


3.2.3 MOYENS D'ACCROITRE LA FLEXIBILITE D'UNE TUYAUTERIE
1. Tracé simple : C'est-à -dire conférer à la tuyauterie un tracé sinueux. Toutefois, le projeteur fera attention au rapport entre la longueur des diverses branches. Ainsi, si nous prenons 2 tracés tels que représentés aux FIG 3-98 a & b, ils ont la même longueur, mais ils conduiront à des contraintes et réactions très différentes.
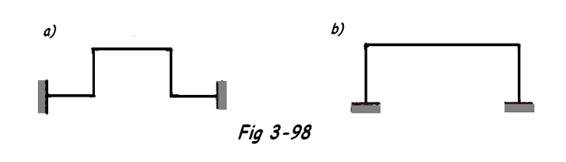
Ainsi, la contrainte dans la FIG 3-98 b sera quelque 4,4 fois plus importante que dans la FIG 3-98 a. Par contre, les réactions aux ancrages dans la FIG 3-98 b seront quelque 2,8 fois plus importante que dans la FIG 3-98 a.
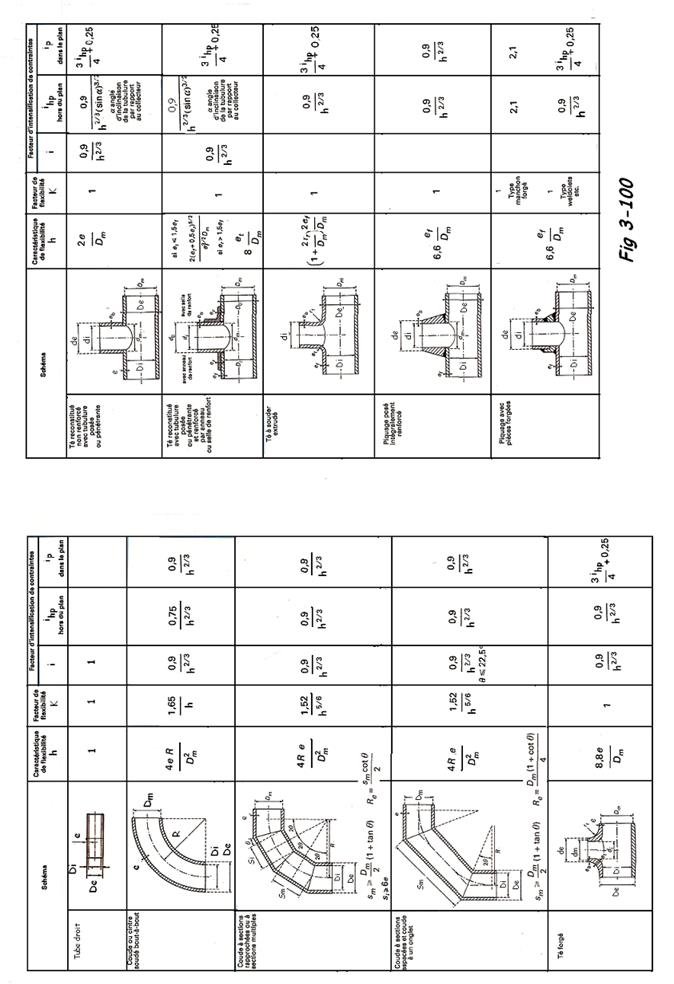
Il est à remarquer, que les coudes et les courbes améliorent la flexibilité d'une tuyauterie et ce d'autant plus que le rayon de cintrage est petit. Les coudes et courbes d'une ouverture ³ 30° sont en effet plus souples d'un facteur K, qu'un tronçon de tuyauterie droit. L'ovalisation de la section de la courbe soumise à flexion entraîne une diminution de son moment d'inertie et par conséquent une augmentation de la déformation par rapport à celle qui serait donnée par la théorie classique des poutres
Le coefficients de flexibilité ( K ) étant le rapport des valeurs de ces 2 déformations K =

E' I' > E I élément singulier plus souple, K > 1 ), les valeurs de K sont données à la FIG 3-100.
