Voici les premiers paragraphes du chapitre 7 de l’ouvrage sur le soudage de Jean MATON sur le soudage par résistance. On y trouvera les généralités du soudage par résistance, la partie spécifique au soudage par points, le soudage à la molette,le soudage par résistance par bossage, le soudage par résistance en bout, par étincelage, à haute fréquence, par faisceau d’éléctrons, soudage au laser.
Le premier chapitre ci-après concerne le soudage par résistance et ses généralités. Il fait suite au cours sur le soudage aluminothermique du Chapitre 6. Le sommaire complet se trouve ici
Commençons:
CHAPITRE 7 : PROCEDES SPECIAUX DE SOUDAGE
7.1 SOUDAGE PAR RESISTANCE
7.1.1 Introduction
Le soudage par résistance ou « Resistance Welding => RW » est un procédé général regroupant quelque 20 procédés selon l’ISO 4063 tels que:
- Procédé n° 21 => Soudage par résistance par points
- Procédé n° 22 => Soudage à la molette ou au galet
- Procédé n° 23 => Soudage par bossage
- Procédé n° 24 => Soudage par étincelage
- Procédé n° 25 => Soudage en bout par résistance pure
- Procédé n° 26 => Soudage par résistance des goujons
- Procédé n° 27 => Soudage par résistance à haute fréquence
- Procédé n° 29 => Autres procédés de soudage
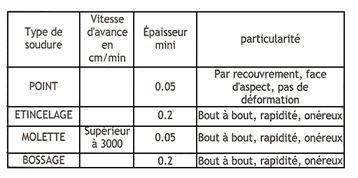
Les procédés les plus usuels sont les numéros 21, 22, 23, 24 et 27 que nous étudierons ci-après.
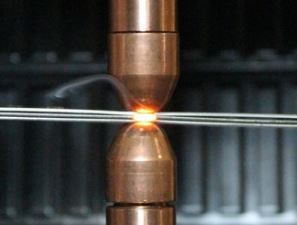
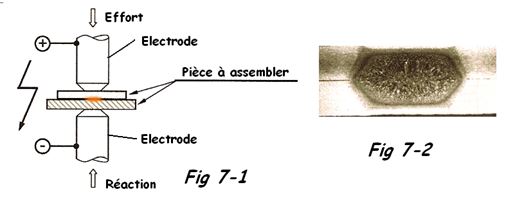
7.1.2 Principe des procédés de soudage par points
Ils permettent le soudage sans métal d’apport (soudage autogène) des pièces à assembler par recouvrement ou bout à bout, en utilisant les effets conjugués d’une pression mécanique et un courant électrique de forte intensité (1000 à 100000 A) pour une tension comprise entre 1 et 30 V, provoquant une forte élévation de température par » Effet Joule » dans la zone de positionnement des électrodes en cuivre ou en alliages de cuivre. Le cuivre étant un métal très bon conducteur de l’électricité et de la chaleur, ce qui permet de moins chauffer la zone de contact et ainsi d’éviter la fusion.
Le soudage par résistance est donc une technique qui est dépendante de la résistivité (résistance électrique) des matières, de l’épaisseur totale de l’assemblage (< 10 mm), mais aussi du diamètre des électrodes. Cette technique bénéficie d’un important savoir faire, ainsi que d’une productivité incomparable pour sa zone d’activité. A titre d’exemple, il faut savoir qu’une caisse d’automobile est assemblée à plus de 80 % avec des points soudés soit plus de 5000 points de soudure. Rappels d’électricité: Loi de Joule : Lorsqu’un courant électrique parcourt un conducteur, la quantité de chaleur est proportionnelle au carré de l’intensité du courant et au temps. W (Joules => J) = R (Ohm => O) x I² (Ampères => A) x t (secondes => s)
R = résistance d’un conducteur proportionnelle à sa longueur, inversement proportionnelle à sa longueur et fonction du matériau constitutif de l’âme du conducteur.
7.1.3 Avantages et inconvénients
1- Avantages
- Permet l’obtention d’une soudure de bel aspect et de haute qualité
- Pas de déformation des pièces soudées
- Assure la continuité métallique et l’étanchéité
- Soudage rapide ( de 5 ms à 3 s ) soudage efficace et peu polluant
- Soudage autogène
- Ne produit pas d’arc lumineux éblouissant
- Permet de souder deux tôles ayant des caractéristiques différentes de composition ou de revêtement et d’épaisseur différente.
2- Inconvénients
- Réalise un assemblage par recouvrement
- L’épaisseur des pièces à souder est fonction des capacités de la machine
- Procédé ne pouvant réaliser qu’un seul type de soudage, il reste encore très cher et ses applications restent encore très limitées
- Le contrôle des pièces soudées restent encore difficile.
N.B :
a) Les principaux défauts rencontrés sont :
- Les soudures collées
- Projection de métal en fusion (étincelles)
- Usure anormale des électrodes
b) Domaines d’application :
Industries automobiles, électroniques, électroménagers, micro-soudage, etc …..
7.1.4 Contrôles spécifiques du soudage par résistance
1. Les contrôles du soudage : Les contrôles visuels
Etat de composant :
Pour les connecteurs : broches non pliées, présence des lamelles, émail non écaillé, silicone pas brûlé.
Pour le SVH : pas de déformation de la gorge du joint, filetage non endommagé
Pour le schrader : trou intérieur pas déformé, filet non endommagé
2. Les contrôles non destructifs (non exhaustif)
– Les contrôles visuels :
Etat du composant : bourrelet de soudure, ZAT, projections
-Autres contrôles non-destructif :
Dimensionnel, contrôle par ressuage (étanchéité), contrôle d’étanchéité à l’eau savonneuse (et pression), contrôle par chute de pression, contrôle d’étanchéité à l’Hélium, diélectrique pour les connecteurs de puissance.
3. Les contrôles destructifs : (non exhaustif)
– Coupe macrographique, test d’arrachement (déboutonnage), ou de cisaillement, test de résistance mécanique par éclatement à l’eau, filiation de dureté.
Voir aussi le cours sur le soudage par aluminothermie du Chapitre 6, le suivant qui parle du soudage par point ou le sommaire complet qui se trouve ici
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…