3. Vocabulaire
Ensemble : un ensemble est constitué de plusieurs équipements sous pression assemblés par un fabricant.
Fabricant : celui qui assume la responsabilité de la conception et de la fabrication d'un produit visé par la directive.
Pression maximale admissible (PS) : pression maximale pour laquelle l'équipement est conçu, spécifié par le fabricant (en bars effectifs). La pression de calcul disparaît.
Température minimale et maximale admissible (ts) :c'est la température minimale et maximale (°C) pour lesquelles l'équipement est conçu.
4. Classification des fluides par groupe
Groupe 1 : tous les fluides dangereux
Est un fluide dangereux une substance ou une préparation visée par les définitions énoncées à l'article 2 §2 de la directive 67/548/CEE concernant le rapprochement des dispositions législatives, réglementaires et administratives relatives à la classification, l'emballage et l'étiquetage des substances dangereuses.
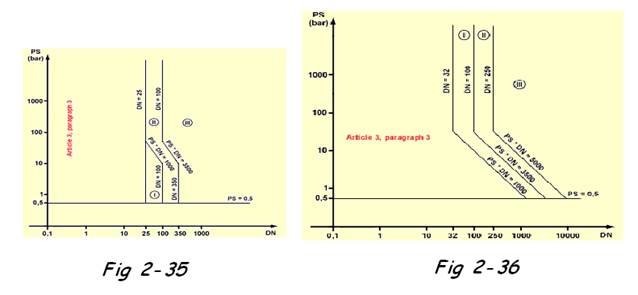
1. Graphique concernant les fluides du groupe1, lorsque le DN est supérieur à 25 Fig 2-36
2. Graphique concernant les fluides du groupe 2, lorsque la PS est supérieure à 32 et le produit PS*DN est supérieur à 1000bar Fig 2-37
Le groupe 1 comprend les fluides définis comme étant :
-- Explosifs
-- Extrêmement, facilement ou très simplement inflammables, lorsque la température max admissible est à une température supérieure au point d'éclair.
Groupe 2: tous les autres fluides
5. Recherche de la catégorie de tuyauterie ( Ref : EN 13480-1 Tableau 4.1.1 )
Pour construire une ligne de tuyauterie, on s'appuie sur un document (spécification de tuyauterie) qui liste les matériels à mettre en oevre. Ces matériels sont généralement "normalisés", approvisionnés et stockés par des sociétés spécialisées (fournisseurs).
Pour la recherche des catégories, on s'appuie sur les graphiques de la DESP 97/23 CE ci-après.
Ces deux graphiques ( FIG 2-35 et 2-36 ) concernent les gaz, les gaz liquéfiés, les gaz dissous sous pression, des vapeurs ainsi que des liquides dont la pression de vapeur, à la température maximale admissible, est supérieure à 0.5 barg à la pression atmosphérique normale.
3. Graphique concernant les fluides du groupe 1, lorsque le DN est supérieur à 25 et que le produit PS*DN est supérieur à 2000 bar Fig 2-38
4. Graphique concernant les fluides du groupe 2, lorsque le PS est supérieur à 10 baret le DN est supérieur à 200 et le produit PS*DN est supérieur à 5000 bar
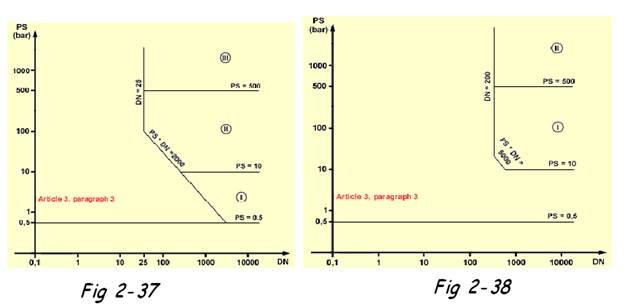
Les deux graphiques ci-après, concernent les liquides dont la pression de vapeur, à la température maximale admissible, est inférieur ou égale à 0.5barg au-dessus de la pression atmosphérique normale.
Note : En cas ou la tuyauterie ne peut être en classée en catégorie I, elle sera construite en accord avec les règles habituelles de la profession et les recommandations précisées par le maître d'oevre.
Exemples
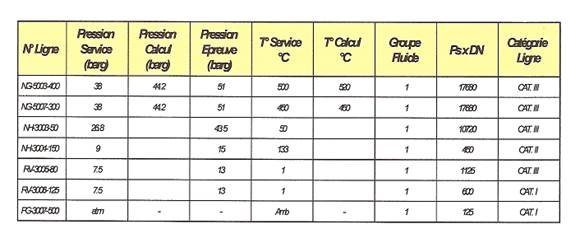
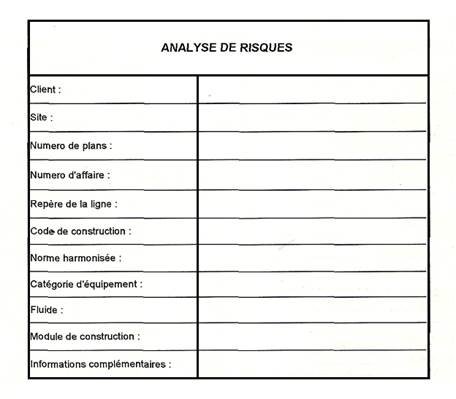
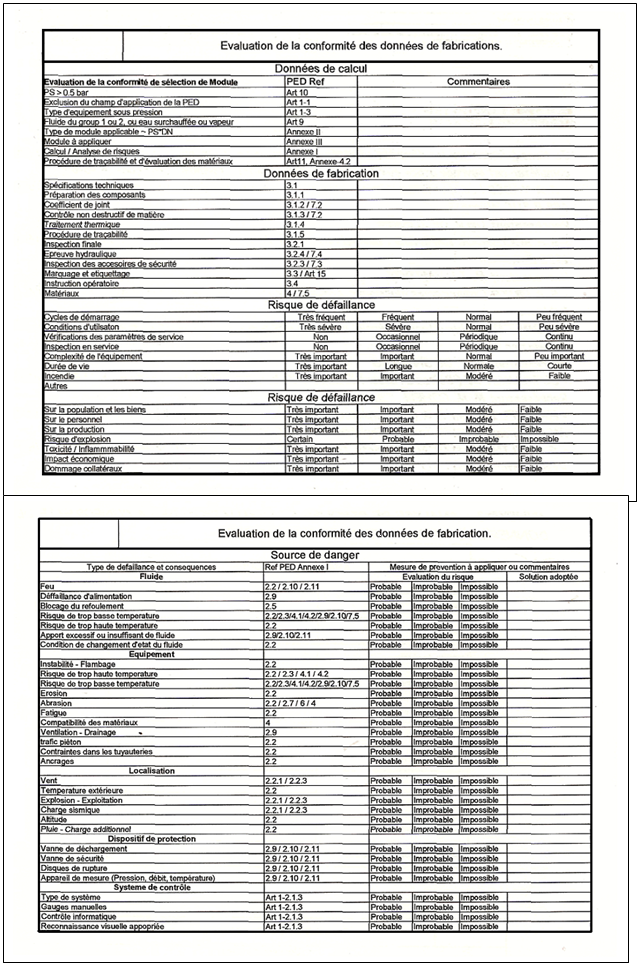
Remarque : L'analyse de risques avec évaluation de la conformité des données de fabrication est donnée pour exemple aux tableaux ci-après.
6. Modules d'évaluation de conformités de la DESP
Ces modules sont fonction de la catégorie d'équipement avec ou sans assurance qualité. Ces différents modules décrivent les procédures applicables.
La directive classe les équipements sous pression en 4 catégories de risque. Pour chaque catégorie, l'article 10 de la DESP décrit une ou plusieurs procédures d'évaluation de la conformité. Dans certains cas, il peut y avoir combinaison de deux procédures.
Tableau des procédures d'évaluation de la conformité par catégorie
Dans son annexe III, la directive prévoit en effet 13 procédures d'évaluation de la conformité.
A : contrôle interne de la fabrication
A1 : contrôle interne de la fabrication avec surveillance de la vérification finale
B : examen CE de type
B1 : examen CE de la conception
C1 : conformité au type
D : assurance qualité production (exigences de la directive et examen de type ou de la conception)
D1 : assurance qualité production (exigences de la directive)
E : assurance qualité produit (exigences de la directive et examen de type)
E1 : assurance qualité produit (exigences de la directive)
F : vérification sur produits
G : vérification CE à l'unité
H : assurance complète de la qualité
H1 : assurance qualité complète avec contrôle de la conception et surveillance particulière de la vérification finale.
Parmi les possibilités qui lui sont laissées par la directive, le fabricant peut choisir lui-même la procédure d'évaluation qu'il désire appliquer. Son choix dépend, entre autres, du fait qu'il dispose d'un système qualité ou non, ou qu'il s'agit d'une production unique ou d'une production en série.
Ou en résumé Tableau des correspondances entre les catégories et les procédures d'évaluation
7. Système d'inspection
a) Organismes notifiés : indépendants, désignés par Etats membres CE. Doivent rendre compte
aux Etats membres sur base d'attestations, d'agréments. Ils agréent les modes opératoires, le personnel. Ils vérifient la qualification du personnel. Ils sont chargés des visites à l'improviste chez le fabricant, évaluent le système qualité du fabricant et délivrent les attestations d'examen (CE de type, CE de conception).
b) Entités tierces : parties reconnues par états membres CE, agréent les modes opératoires,
qualifient le personnel d'intervention, qualifient le personnel réalisant les contrôles.
c) Service inspection utilisateurs (ex: CNDM) : désigné par l'Etat, ne peut réceptionner que les appareils mis en service dans son établissement.
8. Interprétation
Certaines exigences sont parfois difficiles d'interprétation. Lors de la transposition en droit national, les états peuvent faire valoir leur propre interprétation.
On peut faire appel aux organismes "notifiés" par les pays. En Belgique, ce sont AIB-VINCOTTE, APRAGAZ, . mais on peut faire appel aux autres organismes de la CE notifiés auprès de Bruxelles par les différents pays et on peut citer le TUV (Allemagne), L.Loyds (UK), Bureau Veritas (France), .
9. Quelques outils
- Marquage CE pour équipements sous pression (Guide pratique) édité par l'AIB-VINCOTTE.
- Site internet http://ped.eurodyn.com
10. Remarques
Afin de satisfaire aux exigences essentielles, on peut utiliser :
- Les normes harmonisées publiés dans le journal officiel des Communautés européennes (ex: UNFIRED PRESSURE VESELS, Shell Boilers, .).
- La méthode alternative: les normes harmonisées ne sont pas encore prêtes et par ailleurs de nombreux fabricants et utilisateurs désirent continuer à travailler avec des règles de construction existantes (ASME, AD-Merkblatter, CODAP, .) qui ont fait leurs preuves. Dans ce cas, le fabricant doit rédiger une description des solutions qu'il a choisies pour répondre aux exigences essentielles. L'organisme notifié effectuera les examens nécessaires afin de vérifier que ces solutions répondent effectivement à ces exigences qui sont :
* Généralités (sécurité → analyse de risques)
* Matériaux (normes harmonisées; approbation européenne)
* Conception (par formule ASME, CODAP, .; par analyse; mécanique de la rupture)
* Fabrications (construction soudée, .)
* Inspections (durant la construction; final)
* Accessoires de sécurité (soupape de sûreté, .).
Ensemble : un ensemble est constitué de plusieurs équipements sous pression assemblés par un fabricant.
Fabricant : celui qui assume la responsabilité de la conception et de la fabrication d'un produit visé par la directive.
Pression maximale admissible (PS) : pression maximale pour laquelle l'équipement est conçu, spécifié par le fabricant (en bars effectifs). La pression de calcul disparaît.
Température minimale et maximale admissible (ts) :c'est la température minimale et maximale (°C) pour lesquelles l'équipement est conçu.
4. Classification des fluides par groupe
Groupe 1 : tous les fluides dangereux
Est un fluide dangereux une substance ou une préparation visée par les définitions énoncées à l'article 2 §2 de la directive 67/548/CEE concernant le rapprochement des dispositions législatives, réglementaires et administratives relatives à la classification, l'emballage et l'étiquetage des substances dangereuses.
1. Graphique concernant les fluides du groupe1, lorsque le DN est supérieur à 25 Fig 2-36
2. Graphique concernant les fluides du groupe 2, lorsque la PS est supérieure à 32 et le produit PS*DN est supérieur à 1000bar Fig 2-37
Le groupe 1 comprend les fluides définis comme étant :
Groupe 2: tous les autres fluides
5. Recherche de la catégorie de tuyauterie ( Ref : EN 13480-1 Tableau 4.1.1 )
Pour construire une ligne de tuyauterie, on s'appuie sur un document (spécification de tuyauterie) qui liste les matériels à mettre en oevre. Ces matériels sont généralement "normalisés", approvisionnés et stockés par des sociétés spécialisées (fournisseurs).
Pour la recherche des catégories, on s'appuie sur les graphiques de la DESP 97/23 CE ci-après.
Ces deux graphiques ( FIG 2-35 et 2-36 ) concernent les gaz, les gaz liquéfiés, les gaz dissous sous pression, des vapeurs ainsi que des liquides dont la pression de vapeur, à la température maximale admissible, est supérieure à 0.5 barg à la pression atmosphérique normale.
3. Graphique concernant les fluides du groupe 1, lorsque le DN est supérieur à 25 et que le produit PS*DN est supérieur à 2000 bar Fig 2-38
4. Graphique concernant les fluides du groupe 2, lorsque le PS est supérieur à 10 baret le DN est supérieur à 200 et le produit PS*DN est supérieur à 5000 bar
Les deux graphiques ci-après, concernent les liquides dont la pression de vapeur, à la température maximale admissible, est inférieur ou égale à 0.5barg au-dessus de la pression atmosphérique normale.
Note : En cas ou la tuyauterie ne peut être en classée en catégorie I, elle sera construite en accord avec les règles habituelles de la profession et les recommandations précisées par le maître d'oevre.
Exemples
Remarque : L'analyse de risques avec évaluation de la conformité des données de fabrication est donnée pour exemple aux tableaux ci-après.
6. Modules d'évaluation de conformités de la DESP
Ces modules sont fonction de la catégorie d'équipement avec ou sans assurance qualité. Ces différents modules décrivent les procédures applicables.
La directive classe les équipements sous pression en 4 catégories de risque. Pour chaque catégorie, l'article 10 de la DESP décrit une ou plusieurs procédures d'évaluation de la conformité. Dans certains cas, il peut y avoir combinaison de deux procédures.
Tableau des procédures d'évaluation de la conformité par catégorie
CATEGORIES | PROCEDURES D'EVALUATION DE LA CONFORMITE |
I | A |
II | A1, D1, E1 |
III | B1 + D, B1 + F, B+ E, B + C1, H |
IV | B + D, B + F, G, H1 |
A : contrôle interne de la fabrication
A1 : contrôle interne de la fabrication avec surveillance de la vérification finale
B : examen CE de type
B1 : examen CE de la conception
C1 : conformité au type
D : assurance qualité production (exigences de la directive et examen de type ou de la conception)
D1 : assurance qualité production (exigences de la directive)
E : assurance qualité produit (exigences de la directive et examen de type)
E1 : assurance qualité produit (exigences de la directive)
F : vérification sur produits
G : vérification CE à l'unité
H : assurance complète de la qualité
H1 : assurance qualité complète avec contrôle de la conception et surveillance particulière de la vérification finale.
Parmi les possibilités qui lui sont laissées par la directive, le fabricant peut choisir lui-même la procédure d'évaluation qu'il désire appliquer. Son choix dépend, entre autres, du fait qu'il dispose d'un système qualité ou non, ou qu'il s'agit d'une production unique ou d'une production en série.
Ou en résumé Tableau des correspondances entre les catégories et les procédures d'évaluation
| Sans assurance qualité | Avec assurance qualité | ||
| Série | A l'unité | Série | A l'unité |
CATEGORIE I | A contrôle interne de la fabrication | |||
CATEGORIE II | A1 Contrôle interne de la fabrication avec surveillance de la vérification finale | D1 ou E1 (ISO 9002 + ou ISO 9003 +) Assurance qualité production ou assurance qualité produit | ||
CATEGORIE III | B + C1 Examen CE de type + conformité au type | B1 + F Examen CE de conception + vérification sur produits | B + E (ISO 9003 +) Examen CE de type + assurance qualité produits B1 + D (ISO 9002 +) Examen CE de conception + assurance qualité production | II (ISO 9001 +) assurance complète de qualité |
CATEGORIE IV | B + F Examen CE de type + vérification sur produits | G Vérification CE à l'unité | B + D (ISO 9002 +) Examen CE de type + assurance qualité production | H1 (ISO 9001 +) Assurance qualité complète avec contrôle conception et surveillance particulière de la vérification finale |
a) Organismes notifiés : indépendants, désignés par Etats membres CE. Doivent rendre compte
aux Etats membres sur base d'attestations, d'agréments. Ils agréent les modes opératoires, le personnel. Ils vérifient la qualification du personnel. Ils sont chargés des visites à l'improviste chez le fabricant, évaluent le système qualité du fabricant et délivrent les attestations d'examen (CE de type, CE de conception).
b) Entités tierces : parties reconnues par états membres CE, agréent les modes opératoires,
qualifient le personnel d'intervention, qualifient le personnel réalisant les contrôles.
c) Service inspection utilisateurs (ex: CNDM) : désigné par l'Etat, ne peut réceptionner que les appareils mis en service dans son établissement.
8. Interprétation
Certaines exigences sont parfois difficiles d'interprétation. Lors de la transposition en droit national, les états peuvent faire valoir leur propre interprétation.
On peut faire appel aux organismes "notifiés" par les pays. En Belgique, ce sont AIB-VINCOTTE, APRAGAZ, . mais on peut faire appel aux autres organismes de la CE notifiés auprès de Bruxelles par les différents pays et on peut citer le TUV (Allemagne), L.Loyds (UK), Bureau Veritas (France), .
9. Quelques outils
- Marquage CE pour équipements sous pression (Guide pratique) édité par l'AIB-VINCOTTE.
- Site internet http://ped.eurodyn.com
10. Remarques
Afin de satisfaire aux exigences essentielles, on peut utiliser :
- Les normes harmonisées publiés dans le journal officiel des Communautés européennes (ex: UNFIRED PRESSURE VESELS, Shell Boilers, .).
- La méthode alternative: les normes harmonisées ne sont pas encore prêtes et par ailleurs de nombreux fabricants et utilisateurs désirent continuer à travailler avec des règles de construction existantes (ASME, AD-Merkblatter, CODAP, .) qui ont fait leurs preuves. Dans ce cas, le fabricant doit rédiger une description des solutions qu'il a choisies pour répondre aux exigences essentielles. L'organisme notifié effectuera les examens nécessaires afin de vérifier que ces solutions répondent effectivement à ces exigences qui sont :
* Généralités (sécurité → analyse de risques)
* Matériaux (normes harmonisées; approbation européenne)
* Conception (par formule ASME, CODAP, .; par analyse; mécanique de la rupture)
* Fabrications (construction soudée, .)
* Inspections (durant la construction; final)
* Accessoires de sécurité (soupape de sûreté, .).
Dernière édition:





