
Suite de la partie sur les procédés à fil électrode en soudage automatique qui fait partie du livre sur le soudage
Ce cours traite des défauts, mais uniquement les défauts de soudage à l’arc submergé:
- Porosités
- Fissures
- Aspect extérieur incorrect du joint
- Pénétration irrégulière
- Enlèvement du laitier
- Effondrement du joint
- Morsures
- Fissures de cratère
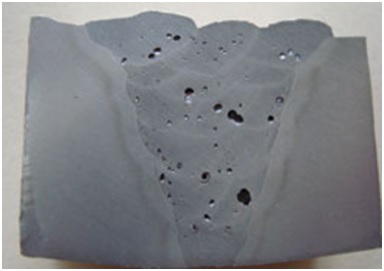
– Porosités : Les soufflures et inclusions de gaz peuvent être causés par :
- Trop peu de flux, flux trop fin, flux trop humide ou azoté
- Nettoyage insuffisant
- Soudure manuelle à l’envers polluée
- Pénétration insuffisante dans une soudure en deux couches
- Mauvaise préparation des joints pour la soudure manuelle à l’envers ( ex. trop grands écartements )
- Tension trop élevé à vitesse de soudage trop élevé
- Trop peu de désoxydants dans le fil de soudage ( Mn, Si, Al ), tôle insuffisante désoxydée à tôle azotée ( procédé Thomas )
– Fissures :
- Soudures de joints trop petits
- Tension trop faible
- Courant trop élevé, pénétration trop élevée
- Mauvaise polarité de l’électrode ou mauvaise inclinaison
- Mauvaise combinaison fil/flux ( teneur en Mn < à 1,7% Si )
- Mauvais dispositif de bridage
- Préchauffage trop faible
- Mauvais raccordement à la masse
- Dilution trop élevée avec le métal de base pollué
- Trop grand écartement
– Aspect extérieur incorrect du joint :
- Mauvais raccordement à la masse
- Alimentation en fil glissante
- Epaisseur du couche de flux trop grande, flux trop brut ou humide trop petit
- Diamètre du fil trop petit
- Mauvaise vitesse de soudage, mauvais réglage de Is et Us
- Trop grand écartement, mauvaise préparation des joints
- Trop grand écartement, mauvaise préparation des joints
- Passe à l’envers défavorable
– Pénétration irrégulière:
- Mauvaise préparation du joint, pièce mal positionnée
- Mauvais choix de Us et Is
- Rouleaux d’alimentation en fil glissants, mauvaise alimentation en fil
- Mauvais raccord à la masse
- Mauvaise granulométrie du flux
- Mauvaises soudures de pointage
– Enlèvement du laitier:
- Mauvaise forme de joint, mauvaise préparation du joint
- Mauvais paramètres de soudage
- Mauvais flux
– Effondrement local du joint:
- Courant de soudage trop élevé, Us trop faible, vitesse de soudage trop faible
- Angle d’ouverture trop important, méplat trop petit, écartement des bords trop petit, préparation du joint irrégulière
– Morsures:
- Vitesse de soudage trop élevée
- Us trop faible
- Flux trop grossier
- Mauvaise position du fil de soudage
– Fissures de cratère:
- Is trop élevée par rapport à Us
- Mauvaise préparation du joint
Voir aussi les procédés à fil électrode en soudage automatique qui fait partie du livre sur le soudage
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







