Bonjour,
Sur le marché, AliExpress, AliBaba pour ne citer que ces 2 sites, on peut trouver des postes de soudure de 30 et 80 A relativement bon marché (entre 60 et 150€ + frais de port) principalement utilisés pour la bijouterie. Le porte électrode ressemble à celui du TIG, mais sans arrivée d'Argon.
Malheureusement, il n'y a aucune explication pour les utiliser, la feuille en chinois traduite via Google n'apporte rien en dehors de règles de sécurité. Les fournisseurs consultés ne savent rien.
Les paramètres possibles sont 1 bouton 10 tours avec vernier intitulé Coarse tune, 1 bouton 10 tours avec vernier intitulé Micro tune et un switch Max - Min. A cela s'ajoutent: le choix des électrodes Titane (WT20, WC20, WL20, WL15, WZ8, WY20, WP ), le diamètre (l'électrode fournie est du 1.6 mm), la distance électrode zone à souder et éventuellement le diamètre de pointe d'électrode, et certainement l'épaisseur et la matière à souder.
Pour essayer de comprendre, j'ai écrit un protocole de test tel que pour la qualification d'équipement avant validation de procédé et fait des tests en variant les paramètres machine, mais en figeant les autres. Pour limiter les frais, le fil d'argent Ag950 n'est pas donné, je me suis réduit à faire varier les potentiomètres Coarse et Micro tune à 0, 25, 50, 75, 100 et le switch sur Min et Max, en posant l'anneau d'argent en fil 0.8 mm sur une buse céramique située autour de l'électrode et celle-ci à environ 0.5 mm en dessous de la surface d'appui.
Un appui sur la pédale, un arc se fait et si tout va bien, la soudure est faite.
Après la soudure, j'ai observé à la loupe la qualité de la soudure et noté entre 0 et 5 la soudure: 0: rien, 1: début de collage, 2: soudure superficielle non pénétrante, 3: fil fondu (anneau sectionné), 4: soudure existante mais début de fusion, 5: soudure "parfaite"
J'ai pu tracer à partir de ces tests un graphique avec 2 lignes. En fait, ces lignes font partie des 2 nuages de points prévisibles si je multipliais les valeurs des paramètres Coarse et Micro.
Le graphique est en annexe, ainsi que la photo de l'équipement et des photos de soudure.
Pour éviter de me noyer dans les tests, je souhaiterais recevoir quelques informations:
- Le bouton Coarse tune me paraît être le réglage de l'intensité du courant
- Le bouton Micro tune, que fait-il? la fréquence des pulses? leur intensité?...
- Le switch Mini-Maxi, que fait-il? un réducteur d'intensité du Coarse tune? Sur le graphique, la courbe (Micro / Coarse) est translatée.
Questions plus générales à des spécialistes:
- Dans d'autres tests, j'ai remarqué que plus j'éloigne l'électrode, plus l'arc est intense. Quelle est la règle définissant la qualité de la soudure versus la distance électrode pièce?
- Il est recommandé de meuler les électrodes titane à la meule diamant. Quelle est l'influence de la pointe ou du diamètre de pointe résiduel sur la qualité de la soudure?
- Comment choisir l'électrode Titane parmi WT20, WC20, WL20, WL15, WZ8, WY20, WP, pour souder de l'argent? Quelle influence sur les paramètres? (Nota je me limiterai entre 0.3 mm et 3 mm)
- Quelle est l'influence du diamètre d'électrode sur la qualité de soudure et les paramètres.
- Quelle influence a l'épaisseur des matériaux à souder sur les paramètres? Est-ce seulement la pénétration qui sera pas complète?
J'ai mis sur YouTube une petite vidéo (de piètre qualité il est vrai): Utilisation soudeuse DX-808 (https://www.youtube.com/watch?v=aJMsUgJ5nQw&ab_channel=rn5193)
Merci de vos commentaires, conseils...
Sur le marché, AliExpress, AliBaba pour ne citer que ces 2 sites, on peut trouver des postes de soudure de 30 et 80 A relativement bon marché (entre 60 et 150€ + frais de port) principalement utilisés pour la bijouterie. Le porte électrode ressemble à celui du TIG, mais sans arrivée d'Argon.
Malheureusement, il n'y a aucune explication pour les utiliser, la feuille en chinois traduite via Google n'apporte rien en dehors de règles de sécurité. Les fournisseurs consultés ne savent rien.
Les paramètres possibles sont 1 bouton 10 tours avec vernier intitulé Coarse tune, 1 bouton 10 tours avec vernier intitulé Micro tune et un switch Max - Min. A cela s'ajoutent: le choix des électrodes Titane (WT20, WC20, WL20, WL15, WZ8, WY20, WP ), le diamètre (l'électrode fournie est du 1.6 mm), la distance électrode zone à souder et éventuellement le diamètre de pointe d'électrode, et certainement l'épaisseur et la matière à souder.
Pour essayer de comprendre, j'ai écrit un protocole de test tel que pour la qualification d'équipement avant validation de procédé et fait des tests en variant les paramètres machine, mais en figeant les autres. Pour limiter les frais, le fil d'argent Ag950 n'est pas donné, je me suis réduit à faire varier les potentiomètres Coarse et Micro tune à 0, 25, 50, 75, 100 et le switch sur Min et Max, en posant l'anneau d'argent en fil 0.8 mm sur une buse céramique située autour de l'électrode et celle-ci à environ 0.5 mm en dessous de la surface d'appui.
Un appui sur la pédale, un arc se fait et si tout va bien, la soudure est faite.
Après la soudure, j'ai observé à la loupe la qualité de la soudure et noté entre 0 et 5 la soudure: 0: rien, 1: début de collage, 2: soudure superficielle non pénétrante, 3: fil fondu (anneau sectionné), 4: soudure existante mais début de fusion, 5: soudure "parfaite"
J'ai pu tracer à partir de ces tests un graphique avec 2 lignes. En fait, ces lignes font partie des 2 nuages de points prévisibles si je multipliais les valeurs des paramètres Coarse et Micro.
Le graphique est en annexe, ainsi que la photo de l'équipement et des photos de soudure.
Pour éviter de me noyer dans les tests, je souhaiterais recevoir quelques informations:
- Le bouton Coarse tune me paraît être le réglage de l'intensité du courant
- Le bouton Micro tune, que fait-il? la fréquence des pulses? leur intensité?...
- Le switch Mini-Maxi, que fait-il? un réducteur d'intensité du Coarse tune? Sur le graphique, la courbe (Micro / Coarse) est translatée.
Questions plus générales à des spécialistes:
- Dans d'autres tests, j'ai remarqué que plus j'éloigne l'électrode, plus l'arc est intense. Quelle est la règle définissant la qualité de la soudure versus la distance électrode pièce?
- Il est recommandé de meuler les électrodes titane à la meule diamant. Quelle est l'influence de la pointe ou du diamètre de pointe résiduel sur la qualité de la soudure?
- Comment choisir l'électrode Titane parmi WT20, WC20, WL20, WL15, WZ8, WY20, WP, pour souder de l'argent? Quelle influence sur les paramètres? (Nota je me limiterai entre 0.3 mm et 3 mm)
- Quelle est l'influence du diamètre d'électrode sur la qualité de soudure et les paramètres.
- Quelle influence a l'épaisseur des matériaux à souder sur les paramètres? Est-ce seulement la pénétration qui sera pas complète?
J'ai mis sur YouTube une petite vidéo (de piètre qualité il est vrai): Utilisation soudeuse DX-808 (https://www.youtube.com/watch?v=aJMsUgJ5nQw&ab_channel=rn5193)
Merci de vos commentaires, conseils...
Pièces jointes
-
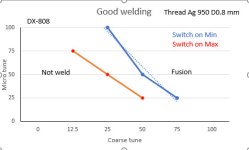 Diagramme soudure fil 0.8mm Ag950.jpg23 KB · Affichages: 691
Diagramme soudure fil 0.8mm Ag950.jpg23 KB · Affichages: 691 -
 Montage électrode.jpg2 Mo · Affichages: 729
Montage électrode.jpg2 Mo · Affichages: 729 -
 Belle soudure malgré coupe biais.jpg1.1 Mo · Affichages: 1 152
Belle soudure malgré coupe biais.jpg1.1 Mo · Affichages: 1 152 -
 Centrage mauvais début fusion.jpg1.2 Mo · Affichages: 661
Centrage mauvais début fusion.jpg1.2 Mo · Affichages: 661 -
 IMG_20201104_152434.jpg1.2 Mo · Affichages: 681
IMG_20201104_152434.jpg1.2 Mo · Affichages: 681 -
 Soudé début fusion.jpg1.2 Mo · Affichages: 671
Soudé début fusion.jpg1.2 Mo · Affichages: 671 -
 Soudé fusion proche rupture.jpg1.2 Mo · Affichages: 670
Soudé fusion proche rupture.jpg1.2 Mo · Affichages: 670 -
 Surfusion.jpg1.3 Mo · Affichages: 739
Surfusion.jpg1.3 Mo · Affichages: 739 -
 Poste à souder DX-808.jpg25.5 KB · Affichages: 1 094
Poste à souder DX-808.jpg25.5 KB · Affichages: 1 094
")