Ainsi pour une coude à souder ou cintré K =

rm = rayon moyen du tube ( mm )
e = épaisseur du tube ( mm )
R = rayon de cintrage ( mm ) FIG 1-48 à 1-51
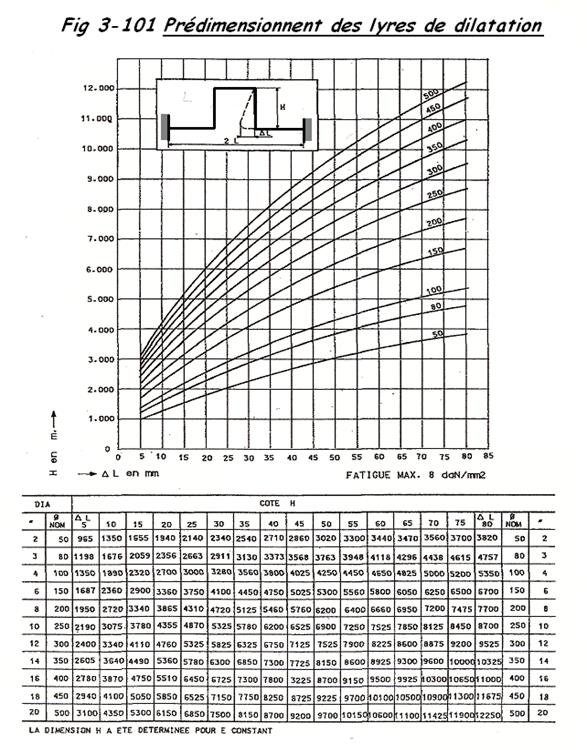
2. Lyres de dilatation : On appelle « lyre » une courbe en forme de U telle que schématisée à la FIG 3-99.
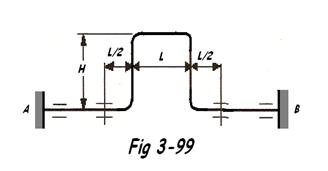
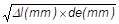
Ces lyres sont installées dans les longs tronçons droits tous les 50 m environ, sauf cas exceptionnels. L'abaque FIG 3-101 permet de dimensionner en première approximation une lyre, en fonction du déplacement Dl (mm) et du diamètre nominale, pour une contrainte de 8 daN/mm². On peut aussi utiliser une relation empirique moins gourmande en dimensions.
0,5 H à L £ 2H
L = 1,5 H (en 1ère approximation)
H = 0,04
Formule valable pour une épaisseur standard. Pour une épaisseur plus importante, calculer le facteur
f =

3. Remarques constructives
a) Points fixes et points semi-fixes
- Les points fixes ( ancrages ) sont utilisés lorsque la souplesse de la tuyauterie l'autorise. Ils permettent notamment de réduire les risques de vibrations à basse fréquence et de forte amplitude.
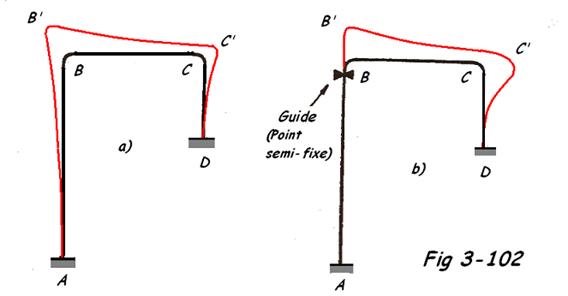
- Les points semi-fixes ( ou guides ) sont, eux, utilisés pour orienter et contrôler les déplacements de la tuyauterie. Ils permettent donc de limiter les réactions sur un ancrage, quitte à les augmenter sur un autre plus résistant.
Exemple : soit le tracé schématisé FIG 3-102, l'installation d'un point semi-fixe en B bloque les déplacements horizontaux, soulage l'ancrage A, mais surcharge l'ancrage B.
b) Tuyauteries cryogéniques : Pour de telles tuyauteries, on ne parle plus d'expansion mais bien de
contraction thermique. Mais les problèmes de souplesse en cas de contraction sont similaires à ceux rencontrés en cas d'expansion. Toutefois, lorsque 2 phases ( liquide - vapeur ) existent en même temps dans une conduite ( ex: liquide emprisonné entre 2 vannes, s'évaporant ), la partie du tube en contact avec la phase vapeur va se trouver à une température plus élevée que celle en contact avec la phase liquide. Dés lors, le tube va s'arquer et sa flèche peut devenir considérable. Si un tel risque existe, il faut monter la tuyauterie avec des compensateurs angulaires, en la supportant aux points d'ancrage nul. Lorsqu'il y a risque de répartition inégale de l'arquage, on utilisera des supports variables.
4. Les précontraintes ( notions ) : Prenons comme exemple la tuyauterie schématisée à la Fig 3-103
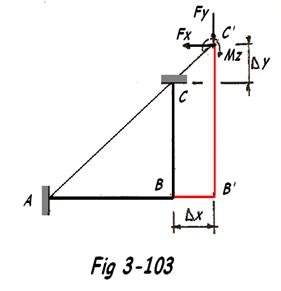
parfaitement ancrée à ses deux extrémités A et C et soumise à une élévation de température Δt. Si l'extrémité C était libre, elle se déplacerait en C'.
Pour éviter ce déplacement, il faut appliquer un système de forces ( annulation des déplacements ) et des moments ( annulation des rotations ), capable de la maintenir dans sa position d'origine: ce sont les réactions de bridage provoquées par l'augmentation de température ( Δt ) et qui induisent des contraintes dans la tuyauterie.
Si, à froid, on raccourcit les branches AB et BC de ces mêmes quantités Δx et Δy, sans modifier la position des ancrages A et B, les contraintes ainsique les réactions aux ancrage qui en résultent à froid, s'annuleront avec l'augmentation de température Dt. Ce " raccourcissement " à froid des branches de la tuyauterie s'appelle " La précontrainte " ou encore " Le tirage à froid ". Outre l'avantage de cette précontrainte de réduire les contraintes et réactions en service, elle accélère également la relaxation du système lorsque celui-ci est soumis à des déformations plastiques ou un fluage. Cette relaxation permet donc au système d'atteindre plus rapidement son état de travail le plus favorable. La relaxation du système à la température de service a pour conséquence que lors d'un arrêt et en l'absence de précontrainte initiale, ce système se trouve soumis à des réactions et contraintes résiduelles appelées '' Autocontraintes '' du système ( FIG 3-104 a & b ).
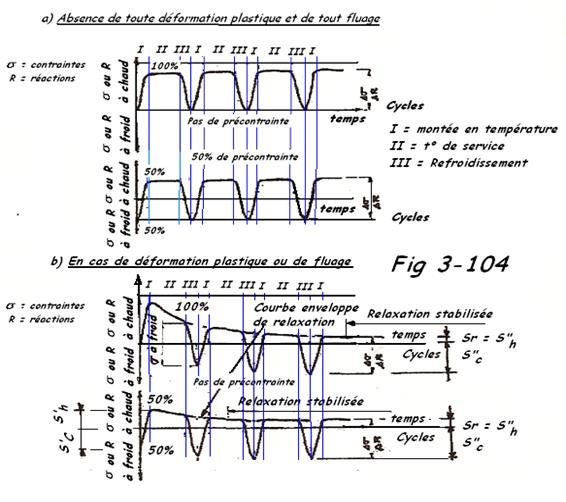
Il est à remarquer que des précontraintes de 100% ne sont pas à conseiller. Généralement, on adopte des précontraintes de 50% car l'exécution d'une précontrainte n'est pas chose facile à réaliser et il faut veiller à ce que celle-ci concorde au mieux avec les conditions de calcul et la cote imposée au plan par le projeteur.
5. Réalisation des précontraintes : Le plus difficile est sans doute d'empêcher la rotation des extrémités des tubes à assembler; c'est pourquoi il faut placer ces précontraintes dans les sections où le moment de flexion et surtout le moment de torsion sont les plus faibles. La technique la plus correcte pour réaliser une précontrainte consiste à monter la tuyauterie en prévoyant une manchette amovible ( longueur = précontrainte imposée ) dans la section prévue par le projeteur. Après montage complet de la tuyauterie, y compris le raccordement aux équipements, on enlève la manchette et les 2 extrémités des tubes sont rapprochées à l'aide d'un dispositif d'alignement actionné par des vérins par exemple pour les diamètres importants ou encore en utilisant des tiges filetées pour les petits diamètres. Lors de la mise en précontrainte, il faut veiller à ce que la tuyauterie soit supportée, sans introduction d'efforts parasites. La soudure peut alors être réalisée. Si celle-ci requiert un traitement thermique de détente ( 15Mo3, .... ) , le dispositif d'alignement doit être maintenu en place jusqu'au refroidissement complet. Les supports seront alors réglés sur les positions calculées avant précontrainte.
Dernière édition:





