
Enfin la suite du cours sur les soudage en bout, à haute fréquence et étincelage , ou voir le sommaire de l’ouvrage complet
7.2 LE SOUDAGE PAR FAISCEAU D’ELECTRONS (Procédé n° 76)
- 7.2.1 Technologie
- 7.2.2 Principe du canon à électrons (Fig 7-31)
- 7.2.3 Paramètres de soudage
- 7.2.4 Préparation et défauts de soudage
- 7.2.5 Avantages et inconvénients
- 7.2.6 Applications
- 7.2.7 Hygiène et sécurité
7.2 LE SOUDAGE PAR FAISCEAU D’ELECTRONS (Procédé n° 76)
Egalement appelé soudage par bombardement d’électrons ou encore Electron Beam Welding (EBW), il a été inventé en 1949.
7.2.1 Technologie
Le soudage par faisceau d’électrons est un procédé de soudage par fusion, utilisant l’interaction d’un faisceau d’électrons avec des pièces à assembler où la chaleur est générée par l’impact d’électrons émis et accélérés par un canon à électrons. L’émission, l’accélération et le trajet des électrons se fait sous vide. C’est un procédé qui est généralement automatisé, du fait de l’environnement nécessaire à la génération du faisceau d’électrons. Il permet l’assemblage de tôles d’acier de quelques 0,001 à 300 mm d’épaisseur en une seule passe.
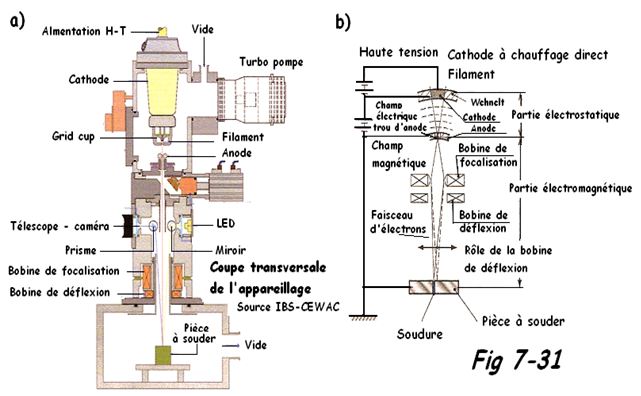
7.2.2 Principe du canon à électrons (Fig 7-31)
L’équipement générateur de faisceau est très proche, dans le principe, d’un tube cathodique pour téléviseur. L’émetteur est un système cathode-anode porté à un très haut potentiel dans un vide poussé (10-6 mbar).
a) La cathode : Elle peut être en tungstène, en tantale ou Lab6. Elle est chauffée par effet Joule(intensité de 10 à 500 mA , tension de 10 à 150 kV, puissance de 3 à 500 kW). L’effet thermoïonique crée, à haute température (1200 à 2400°C selon la nature de la cathode), un nuage d’électrons à sa surface. La cathode et le filament sont les seuls éléments d’usure du canon.
b) Le Wehnet ou Grid-cup : Il est polarisé négativement et joue le rôle de grille en même temps que celui du conformateur du champ électrique. Ce champ accélère les électrons qui sortent de l’anode en faisceau (vitesse comprise entre 50 et 200000 km/s)
c) Les lentilles magnétiques : Elles focalisent le faisceau au voisinage du joint à souder.
d) La déflexion : Réalisée par champ magnétique est parfois utilisée pour diriger le faisceau ou charger la zone d’impact. Les bobines placées près de la lentille permettent de faire vibrer le faisceau avec des fréquences variant entre quelques Hertz à 10 kHz.
N.B :
- Le soudage peut être réalisé sous protection gazeuse, au même titre que les autres procédés conventionnels.
- Du métal d’apport peut être ajouté si nécessaire. Impact sur le matériaux : Grâce à la densité élevée d’énergie, le métal de la pièce fond localement en s’évaporant partiellement.
Il y a apparition du phénomène du trou de serrure qui permet au faisceau d’électrons de s’introduire de plus en plus loin dans l’épaisseur du métal. La plupart du temps, le canon à électrons est fixe ou peut se déplacer linéairement dans un seul sens. Mais pour les pièces, il existe des tables XY, des manipulateurs rotatifs, etc …, de telle sorte que la pièce peut être placée dans toutes les positions possible pour être soudée.
7.2.3 Paramètres de soudage
Les plus importants sont :
- La puissance : La tension (énergie cinétique, vitesse des électrons) et l’intensité de soudage
(quantités d’électrons) quand le courant de soudage augmente, la quantité d’électrons par secondes augmentent, la pénétration augmente ainsi que lorsque la différence de potentiel augmente (valeurs de 30 à 150 kV pour un courant de soudage de 1 mA à 1A). - La vitesse de soudage : (vitesse relative du faisceau par rapport à la pièce m/min). Lorsque cette vitesse augmente, la pénétration diminue.
- Focalisation du faisceau : Lorsque le foyer du faisceau est au-dessus du bain, la pénétration est peu profonde. Lorsque le foyer du faisceau est en dessous du bain, on a un bain en forme de V.
- Déflexion et vibrations : Forme, amplitude, fréquence et direction.
- Pression de travail : (Pour l’enceinte et le canon à électrons). – de 10-3 à 10-6 mbar = pureté maximale, grande précision et un rapport hauteur/largeur de soudure plus élevé.
- de 10-1 à 10-3 mbar = faisceau plus dispersé (utilisé pour le soudage de l’aluminium ou des applications dans l’industrie automobile).
La préparation des N.B : Le soudage peut également être réalisé sans vide, mais il faut que la distance entre le canon à électrons et la pièce soit faible.
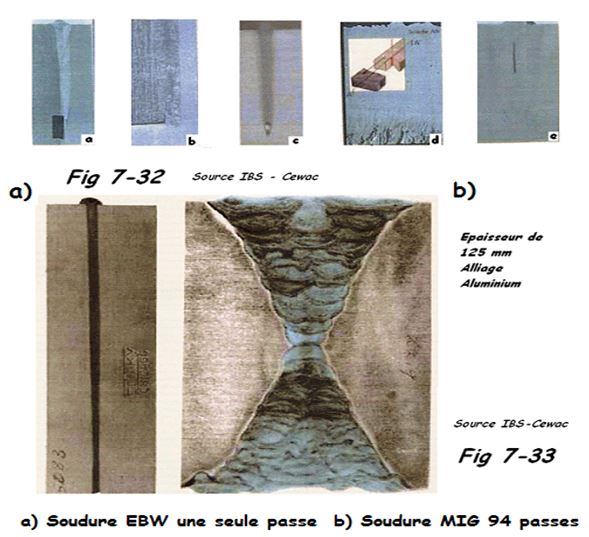
7.2.4 Préparation et défauts de soudage (Fig 7-32 § 33)
La préparation des bords à souder doit avoir des exigences très poussées, telles que parallélisme des bords (Fig 7-32b), aucunes impuretés de tâche de graisse (temps de création du vide trop important). Les pièces doivent être démagnétisées. Attention de ne pas laisser d’outils ou de morceaux de métal dans l’enceinte de soudage, sinon il y aura déviation du faisceau d’électrons (Fig 7-32a – déviation par magnétisme). On peut avoir le choix de travailler :
- En pleine pénétration => aspect moins esthétique, surépaisseur, effondrement ou morsures mais moins de risques de porosités.
- Pas de pleine pénétration => risque de poche de gaz emprisonnée à la racine de la soudure (porosités) Fig 7-32c ou encore profondeur irrégulière de pénétration (Fig 7-32d – Doigt de gant), mais ce type de joint à toujours un bel aspect extérieur. Néanmoins, il y a toujours le risque d’obtenir des fissures verticales ou à chaud (Fig 7-32e).
7.2.5 Avantages et inconvénients
1. Avantages
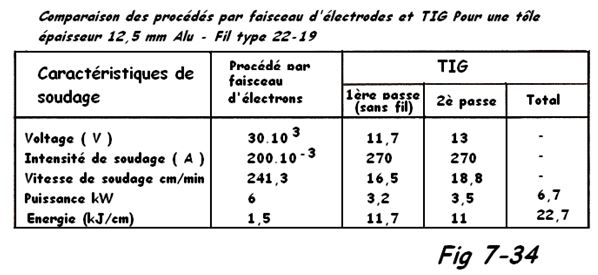
Pénétration importante, permet le soudage en une passe de forte épaisseur. La Fig 7-33 compare une soudure bout à bout EBW à une soudure en X par le procédé MIG en 94 passes;
- Qualité exceptionnelle, pas de contamination du bain de fusion par fusion par oxydation et inclusion.
- Permet le soudage de pièces dans des endroits difficilement accessibles (ex. un anneau peut être soudé en une seule passe, côté supérieur et côté inférieur)
- Peut d’apport calorifique, ZAT très étroite
- Déformations minimales, faible retrait mécanique
- Grande vitesse de soudage jusqu’à 15 m/min
- Soudage des assemblages hétérogènes y compris soudage des métaux difficiles à assembler
- Fiabilité et répétabilité parfaites des soudures d’une pièce à l’autre sans intervention d’un opérateur.
- Pas de fumées, pas de poussières, protection complète contre les rayonnements dangereux.
2. Inconvénients
- Coût élevé de l’équipement selon la puissance variable jusque 150000 € voir plus.
- L’investissement dans cette technique doit être justifié par le soudage de grandes séries ou le soudage de produits à haute valeur ajoutée.
- Dispositif à vide nécessaire et temps pour le faire
- Extrême précision de la préparation des bords à assembler
- Dimensions importantes de l’enceinte sous vide
- Sensible au magnétisme
- Matériaux magnétiques en permanence non soudables
- Le rapport h/L et le fait de ne pas avoir de métal d’apport augmentent le risque de fissuration
- Distance limitée dans le non vide
7.2.6 Applications
- Automobile : Boîte de vitesse, embrayage, ailettes de turbine sur moyeux
- Aéronautique : Flotteurs, corps de vanne, filtres, arbres, girouettes, pièces de structure,supports moteurs, accumulateurs de pression, pièces moteurs
- Spatial : Filtres, vérins, cadres miroirs, allumeurs, piquages, tuyauteries, pièces de satellites, blindages.
- Médical : Prothèse osseuses, instrumentation chirurgicale, lunetterie
- Nucléaire, off-shore
- Tout composant mécanique exigeant des déformations très faibles ou en matériaux difficiles à souder.
7.2.7 Hygiène et sécurité
- Emission de rayons X, mais ils sont normalement absorbés par les parois de la chambre à vide
- Haut voltage
- Dispositifs de sécurité contre les enfermements de l’opérateur pour les grandes chambres.
Enfin la suite du cours sur les soudage en bout, à haute fréquence et étincelage , voir le suivant sur le soudage laser ou voir le sommaire de l’ouvrage complet
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







