
Voici le chapitre suivant sur LE SOUDAGE AU LASER (Procédé n° 751) qui suit le cours sur le soudage par faisceau d’électrons . Le sommaire de l’ouvrage de JEAN MATON .
- 7.3.1 Généralités
- 7.3.2 Principe physique du Laser
- 7.3.3 Caractéristiques du faisceau Laser
- 7.3.4 Le soudage Laser
- 7.3.5 Avantages du soudage Laser
- 7.3.6 Soudabilité de couples de matériaux
- 7.3.7 Configuration possibles des soudures
7.3 LE SOUDAGE AU LASER (Procédé n° 751)
7.3.1 Généralités
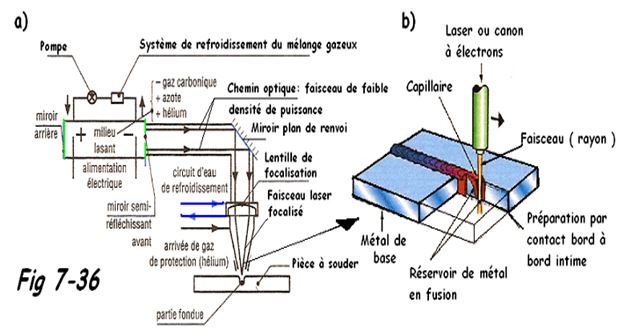
Laser signifie » Light Amplification by Simulated Emission of Radiation « , c’est le terme donné par Richard Gordon Gould à cette invention. En français cela signifie » Amplification de la lumière par émission simultanée de rayonnement « . C’est une invention qui a été élaborée de 1917 à nos jours, toujours plus complexe d’années en années. Ce procédé présente une certaine analogie avec le soudage par bombardement électronique (rappel voir § 7.3). Il utilise un faisceau concentré de lumière monochromatique cohérente, dont la puissance spécifique peut atteindre 1 mégawatt/cm² (MW/cm²)ce qui permet de n’avoir qu’une faible zone altérée par la chaleur, tout en disposant d’une grande quantité de cette chaleur associée à une vitesse de refroidissent importante. Le diamètre du faisceau Laser varie de 0,2 à 13 mm, mais ce sont les diamètres les plus faibles qui sont utilisés pour le soudage. La profondeur de pénétration est proportionnelle à la puissance mise en œuvre et dépend aussi de la position du point focal. La puissance maximale est obtenue lorsque le point focal est située un peu au-dessous de la pièce à souder.

La puissance par unité de surface du faisceau (intensitéénergétique ) est donnée par la relation :
E (Wtt/m²) = Flux énergétique (Watt) / surface (m²)
Le faisceau peut être transmis à plusieurs mètres sans être affaibli par la distance et il est possible de le dévier, à l’aide de miroirs, vers les joints à souder d’accès difficiles.
7.3.2 Principe physique du Laser
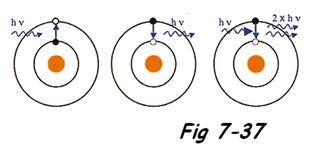
Le principe physique utilisé dans les Lasers est l’émission simultanée (ou émission induite). Ce principe est issu de la physique quantique et a été décrit la première fois par Albert Einstein en 1917 dans un article intitulé « Sur la théorie quantique du rayonnement ». L’émission stimulée est apparentée à deux autres phénomènes tels que l’absorption et l’émission spontanées. Le principe physique du Laser repose donc sur trois phénomènes physiques qui décrivent l’interaction d’un atome avec la lumière.
- L’absorption : Un atome qui reçoit un photon de longueur d’onde adéquate, peut l’absorber. Il est alors dans « n état excité ».
- L’émission spontanée : L’atome excité peut revenir à son état initial, appelé » état fondamental « en laissant partir un photon de même longueur d’onde que celui qu’il a absorbé pour passer à l’état excité.
- L’émission stimulée : Lorsqu’un atome reçoit un photon dont la longueur d’onde aurait permis de l’exciter s’il avait été dans son état fondamental, ce photon peut déclencher ou stimuler la désexcitation de l’atome. L’atome va alors émettre un deuxième photon, de même longueur d’onde que celui qu’il a reçu, amis aussi dans la même direction et avec la même phase que le premier. L’atome excité joue alors le rôle de « photocopieuse à photons ».
1. L’effet Laser : Imaginons que l’on utilise deux photons identiques issus de l’émission stimulée pour exciter deux autres atomes, on obtiendra quatre photons dans le même état et ainsi de suite par effet cascade => c’est l’effet Laser. Les photons émis constituent une « onde électromagnétique » ayant une fréquence propre. Ainsi, on peut obtenir un rayon Laser lumineux (dans le spectre visible), mais également des rayons micro-ondes, infrarouges, ultraviolets ou rayons X. Ainsi donc, dans l’effet Laser il y a eu amplification de l’intensité lumineuse et tous les photons sont dans le même état (direction, fréquence, polarisation phases), on parle alors de lumière cohérente qui est la caractéristique même du Laser. Comme la fréquence de l’onde lumineuse correspond à une couleur (dans le spectre visible), on obtient un rayon très directionnel d’une couleur unique très pure. Cette couleur dépend de l’atome de base que l’on a utilisé, car la fréquence de la lumière émise est fonction de la distance entre deux niveaux d’énergie entre lesquels les électrons « sautent ».
2. Fonctionnement du Laser : Un Laser est composé de quatre organes principaux :
- Le milieu actif : Composé des atomes que l’on va venir exciter (ou pomper). Ce milieu pouvant être solide, liquide ou gazeux .
- Une source de pompage : permettant l’excitation des atomes du milieu actif en injectant de l’énergie. Cette source peut être d’origine électrique ou lumineuse (ex. un autre Laser).
- Un miroir : Réfléchissant tous les photons incidents.
- Un miroir semi-réfléchissant : Laissant passer entre 1 et 10% de photons incidents et réfléchissant le reste du rayonnement.
7.3.3 Caractéristiques du faisceau Laser
Nous savons que le Laser n’émet que selon une longueur d’onde qui dépend de la nature du milieu émetteur. La longueur d’onde est importante car l’absorption des matériaux varie selon la valeur de celle-ci. Certains matériaux se travaillent mieux avec un Laser plutôt qu’un autre. Le faisceau Laser n’émet que dans une seule direction, contrairement à une source lumineuse.
A titre d’exemple, à 2 mrad un faisceau Laser voit son diamètre augmenter de 2 mm par mètre de propagation. Le mode » transverse » caractérise la répartition selon une coupe transversale au faisceau. Un faisceau Laser de qualité optique parfaite aura une répartition dit TEM00 ou TEM » Transverse Electric Magnétic « . Cette répartition est souvent dite » Gaussienne « . On trouve souvent des Laser fonctionnant avec un mode TEM01.
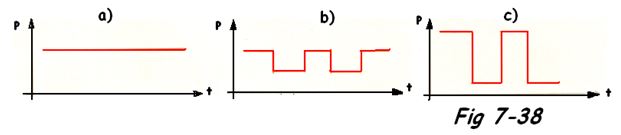
Selon l’application, on utilise un Laser à mode continu ou à mode pulsé voir même super-pulsée.
- Emission continue (Fig 7-38a) : L’émission de puissance est constante dans le temps. Elle est, au plus, égale à la puissance maximale du Laser.

Emission continue - Emission pulsée (Fig 7-38b) : L’émission est discontinue, lors de chaque impulsion, la puissance ne peut dépasser la puissance maximale du laser en continu.
- Emission super-pulsée (Fig 7-38c) : L’émission est également discontinue, mais lors de chaque impulsion, la puissance crête peut être supérieure à la puissance maximale du Laser en continu.
Le mode pulsé sera utilisé avec des impulsions de l’ordre de la milliseconde pour le soudage des matériaux fins (ex. lames de rasoir). Le mode continu sera préféré par les matériaux épais et pour les soudures des aciers inoxydables type 316L ou 304L sensibles à la fissuration.
7.3.4 Le soudage Laser
1. Principe de soudage
Durant l’opération de soudage à l’aide d’un procédé à haute densité d’énergie, la concentration énergétique sur la pièce est suffisamment intense pour vaporiser le métal se trouvant sous le faisceau sur lequel le faisceau va se concentrer grâce au système d’optique.
Après focalisation, son éclairement peut atteindre 108 W/cm² à 109 W/cm². Il suffit de quelques microsecondes pour obtenir la fusion et la vaporisation du matériau à souder.
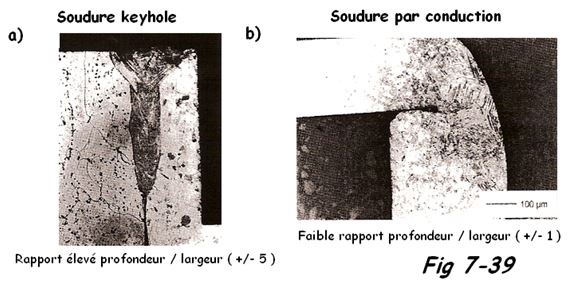
Il est possible de souder au Laser selon deux modes : – Mode conduction (Fig 7-39b) ou en trou de serrure (Keyhole) Fig 7-39a. Le soudage par conduction s’effectue à l’état liquide. Le soudage par trou de serrure, quant à lui, implique la vaporisation du métal et demande donc une quantité d’énergie supérieure au mode par conduction.
A l’heure actuelle, plusieurs sources Laser sont proposées par les fournisseurs. Les sources les plus courantes sont celles à diodes CO2 ,Nd – YAG à barreau ou encore Laser hybride. Plus récemment les sources à fibres et YD – YAG à disques.
