


CHAPITRE 2 : CONTROLE DES TUYAUTERIES
2.1 RECEPTION DES TUBES CHEZ LE FABRICANT
Cette réception englobe les épreuves suivantes:
2.1.1 ESSAIS TECHNOLOGIQUES
Ils ont pour but de déceler les défauts macroscopiques internes et externes tels que :
- Pailles ( replis formant écailles à la surface interne ou externe du tube )
- Plissures
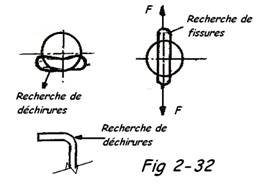
- Criques, fissures
- Doublures ( discontinuités linéaires parallèles a la peau du tube )
- Rainures, lignes d'étirage
- Inclusions, etc.
Ces essais permettent également d'apprécier la ductilité du métal. Parmi ces essais, on rencontre:
1. Les essais d'anneaux : Un anneau découpé dans le tube est soumis, suivant la valeur du diamètre et de l'épaisseur du tube :
- Soit un essai d'aplatissement
- Soit un essai d'évasement jusque la rupture
- Soit un essai de traction
2. Les collerettes : L'extrémité du tube est évasée et rabattue en forme de collerette.
3. Les essais de pliage
4. Les essais de cintrage: Réalisés à froid, réservés aux tubes de dn < 50.
Les critères de base pour l'interprétation d'un essai technologique, sont les suivants:
- L'essai est considéré comme non satisfaisant s'il relève un manque de ductilité du métal apparaissant sous forme de criques ou de fissures.
- L'essai est considéré comme nul, s'il met en évidence un défaut de surface inadmissible, où un défaut interne caractérisé ou une crique accidentelle due à une mauvaise préparation
- En ce qui concerne, plus particulièrement les essais d'anneaux. Sont à considérer comme non satisfaisants:
- Les anneaux cassés sans expansion
- Les anneaux casés sans contraction ou striction
- Les anneaux cassés avec textures hétérogènes ou lamellées
- Les anneaux cassés présentant les défauts ci-après: - Pailles, doublures, fissures, lignes d'étirage à angle aigu, inclusions allongées profondes, défauts de décarburation.
- Les anneaux présentant tout autre défaut systématique ou accidentel autre que ceux précités et dont la profondeur maximum est fixée à la norme ( ASME, DIN, . )
2.1.2 ESSAIS MECANIQUES( rappel : voir cours de RDM )
On distingue essentiellement:
- Les essais de traction
- Les essais de résilience ( cisaillement )
2.1.3 CONTROLES NON DESTRUCTIFS DES TUBES SOUDES
Les soudures sont auscultées par l'un ou l'autre des procédés CNDM suivants: Radiographie, Ultrasons, ressuage, magnaflux, courant de Foucault. Nous détaillerons ces procédés au § 2.2
2.1.4 RECEPTION FINALE DES TUBES
1. Examen dimensionnel: L'épaisseur de chaque tube est contrôlée aux 2 extrémités, à la tolérance minimum, en 4 points. Les diamètres de chaque tube sont également relevés à chaque extrémité, ainsi qu'au milieu aux tolérances mini et maxi.
Lorsqu'il est stipulé à la commande que les tubes sont à longueur fixe avec tolérances éventuelles, l'inspecteur doit s'assurer que les dimensions sont respectées.
Normes de référence: ASA B36.10, DIN 1626 , 1629, 2448, DIN 17175, .
Afin d'être conforme aux impositions légales en matière de réception des tubes et accessoires, ils doivent être commandés sur base de l'EN 10204 certificat 3.1 et le fabricant doit être agréée ISO par un organisme de contrôle issu de la C.E.
2. Examens interne et externe: Pour l'examen interne, tous les tubes seront contrôlés un par un, à
chaque extrémité du tube et ce à l'aide d'un éclairage approprié placé à l'autre extrémité du tube. Tous les tubes seront également examinés extérieurement. Ils seront éliminés s'ils présentent les défauts suivants.
- Défauts externes:
* Lignes d'étirage à angle aigu et profondes pouvant provoquer des déchirures au cintrage
Pailles de laminage profondes
Pailles en hélice ( généralement des replis à angle aigu sur grande longueur
( parfois sur tout l'étendue du tube )
* Empreintes profondes dans le tube
* Grelage systématique de la surface du tube sur une partie ou sur la totalité de la longueur du tube.
* Tubes avec coups ( non réparables )
* Tubes pliés et redressés formant une courte baïonnette
* Tubes ayant subi plusieurs décapages à l'acide et montrant des piqûres profondes ou des plages de dépression importante
* Tubes hors tolérances ( diamètre - épaisseur ). Lorsque les tubes présentent des ondes importantes, vérifier les dimensions et l'épaisseur, éventuellement par ultrasons.
* Tubes excentrés
- Défauts internes
* Pailles de laminage de tout genre
* Lignes d'étirage à angle aigu
* Lignes d'étirage profondes ( en dessous des tolérances sur épaisseur )
* Tubes broutés
* Tubes avec oxyde de fabrication ou de recuits successifs
* Tubes avec cavités
* Tubes grêlés de pickling
Dernière édition:





