
Voici deux exemples de désignation de qualifications de soudeurs selon NF EN ISO 9606:
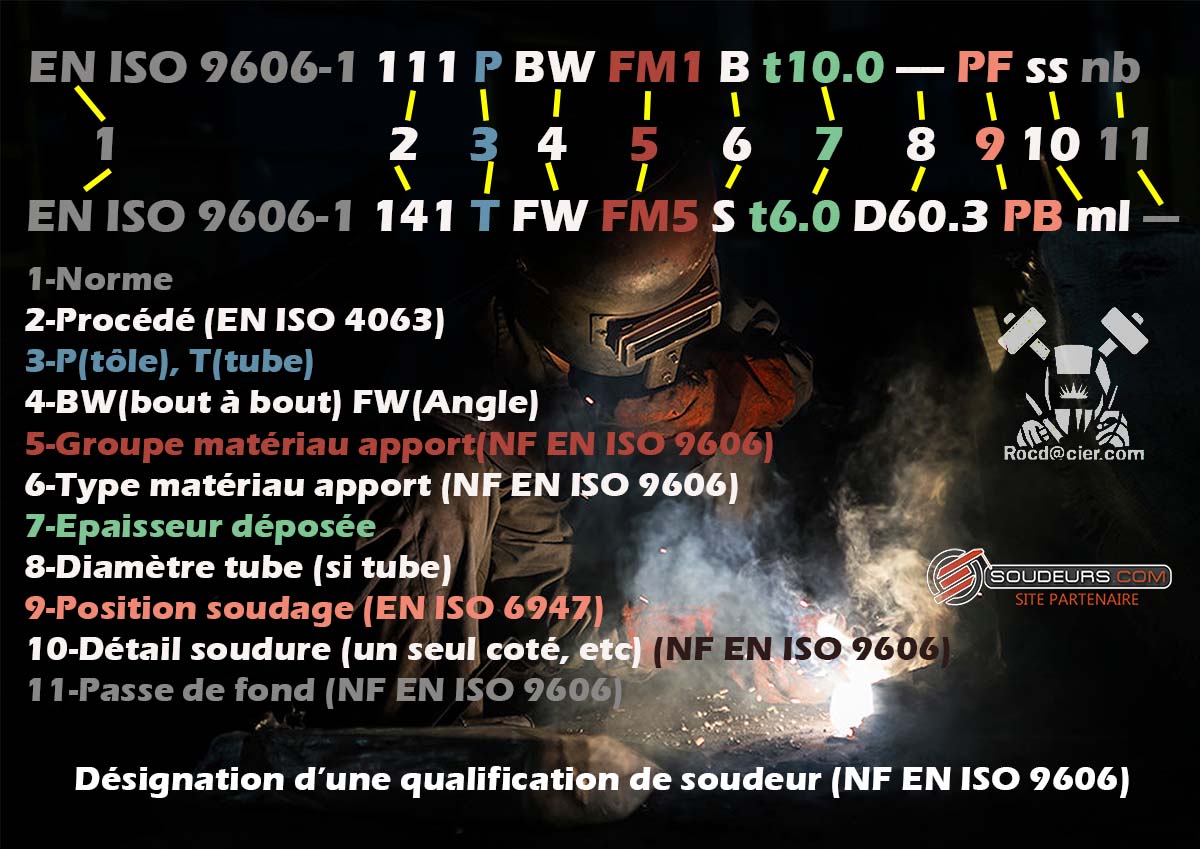
En 1, on indique la section de la norme utilisée,
En 2, le procédé normalisé selon la norme EN ISO 4063 (141, 131, 135, 136…),
En 3, Tole(P) ou Tube (T),
En 4, BW (Butt Weld Soudure bout à bout) ou FW (Fillet Weld Soudure d’angle),
En 5, Groupe de matériau d’apport (NF EN ISO 9606),
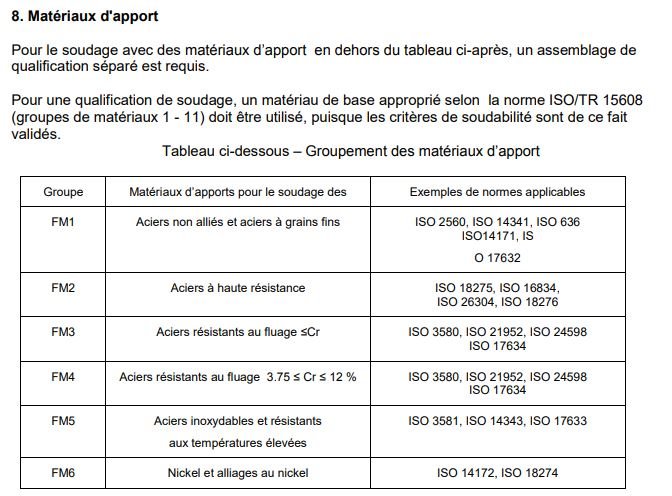
En 6, Type de matériau apport (NF EN ISO 9606):
- Fil électrode plein (S)
- Fil-électrode fourré de métal (M)
- Fil-électrode fourré de flux (B)
- Fil-électrode fourré (R,P,V,W,Y,Z)
En 7, s, épaisseur du métal déposé,
En 8, D, Diamètre si tube, rien si tôle,
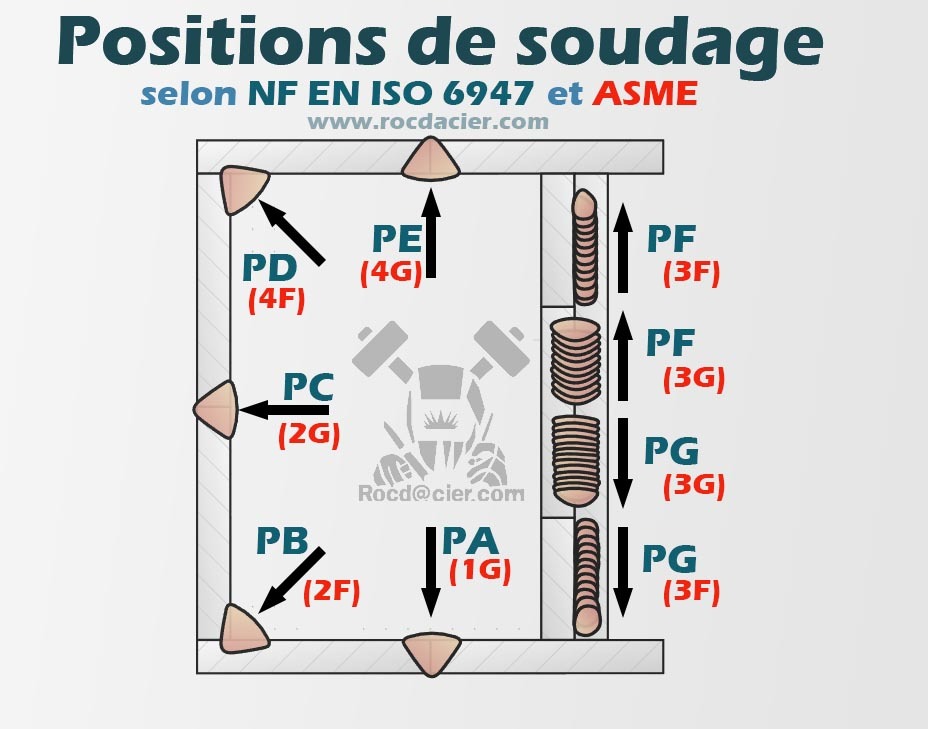
En 9, Position de soudage (PA, PB, PC, ….)
En 10 et 11, Détail de la soudure et passe de fond :
- Soudage d’un seul coté (Single Side), Pas de support envers(ss, nb)
- Soudage d’un seul coté (Single Side), Support envers matériel (ss, mb)
- Soudage des deux côtés (bs) (Both Side)
- Soudage d’un seul coté (Single Side), Gaz de protection envers (ss, gb)
- Insert consommable (ci)
- Soudage d’un seul coté (Single Side), Flux de protection envers (ss, fb)
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