2. Laser à CO2 : Le milieu actif est généralement un mélange de gaz différents (CO2 , N2 , H2 , He).
Ces Laser peuvent fournir de fortes puissances (plusieurs centaines de kW et jusque 1 GW/cm² avec des systèmes amplificateurs. Ces Laser sont utilisés en soudure, découpe, en chirurgie. Les Laser CO2 fournissent un rayon ayant une longueur d’onde de 10,6 µm (milieu infrarouge), le rayon n’est donc pas visible à l’œil nu et donc très dangereux. Le transport du faisceau est réalisé par miroirs. La masse d’un Laser à CO2 peut atteindre plusieurs tonnes pour de fortes puissances.
3. Le Laser Nd – YAG : Le milieu actif est un solide, plus précisément (Neodymium-dopet Ythrium Aluminium Garnet). La source de pompage est généralement une lampe flash (stroboscope) contenant du Xénon ou du krypton. Les tubes flashs laissent actuellement leur place à des DEL de forte puissance
fournissant des flashs lumineux puissants au milieu actif pour exciter les atomes. Le rayon obtenu se situe à 1065 nanomètres (infrarouge), donc invisible à l’œil nu (spectre visible est entre 400 et 700 nanomètres). La puissance maximale est d’environ 5 kW en régime continu et 25 kW en régime pulsé. Le gros avantage de ce Laser est que le rayon produit peut être très facilement transportable par fibres optiques, à cause de sa longueur d’onde. Ils sont utilisés en ophtalmologie, en médecine et bien entendu en soudage, découpage, etc… La fréquence de l’onde lumineuse peut être doublée pour fournir un rayon Laser dans le spectre visible de couleur verte (532 nanomètres). La mase d’un Laser Nd-YAG est de plusieurs centaines de kilogrammes.
4. Laser hybride : Il combine le soudage Laser avec la technique du soudage à l’arc (ex. MIG-MAG). Cette combinaison permet une grande souplesse de positionnement des pièces, car le soudage à l’arc apporte du métal en fusion pour remplir le joint et l’usage du Laser augmente la vitesse de travail par rapport à ce qu’il est possible avec le seul système à l’arc, les déformations induites sont faibles et la qualité de la soudure est ainsi améliorée. On réalise très souvent des soudures sans préparation de joints.
5. Gaz de protection : En soudage au Laser, on utilise des gaz pour trois raisons :
- La protection des composants optiques (par jet d’air propre)
- La suppression du plasma
- L’amélioration de la qualité des joints (contrôle de l’oxydation, des porosités, etc …
La nature du gaz de projection influe sur la formation du plasma et par conséquent sur les performances du procédé. L’interaction entre gaz de projection, les vapeurs métalliques et le faisceau Laser. En général, les gaz de protection utilisés sont des gaz inertes (Ar, He), l’argon étant le plus couramment utilisé, car moins cher que l’hélium. Dans certains cas, on utilise l’azote à cause de son prix très bas, le profil étroit du joint et un temps de solidification très court (une fraction de seconde) empêche le fer de réagir significativement avec l’azote. Pour de nombreuses applications, aucun gaz de protection n’est utilisé, la réaction entre le bain de soudure et l’air ambiant étant limitée à une petite surface pendant une fraction de seconde.
7.3.5 Avantages du soudage Laser
1. Avantages
- Rapidité du procédé, absence de métal d’apport
- Précision et propreté
- Possibilité de joindre des matériaux différents
- Le peu d’espace requis pour l’accès du faisceau à la pièce
- L’excellent contrôle de projections
- Les déformations très limitées, ZAT réduite
- La possibilité de souder par transparence
- La possibilité de réaliser des joints parfaitement étanches
- Bonne résistance mécanique du joint soudé
2. Inconvénients
- Coût d’acquisition et de maintenance très élevés
- Niveau important de formation des opérateurs
- Précision requises pour la préparation des joints
- Aspects liés à la sécurité (faisceau invisible et énergétique) avec port de protections adaptées très coûteuses
Les postes ne sont pas transportables
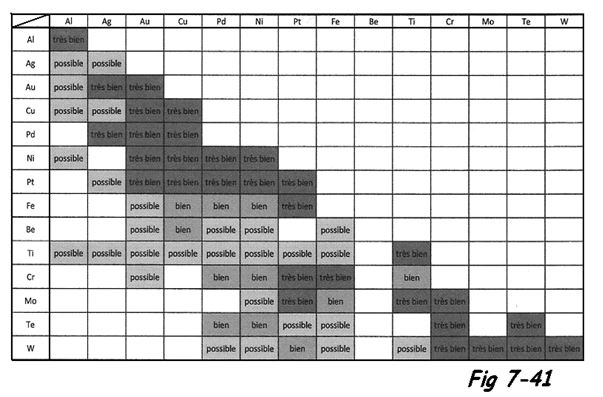
7.3.6 Soudabilité de couples de matériaux (Fig 7-41)
7.3.7 Configuration possibles des soudures
Voir aussi le cours précédent sur le soudage par faisceau d’électrons , le suivant sur le rechargement Le sommaire de l’ouvrage de JEAN MATON .
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







