


2.2.3 EXAMEN PAR RESSUAGE
a) Définition: L'examen par ressuage est une méthode permettant de déceler les défauts débouchant à la surface des matériaux non poreux. Parmi les principaux types de défauts décelables par cette méthode, on peut citer les criques, les fissures, les repliures, et autres défauts de laminage.
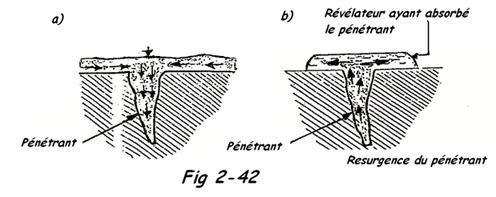
b) Principe de l'examen: Il consiste à appliquer un liquide pénétrant sur la surface de la pièce à contrôler. On laisse le produit pénétrer dans les irrégularités de la surface ( directement dans celles de grandes dimensions et par capillarité dans de dimensions réduites ).
Par la suite, on enlève le liquide pénétrant en excès, puis on applique sur cette surface un produit révélateur qui absorbera le produit pénétré en montrant une trace visible. cette trace ou indication sera toujours plus grande que le défaut, vu que ce produit pénétrant se disperse facilement dans le révélateur ( FIG 2-42 ).
Afin de rendre l'indication plus visible, le pénétrant contient un colorant, ou un produit fluorescent.
Dans ce dernier cas, l'examen sera réalisé à la lumière ultra-violette ( lumière de WOOD ) . Les défauts apparaissent en traces jaunes sur fond noir.
c) Possibilités et limites du procédé :
Ce procédé donne des résultats intéressants avec les métaux et la plupart des alliages non métalliques. Il peut également être utilisé sur d'autres matériaux tels que céramique, plastiques, caoutchouc moulés métaux frettés, le verre, ..
Toutefois, il est raisonnable de procéder à des tests préliminaires de non réactivité des produits utilisés sur le matériau contrôlé.
d) Evaluation des indications : La variation d'efficacité de la procédure s'effectue à l'aide de plaquettes étalons en métal ( alu, acier, . ) contrôlées dans des conditions identiques à celles du contrôle à réaliser( même température, mêmes produits, mêmes durées, . ).
Le temps d'apparition des indications peut être compris entre quelques secondes à plusieurs dizaines de minutes dans le cas de défauts très fins.
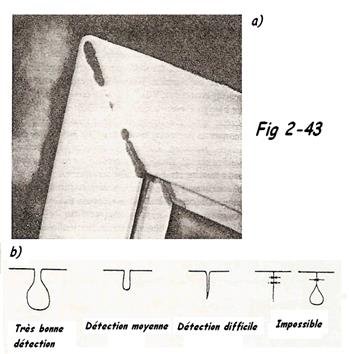
La dimension des indications est proportionnelle au volume du défaut. Si celui-ci est fin, elle indique la profondeur.
On distingue :
- Les indications linéaires lorsque le rapport entre leur longueur et leur largeur excède 3.
- Les indications rondes lorsque le rapport de deux dimensions perpendiculaires est ≤ 3.
Les différents codes de construction ( ASME, EN, CODAP, . ) donnent les critères d'acceptabilité des indications qui leur sont propres.
Dernière édition:





