


2.2 CONTROLES NON DESTRUCTIFS (en cours de construction de la
tuyauterie)
2.2.1 GENERALITES
L'inspection, ainsi que les tests des tuyauteries peuvent être réalisés par les services du constructeur, du maître de l'ouvrage ou d'un organisme agréé ( AIB-VINCOTTE, APRAGAZ, .... ). Ils consistent principalement en examens non destructifs ( CNDM ). Parfois, des échantillons peuvent être prélevés en cours de fabrication pour effectuer des essais mécaniques.
Les examens non destructifs des soudures sont :
- L'examen visuel
- L'examen par ressuage
- L'examen par magnétoscopie
- L'examen par radiographie
- L'examen par ultrasons
- Les épreuves sous pression ( voir § 2.3 - deuxième partie )
La question que l'on peut se poser est sans doute " Quel type de contrôle est le plus indiqué suivant le type de défaut ? ". En règle générale, on peut dire:
a) Les défauts de surface: Ils sont plus facilement décelables par l'examen visuel, le ressuage ou l'examen magnétoscopique à condition toutefois que la surface soit accessible.
b) Les défauts internes: Ils sont plus facilement décelables par radiographie ou par ultrasons. Pour les défauts internes à 3 dimensions, la radiographie est la plus indiquée ( ex. porosités, inclusions , ... ), tandis que le ultrasons sont plus indiqués pour les défauts à 2 dimensions ( ex. manque de fusion, . ).
Il faut en tout cas, être conscient que la radiographie et les ultrasons sont des techniques complémentaires pour la recherche de défauts internes, chacune de ces techniques dans leur domaine d'application bien évidemment.
2.2.2 EXAMEN VISUEL
Tous les composants d'une tuyauterie accessibles pour un examen visuel doivent y être soumis pendant la construction et lors des épreuves finales ( ASME V article 9 ).
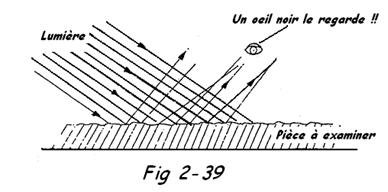
a) Principe de la méthode: La pièce doit être éclairée par des rayons lumineux, généralement dans le domaine visible. Ensuite, elle sera observée à l'Å“il nu où à l'aide d'instrument optique ou tout autre système sensible à la lumière. Les surfaces de l'échantillon doivent être, chaque fois que possible, nettoyées avant l'inspection, principalement en cas d'examen visuel direct. Les aides optiques à la vision couramment utilisées sont:
- La loupe ( examen visuel direct )
- Le miroir, l'endoscope ou la caméra ( examen visuel indirect ).
b) Conditions pour une bonne exécution d'un examen visuel:
- Il est nécessaire de définir, au préalable, les défauts à rechercher ainsi que leurs caractéristiques dimensionnelles acceptables. Une " CHECK-LIST " peut être établie et chaque type de défaut doit être recherché.
- L'état de surface doit permettre la possibilité de mettre en évidence le défaut, ce qui suppose généralement l'élimination de la calamine, de la peinture, etc. Il faut prendre garde à ce que le procédé de nettoyage ne fasse pas disparaître les petits défauts.
- L'examen s'effectuera avec un éclairage suffisant et bien orienté. Dans certains cas, la loupe sera nécessaire.
Pour le contrôle de la surface interne d'un tube, on utilise un miroir fixe monté sur une tige, ou mieux un endoscope. Le contrôle visuel est surtout utilisé pour l'examen des soudures terminées. Il doit précéder impérativement tous les autres contrôles. Cet examen consiste principalement à vérifier:
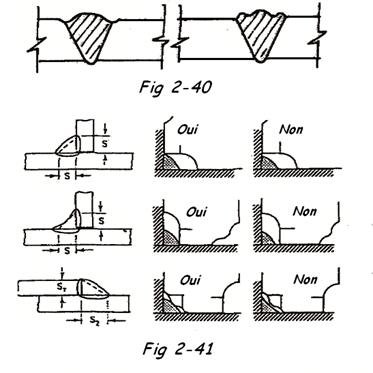
- La pénétration de la soudure
- L'aspect de la surface - cordon déformé ( excès d'intensité, électrodes humides, acier trop riche en carbone )
- Projections ( excès d'intensité, arc trop long, ... )
- Morsure et caniveaux : ( excès d'intensité, mouvement ou position de l'électrode non adéquate vitesse d'avancement exagérée,. )
- Piqûres : tôles oxydées, électrodes humides, excès d'intensité, arc trop long, ségrégation de S ou de P.
- Respect des dimensions : vitesse de soudage trop grande, position de l'électrode, diamètre de l'électrode, etc.
- Criques ( dans la soudure ) : effets de retraits, électrodes non adéquates en qualité ou en diamètre, grande vitesse d'avancement.
- Criques ( dans le métal de base ) : mauvaise soudabilité du métal, vérifier la teneur en C, S et P.
- Le parallélisme et la perpendicularité des extrémités du tronçon de tuyauterie. Cet examen peut se faire en cours de fabrication et / ou sur le tronçon terminé.
Si les matières sont réceptionnées par un organisme agréé, il faut trouver sur chaque élément de tuyauterie le poinçon de l'organisme.
Dernière édition:





