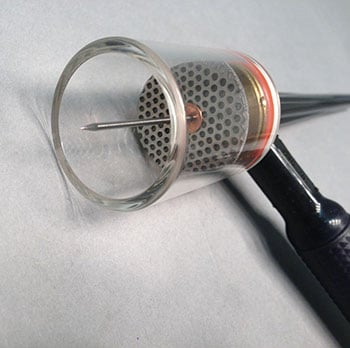
- Réduction de la consommation de gaz de 40%
- Meilleure protection gazeuse
- Stick-out augmenté à 6x le diamètre de l’électrode
- Meilleure visibilité pour les buses Pyrex
Le diffuseur à tamis fourni avec les buses permet l’homogénéité de la protection gazeuse.

Les électrodes non fusibles
On peut considérer qu’il existe 4 types d’électrodes non fusibles (T° de fusion du tungstène ~3450°C) qui peuvent être utilisées en soudage TIG si on exclu les électrodes au thorium :
- Tungstène Lanthane
- Tungstène pur (extrémité verte) utilisée pour les courants alternatifs (alliages d’aluminium)
- Tungstène avec oxyde de zirconium utilisée aussi en courant alternatifs (alliages d’aluminium)
- Tungstène thorié (couleur d’extrémité rouge) utilisée pour les aciers de construction et aciers inoxydables
- Tungstène cérié
Vous pouvez aussi consulter ce cours:
Les électrodes lanthane qui sont de plus en plus utilisées en remplacement des électrodes Tungstène thorié
Nota : L’oxyde de thorium augmente le pouvoir émissif de l’électrode infusible de tungstène, il facilite l’amorçage de l’arc et sa stabilité, mais le thorium est radioactif.
Les poussières des électrodes affutées doivent être aspirée et traitées. On peut aujourd’hui remplacer ces électrodes nocives par des électrodes au Lanthane, dont la fonction est la même
Lors du soudage, l’électrode de tungstène doit continuellement être protégée par un courant de gaz argon jusqu’à son refroidissement complet afin d’éviter son oxydation et sa détérioration. C’est le post-gaz.
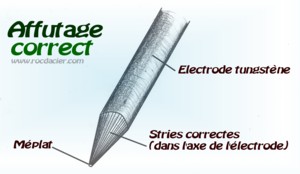
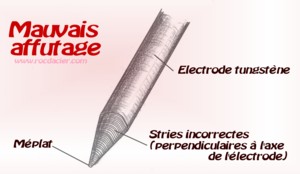
Affutage des électrodes en tungstène
Lors de la soudure TIG, l’affûtage des électrodes est un paramètre important puisque la qualité de votre cordon dépendra en partie de cette opération.. En effet, selon que vous soudiez en courant continu ou en courant alternatif, la pointe de l’électrode sera affûtée de façon différente.
Dans tous les cas les stries dues au meulage doivent être dans le sens de l’électrode et devront respecter un angle de 30° à 60° avec un méplat pour éviter les inclusions de tungstène dans le cordon de soudure, si vous soudez des aciers. Un affûtage à 90° sera réalisé pour souder des alliages légers tels que l’aluminium.

Choisir le courant de soudage
On utilise le courant continu (DC) en polarité directe (- à l’électrode tungstène et + à la masse) pour souder l’acier, l’inox, le titane, les inconel, les duplex,…). On utilise le courant alternatif(AC) en polarité directe surtout pour détruire la couche d’alumine lors du soudage de l’aluminium. Pour les autres cas, la pénétration est favorisée.
Régler son poste
On devra régler l’intensité en fonction du matériau et de l’épaisseur. On devra aussi choisir le gaz et son débit.
Le TIG à la particularité de pouvoir fournir beaucoup d’options dans les réglages. Le pré-gaz qui permet de purger les tuyaux de l’air. La montée progressive (inverse de l’évanouissement de l’arc) permet d’atteindre de manière progressive l’intensité souhaitée. L’évanouissement progressif de l’arc permet de passer de la valeur du courant de soudage à 0 en un temps donné. Ce réglage est important pour limiter le risque de formation d’un cratère. Le post-gaz permet de refroidir progressivement le tungstène et aussi pour de bain de fusion en cours de solidification.
Souder en pulsé
Le soudage pulsé est un mode de soudage dont les intensités ne sont pas régulières. On aura un courant de pic et un courant de base. On peut choisir la fréquence d’alternance de ces deux cycles. Ces réglages sont précis, utiles pour les pièces fines ou très fines, ou nécessitant une limitation de l’énergie de soudage. De nombreux essais sont nécessaires pour obtenir un résultat optimal.
Idées de réglages de son poste à souder
Pour les aciers et aciers inoxydables :
- en bout à bout: 20 à 25 Ampères par mm d’épaisseur
- en angle: 30 à 35 Ampères par mm d’épaisseur
…aluminiums et alliages :
- en bout à bout: 35 à 40 Ampères par mm d’épaisseur
- en angle: 45 à 50 Ampères par mm d’épaisseur
- Réglages du pré-gaz de 3 secondes et du post-gaz de
- 8 secondes à 50 A
- 10 secondes à 100 A
- 15 secondes à 200 A
- 25 secondes à 250 A
… aciers et aciers inoxydables * :
courant continu, polarité directe, électrode en tungstène lanthane par ex ( bleu, noir, or), affûtage de 30 à 60°.
… aluminiums et alliages légers :
courant alternatif, électrode en tungstène pur( vert), affûtage de 90°.
Vous pouvez aussi consulter Apprendre à souder avec son poste TIG
Conseils généraux
- Durant le soudage, l’électrode ne peut toucher la pièce ou le métal d’apport, si ce dernier est utilisé. Dans le cas ou il y a contact, il faut réaffuter obligatoirement.
- Les bords à souder doivent être propres, décalaminés, dégraissés…
- La stabilité de l’atmosphère protectrice est vitale (courants d’air, …)
- Les gaz utilisés doivent être de grande pureté (99,99%)
- La présence d’azote et d’oxygène est rapidement décelée car les bords prennent une teinte grise/brune.
- Le courant gazeux doit s’écouler quelques secondes avant l’amorçage et quelques secondes après l’extinction de l’arc è purge air et protection de l’électrode.
- Préchauffer l’électrode en dehors de la pièce sur un morceau de cuivre (jamais de carbone) pour faciliter l’amorçage et éviter la dilution à l’amorçage.
- Le mode opératoire se rapproche beaucoup de celui du chalumeau
- Le pointage se fait par petits points pénétrés distants de +/- 20 x épaisseur. Les joints sont planés aussitôt après en évitant les écartements.
- Ne jamais souder avec une électrode mal serrée
- Les tuyaux de gaz doivent être en bon état
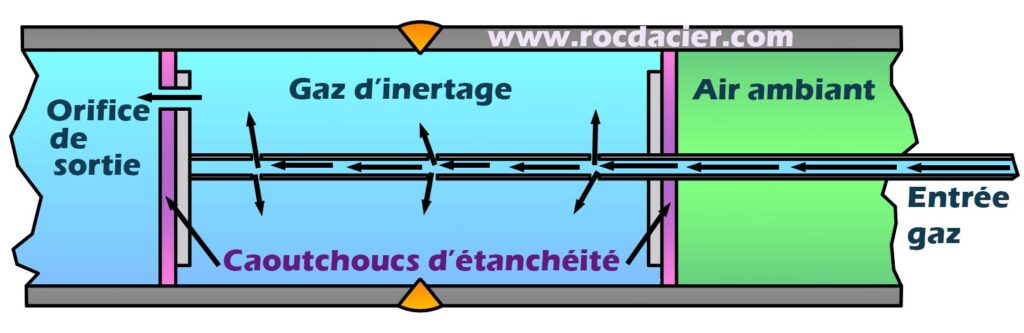
- Pour les inox, protection à l’envers (inertage/chambrage) au moyen d’un support pour faciliter le contrôle et empêcher l’action de l’air en faisant couler un faible courant gazeux pour éviter les soudures rocheuses :
Conseils selon métaux
Pour le soudage des aciers inoxydables :
- Tout préchauffage est, en principe, à proscrire
- Utiliser des intensités minimales
- Sur des tôles minces, il est préférable d’exécuter une passe unique
- Rejeter l’emploi de passes larges
- Il est préférable d’augmenter le nombre de passes
- Métal d’apport de même nuance que le métal de base si possible
Pour le soudage de l’aluminium :
- Procédé idéal è la couche d’alumine est craquée par l’effet du courant
- Joints propres, homogènes, sans nettoyage ni décapage après soudage
- Bords dégraissés et décapés soigneusement
Pour le soudage du magnésium :
- Excellents résultats
- Suppression du flux décapant
- Grandes vitesses de soudage (15 à 30 cm/min)
- Soudures saines, sans porosités
- Déformations minimales
- Grande propreté (idem que pour l’alu)
- Protection à l’envers nécessaire
- Enlever l’oxyde restant après soudage
Pour le brasage du cuivre et ses alliages
- Doit être désoxydé
- Préchauffage nécessaire ==> grande conductibilité du Cu
- Martelage de la soudure et de ses abords toujours favorables
IDEES DE REGLAGES POUR SOUDAGE TIG DE L’ALUMINIUM, MAGNESIUM, INOX ET CUIVRE
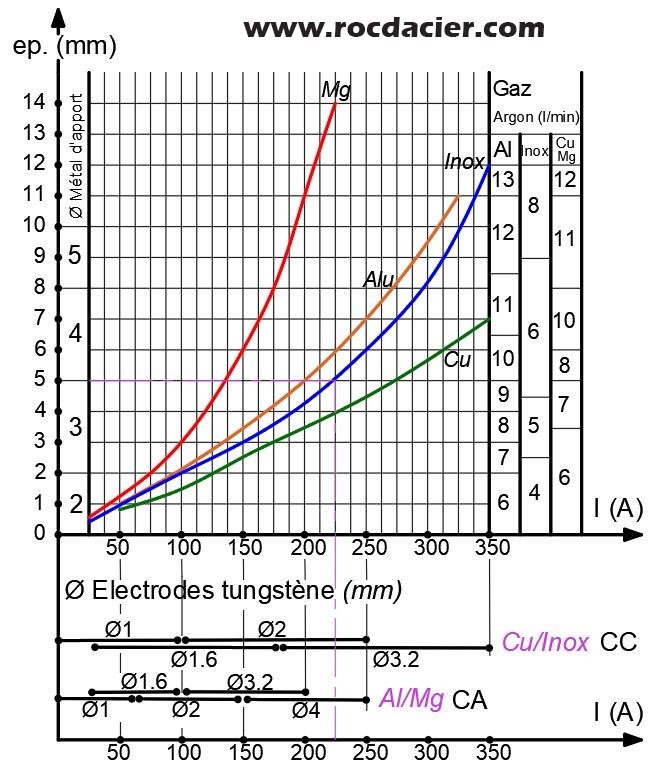
Exemple pour le soudage d’une pièce en inox de 5 mm d’épaisseur :
- environ 225A si à plat (ajouter +10% en angle intérieur et -10% en angle ext.)
- Tungstène Ø3.2- Métal d’apport Ø3 ou Ø4- Gaz 6 l/min mini.
Questions fréquemment posées sur le soudage TIG
Questions générales
1. Qu’est-ce que la soudure TIG ?
La soudure TIG (Tungsten Inert Gas) est un procédé de soudage à l’arc utilisant une électrode en tungstène non fusible et un gaz inerte pour protéger la zone de soudage.
2. Quand souder à l’électrode enrobée, au TIG ou au MIG ou MAG ?
Le choix entre la soudure à l’électrode enrobée, TIG, MIG ou MAG dépend de plusieurs facteurs :
Électrode enrobée (arc) : Idéale pour les travaux extérieurs ou sur des matériaux épais, car elle tolère mieux les impuretés et ne nécessite pas de gaz de protection et donc insensible aux courants d’air.
TIG : Privilégiée pour les soudures de haute précision et esthétiques sur des métaux fins et aussi l’aluminium, l’acier inoxydable, le titane.
MIG/MAG : Convient aux travaux rapides de production, surtout sur des matériaux épais. MIG est utilisé pour des métaux non ferreux (aluminium), tandis que MAG est adapté pour l’acier doux.
En résumé, le choix dépend des matériaux, de l’environnement, et des exigences de précision.
3. Quelle est la différence entre TIG DC et AC/DC ?
Le TIG DC (courant continu) est utilisé pour la plupart des métaux, sauf l’aluminium, qui nécessite un poste AC/DC (courant alternatif) pour briser la couche d’alumine.
4. Pourquoi la soudure TIG est-elle plus lente que d’autres procédés ?
La précision du TIG nécessite plus de temps pour chaque soudure, mais le résultat est souvent plus esthétique et solide.
Questions réglages et consommabless
1. Quel gaz utiliser pour la soudure TIG ?
L’argon pur est le gaz le plus couramment utilisé mais d’autres mélanges peuvent être utilisés dans des applications spécifiques, mais pour la plupart des soudeurs amateurs, l’argon pur suffit.
2. Quelle intensité régler pour souder ?
Pour l’acier/inox, entre 25 et 30 ampères par mm d’épaisseur. Pour l’aluminium, entre 35 et 40 ampères par mm d’épaisseur.
3. Comment amorcer l’arc en soudure TIG ?
Il existe deux méthodes principales : le TIG Lift, où l’électrode touche brièvement la pièce avant de s’en éloigner, et le TIG HF (Haute Fréquence), qui amorce l’arc sans contact direct, en appuyant sur la gâchette.
4. Peut-on souder sans métal d’apport ?
Oui, il est possible de souder sans métal d’apport en TIG, surtout pour des pièces bien ajustées.
5. Quelle couleur choisir pour le tungstène ?
Plusieurs choix sont possibles, mais pour faire très simple VERT pour l’aluminium, NOIR/BLEU/OR pour les aciers et l’inox.
6. Quel apport choisir ?
Choisissez le même apport si possible, ou le plus approché possible que les matériaux que vous soudez. Apport acier pour l’acier, aluminium de même alliage pour les aluminiums, et l’apport le plus approché pour votre inox. Des informations plus précises existent sur le site.
Choisir son poste à souder TIG
Choisir un poste à souder TIG adapté à vos besoins dépend de plusieurs critères essentiels. Tout d’abord, la nature des matériaux à souder est primordiale. Si vous travaillez sur de l’aluminium, de l’acier inoxydable ou des métaux fins, privilégiez un poste TIG avec une fonction AC/DC (courant alternatif et continu). Le courant de soudage est également déterminant : pour des travaux fins, un courant de 200 A peut suffire, tandis que pour des travaux plus lourds, optez pour une machine offrant jusqu’à 250 A ou plus.
Ensuite, considérez l’alimentation : si vous travaillez principalement en atelier, un poste alimenté en 230 V monophasé sera suffisant. Pour des travaux industriels, un poste 400 V triphasé sera plus adapté. Le cycle de fonctionnement (facteur de marche) est un autre point à ne pas négliger. Si vous travaillez longtemps à haute intensité, choisissez un poste avec un cycle de fonctionnement élevé (60% à 100%).
Enfin, pensez à la portabilité et à la facilité d’utilisation. Si vous devez déplacer souvent votre poste, privilégiez un modèle compact et léger. Certaines machines sont également dotées de fonctionnalités comme l’amorçage haute fréquence, qui simplifie l’usage. En résumé, choisissez un poste TIG adapté à votre type de soudage, en prenant en compte la puissance, la flexibilité et les fonctionnalités supplémentaires pour assurer des soudures de qualité.
Fabricants de postes à souder
Voici une liste non exhaustive de fabricants de postes à souder TIG, professionnels:
- Miller Electric – Un des leaders dans le domaine des équipements de soudage, reconnu pour sa qualité et sa fiabilité.
- JASIC – Marque chinoise de qualité et fiabilité intéressante. Essais sur le site.
- Lincoln Electric – Un fabricant américain de longue date, offrant une gamme complète de postes à souder TIG de qualité industrielle.
- ESAB – Connu pour ses solutions innovantes de soudage et de coupage, avec des produits fiables pour les professionnels.
- Kemppi – Une entreprise finlandaise qui se concentre sur la technologie avancée de soudage, y compris les postes TIG.
- Fronius – Un fabricant autrichien réputé pour ses équipements de soudage haut de gamme, notamment pour le soudage TIG.
- Lorch – Spécialisé dans les systèmes de soudage professionnels, Lorch propose des postes TIG pour des applications exigeantes.
- GYS – Fabricant français proposant des solutions de soudage TIG, MIG/MAG, électrode enrobée, etc.
Ces marques sont bien établies et offrent une large gamme de postes à souder TIG, adaptés à différents besoins et niveaux d’expertise. Il y en a bien d’autres et d’autres marques : Stahlwerk, Weko, SAF-FRO (marque reprise par Lincoln), etc.
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







