


3.5 JOINTS D'ETANCHEITE POUR TUYAUTERIES
3.5.1 BUT PRINCIPAL DES JOINTS
C'est d'assurer une étanchéité statique entre deux brides fixes d'une tuyauterie renfermant un fluide quelconque, sous pression ou non, en réalisant une barrière physique bloquant tout chemin de fuite potentiel. Pour y arriver, le joint doit pouvoir être introduit et remplir toutes les irrégularités du plan de joint à étancher tout en étant suffisamment élastique pour résister à l'extrusion et au fluage dans les conditions de service normales.
L'étanchéité étant réalisée par l'action d'un effort sur la surface du joint, c'est donc la combinaison de la pression de contact entre joint et brides , ainsi que la densification du matériau composant le joint, qui évite que le fluide présent ne puisse s'échapper de l'assemblage.
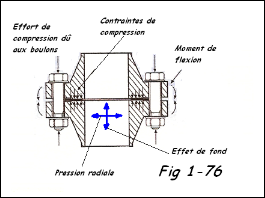
3.5.2 PRINCIPE
L'assemblage brides-joint est soumis à une compression entre les faces de brides, généralement appliquée par les boulons en charge. Afin d'assurer l'étanchéité en service, la pression doit demeurer suffisamment élevée sur la surface du joint pour éviter les fuites. Dans les conditions de service normales, la compression effective sur le joint sera diminuée par la pression interne tendant à séparer les brides. En outre, le joint sera soumis à un effort latéral appliqué par la pression interne du fluide tendant à extruder ( rupture ) le joint. Il faudra qu'il existe un certain frottement entre la face des brides et le joint. Il est généralement recommandé d'appliquer un facteur ≥ à 2 entre la compression initiale et celle exigée pour maintenir l'étanchéité.
3.5.3 CHOIX DU JOINT
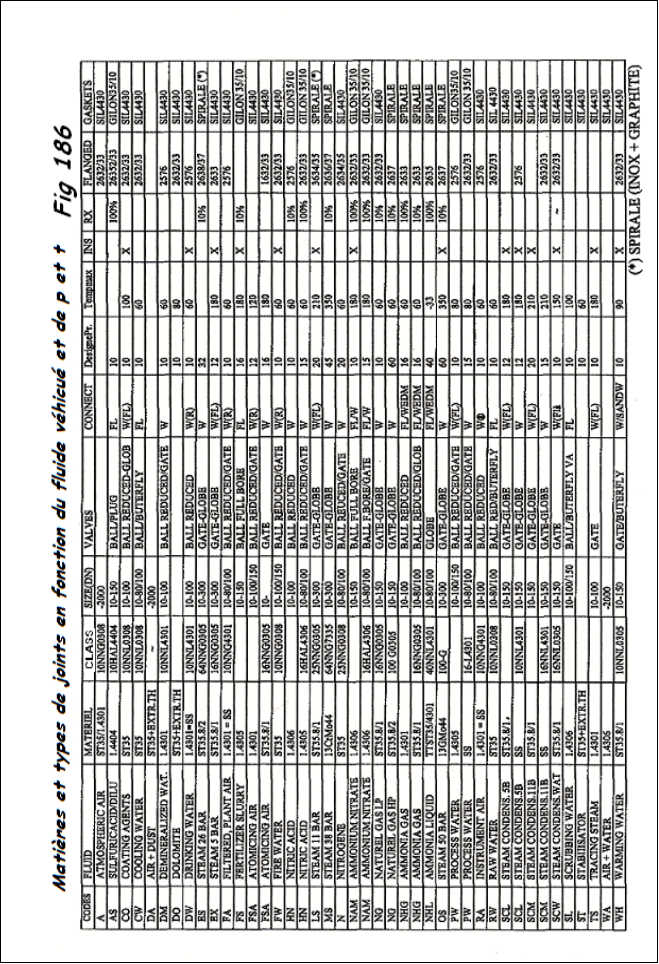
Il existe plusieurs catégories de joints, employés suivant la pression, la température, l'agressivité et la viscosité du fluide véhiculé dans la tuyauterie.
Les principaux joints sont :
- A base de fibres sans amiante : - Fibre aramide
- " de verre
- Laine minérale
- A base de fibres de carbone
- A base de caoutchouc
- Métalloplastiques
- Métalliques
Chaque matière peut avoir différents modes d'exécution tels que joints plats, ondulés, rainurés, à enveloppe, à incrustations, à enrobage, joints annulaires.
Le choix du joint dépend des facteurs suivants:
a) Dimensions de la surface d'appui
b) Pression ou vide dans la tuyauterie
c) Température du fluide
d) Nature, agressivité ou viscosité du fluide
e) Serrage permis dans l'assemblage
f) Mode de finition de la surface d'appui ( lisse, rainuré, encoches, .... )
g) Certains problèmes spéciaux dus à des cycles thermiques, vibrations, risques de contamination du fluide.
Plusieurs types de joints peuvent convenir pour un cas déterminé; le choix final dépendra du coût, de la durée de service, de l'expérience acquise avec d'autres joints semblables, de la facilité de remplacement.
Attention, les propriétés de l'étanchéité et la performance réalisée varient d'un fabricant à l'autre. En outre, ne pas oublier d'enlever correctement le vernis de protection des brides protégeant la face de pose des brides et cela sans griffer cette surface.
N'utilisez que des joints de bonnes qualités, en provenance d'un fabricant réputé et agréé, car le coût d'immobilisation d'une installation est très important, sans compter la sécurité.
3.5.4 CHOIX DES MATERIAUX
1. Caoutchouc naturel ( gomme ): Forme la matière de base d'un important groupe de compositions caractérisées par une très bonne résistance à l'allongement et à l'usure ( ne résiste pas aux huiles minérales ). Utilisés surtout pour l'eau froide et chaude, les huiles végétales, certains acides dilués.
2. Néoprène ( caoutchouc synthétique ): Résistant aux huiles minérales et graisses, acides dilués et solutions alcalines. Ne se dégrade pas sous l'action du soleil, ni aux conditions atmosphériques. Températures de - 40 à + 120°C.
3. Liège ( joints plats ): Coût peu élevé et adaptable aux surfaces imparfaitement planes, mais s'effrite très facilement. A cet effet, il vaut mieux employer le liège avec feuilles de textile intercalées. Température jusque 70°C. Résiste bien aux huiles et dissolvants, mais est attaqué par l'acide et un séjour prolongé dans l'eau.
4. Alliage Liège-Caoutchouc ( joints plats ): Composition d'élastomer ( caoutchouc synthétique ) et de liège granulé. Le caoutchouc contribue à la flexibilité et de ce fait à l'étanchéité de même qu'il permet un serrage plus important. Température de -30 à + 150°C. Employé surtout pour les huiles, l'eau, etc.
5. Amiante : Produit minéral, était à la base de plusieurs compositions pour la fabrication de joints dont la forme qui était la plus employée était le silicate de magnésie hydraté. Il résistait très bien à la chaleur. La législation actuelle interdit l'utilisation de l'amiante dans les joints ( et autres pièces ).
Remarque :Lorsqu'il s'est agit de remplacer l'amiante dans les joints d'étanchéité statique, dit AEC, la première idée est de s'orienter vers les fibres de substitution à base d'aramide ou de silicates, fibres disponibles sur le marché. Dès le début des années 1990, il est apparu que ces nouveaux matériaux sans amiante avaient des performances inférieures à celles des AEC, à tel point que lors d'essais réalisés en laboratoire, des joints à base d'aramide ont été détruits sous l'effet combiné de la contrainte et de la température.
Les conditions fixées pour le remplacement de l'AEC étant l'universalité et la tolérance vis-à -vis des conditions de mise en oevre sur site, nous pouvons affirmer que ce remplacement ne peut pas se faire par un seul et unique matériau.
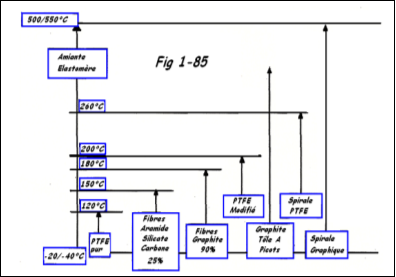
6.Fibres sans amiante :
a) Fibre aramide ( organique ) : Bonne stabilité dimensionnelle sans être cassante, très coûteuse, difficile à mettre en oeuvre si l'on souhaite un pourcentage élevé dans le joint.
Température max: 400°C ( 180°C pour la vapeur ), pression max. 100 barg , mais jamais les deux en même temps. Employée pour la vapeur, air, huiles, gaz et eau.
b) Fibre de verre ( anorganique ) : Résistance à la traction élevée bien que pouvant être cassante.
Coût inférieur à la fibre aramide. Difficile à lier au caoutchouc. Possibilité d'obtenir un pourcentage de fibres plus élevé dans le produit fini qu'avec les fibres aramides. Température max. 430°C ( 230°C pour la vapeur ), pression max. 100 barg ( jamais les deux en même temps ). Employée pour vapeur, air, huiles, gaz, eau potable, .... )
c) Fibre de carbone : Température max. 450°C ( 290°C pour la vapeur), pression max. 130°C ( jamais les deux en même temps ). Employée pour vapeur, huiles, produits chimiques,..... )
7. Graphite flexible laminé : Composé de 99,9% de carbone, possède une structure moléculaire expansée par un traitement à haute température. Par calandage en plusieurs étapes, on obtient des feuilles minces ( ï‚£ 1 mm ) de graphite flexible sans ajout de liant, suivi d'un laminage en feuilles plus épaisses avec ou sans insertion métallique ou insertion dans des joints spiralés ( agent de remplissage ). Insertion d'acier inoxydable ( AISI 316 ) ou d' aluminium. Ces joints offrent une compressibilité élevée avec une excellente résistance au fluage et aux agents chimiques ( sauf fluides chimiques hautement oxydants, métaux alcalins fondus, .... ). Ils ne vieillissent pas et résistent à des pressions max de 500 barg et des températures jusque + 500°C en atmosphère oxydante ( 400°C pour la vapeur ). Contrainte de serrage max. admissible = 150 N/mm² jusque 500°C.
8. Carton et papier : Souvent employés avec un imprégnant, huiles, benzol, ou autres.Température jusqu'à 120°C. le prix coutant en fait un joint bon marché, employé surtout en construction mécanique( réducteur, boîte de vitesse, .... ) et petites conduites de produits pétroliers.
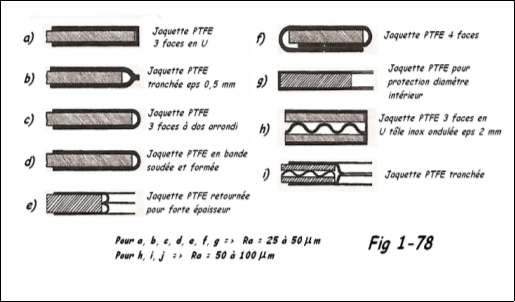
9. Matières plastiques : La matière la plus employée est le polytétrafluoréthylène, mieux connu sous les abréviations PTFE. Grande inertie chimique et résistant à des températures < à 180°C ( en fonction de la pression ). Grande résistance à la corrosion et à l'humidité, souvent utilisé comme isolant électrique. Généralement utilisé dans l' industrie chimique et alimentaire en vertu de ses propriétés: pas d'odeur ni de goût et non contaminable.
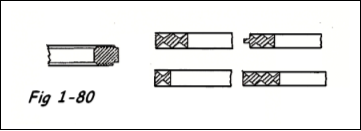
10. Joints métalloplastiques :
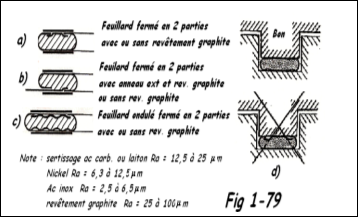
Joint comprenant une mince feuille d'acier recouvrant un matériau de remplissage à base de fibres sans amiante, ou de graphite. L'enveloppe peut soit recouvrir entièrement le noyau, soit être ouverte du côté éloigné de l'application de serrage.
Emploi divers: eau chaude, hydrocarbures, solutions alcalines, vapeur, etc ......
11. Métal rainuré
Peut être exécuté en divers métaux et adapté aux surfaces non circulaires. Les rainures concentriques tendent à augmenter la tension d'appui et les espaces intermédiaires peuvent être complétés par des cordes en fibre de carbone, par exemple. Emplois : joints de portes et de trou d'homme pour chaudières et réservoirs à basse ou moyenne pression.
12. Joint spiralé:
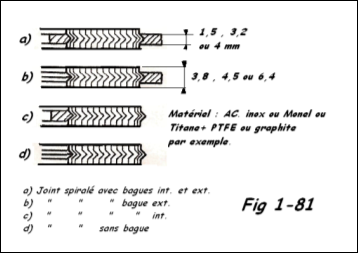
Le principal avantage de ce joint réside dans le fait que la tension d'appui peut être réglée pendant que le joint est sous pression et ainsi les variations thermiques, les vibrations, etc. peuvent être reprises sans trop de difficultés. Ce joint est composé d'une matière de remplissage ( fibre sans amiante ) contenue entre une série de spirales métalliques en fonction du remplissage. Parfois, on renforce le degré de compression permis en retenant la spirale soit par un anneau extérieur ( anneau de centrage ),soit par un anneau intérieur ( anneau renfort ) ou encore intérieur et extérieur ( ex: pour l' NH3 liquide ). Il faut également tenir compte de la variation de l'épaisseur avec la compression.
Epaisseur nominale Epaisseur comprimée
3,2 mm 2,4 mm
4,5 3,2 à 3,4
6,4 4,6 à 4,8
Emploi: vapeur à haute pression et température, eau alimentaire, NH3 liquide, air chaud, gaz, etc température jusque 550°C.
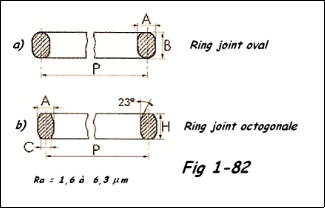
13 Joints métalliques : De formes diverses, mais les plus courantes sont : le rond, l'ovale et l'orthogonale. Les métaux les plus employés dans l'industrie chimique sont : l'acier, l'inoxydable, le monel , le titane. La tension de serrage est toujours très élevée en comparaison avec d'autres types de joint et, de ce fait, on tend à localiser la charge sur une faible surface de contact. Dans le cas du joint lenticulaires, le contact est quasi ponctuel. Emploi : vapeur, eau, UREE, .. A très hautes pression et température .
Remarque : - Il existe évidemment, dans la pratique d'autres types de joints. Nous n'avons fait que reprendre les plus importants. En cas de nécessité, il y a toujours lieu de prendre contact avec une firme spécialisée ( S.A KLINGER-MARCHAL Bruxelles par exemple )
En annexe, le lecteur trouvera quelques tableaux de dimensionnement des joints suivant DIN ou EN 1514.
14. Remarque : Il faut noter que les fournisseurs, conscients des limites des fibres de
substitution à l'amiante (AEC), assujettissent leurs documentations techniques de courbes pression (température, fonction de l'épaisseur du joint et parfois du fluide véhiculé), ce qui est bien loin de l'universalité d'emploi recherchée!
3.5.5 PRINCIPALES NORMES DES JOINTS
1. Normes DIN :
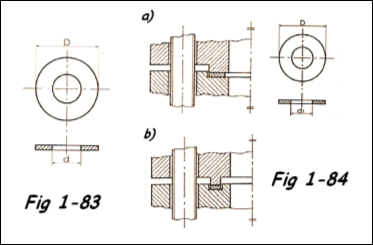
DIN 2505/90 : Calculs des raccordements à brides DIN 2690/66 : Joints plats pour brides à portée d'étanchéité plate PN1 à 40 bar Fig 1-83
DIN 2691/71 : Joints plats pour brides à emboîtement simple PN 10 à PN 160 Fig 1-84a
DIN 2692/66 : Joints plats pour brides à emboîtement double PN 10 à PN 100 Fig 1-84b.
2. Normes Nord-américaine ASME
Ce sont des normes très utilisées en Europe, dans les industries chimiques et pétrochimiques. On trouve l'ASME ( ASA ) B16-20 : Joints métalliques, joints annulaires.
ASME ( ASA ) B16-21 : Joints non métalliques
ASME ( ASA ) B16-5 : Joints plats class 300 à 900
ASME ( ASA ) B16-47 : Joints spiralés
3. Normes européennes
EN 1591-1 : Calculs des assemblages boulonnés à brides circulaires avec joint
EN 1591-2 : idem - Valeurs des paramètres des joints
EN 1514 1 à 7 : Dimensions des joints
Ces normes peuvent être obtenues en français auprès de la NBN à Bruxelles.
Remarques : Les normes DIN 2690 à 2692 ont été remplacées par la norme EN 1514 1 à 7 en apportant quelques modifications. Les dimensions pour DN 4, 6 , 8 et 175 ne sont plus normalisées et prend en compte les dimensions pour DN 60.
- DIN 2690 dont les dimensions sont en partie modifiées pour PN 2,5, 6 et 40 et ne sont plus définies que jusqu'à DN 600 et pour PN 10, 16 et 25 jusque DN 2000.
- Les joints plats avec trou pour vis sont pris en compte
- Les matériaux ne sont donnés qu'à titre indicatif.
- Les diverses exécutions des joints plats sont décrites.
- Pour les joints plats à emboîtement mâle/femelle selon DIN 2691 et à épaulement suivant DIN 2692, les dimensions ne sont plus définies que pour PN 10 et PN 40, pour les diamètres DN 10 à DN 1000 ( mais jusque DN 600 pour PN 40 ), les dimensions ont été en partie modifiées.
Attention donc, surtout en présence d'anciens assemblages. Nous donnons, en annexe, quelques tableaux de dimensionnement des joints courants.
Dernière édition:





