


1.3 TRAITEMENTS THERMIQUES
Il est de pratique courante de réaliser le traitement thermique des soudures, des tubes cintrés ou forgés lorsque les conditions de calcul et de service l'imposent. Ils ont pour but d'améliorer les caractéristiques mécaniques des zones soudées en restituant au métal, qui a subit des transformations métallurgiques, une ténacité qui doit se rapprocher de celle du métal de base. On distingue:
- Le préchauffage
- Les recuits
- Le post-chauffage
Attention, Les traitements thermiques ne suppriment aucun défaut de soudure
1.3.1 LE PRECHAUFFAGE ( 100 à 500°C )
a) But: - Diminuer la trempe et la fragilité dans la ZAT ( Zone Affectée Thermiquement ) et par là , les fissures.
- Diminuer les tensions internes consécutives aux dilatations ou retraits
- Diminuer les dangers de formation de criques
- Faciliter la diffusion de l'hydrogène
b) Moyens employés: Chauffage par induction, brûleurs fixes, foyer
c) Contrôle des températures: Crayons thermocolor; thermocouples; coloration; .....
d) Recherche approximative de la température de préchauffage
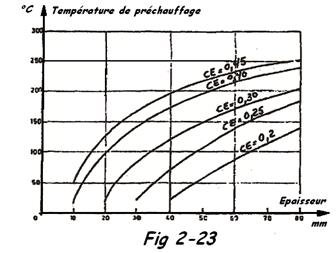
Elle est déduite en fonction du pourcentage CE ( carbone équivalent ) et de l'épaisseur de la pièce.
Exemple : Calculer la température de préchauffage d'un acier contenant 0,4 % C; 0,6% Mn et 0,15% Si. Si la la pièce possède une épaisseur de 50 mm.
Pour les aciers au carbone
CE = %C +
Pour les aciers alliés
Avec C < 0,5 ; Ni < 3,5 ; Cr < 1 ; Mn < 1,6
Mo < 0,6 ; Cu < 1
CE =

Dans cet exemple nous aurons:
CE = 0,4

La FIG 2-23 donne pour CE = 0,47 % et e = 50 mm ----> t = 250°C
C'est la température moyenne pour se garantir des fissurations dans la ZAT
1.3.2 LES RECUITS
On distingue pratiquement:
- Le recuit de dégazage
- Le recuit de détente
- Le recuit de normalisation
a) Le recuit de dégazage: 250°C durant 8 h
Il améliore déjà les caractéristiques mécaniques, il augmente l'allongement et permet l'élimination de la teneur en hydrogène ( Fish-eyes ).
b) Le recuit de détente: 600 à 730°C selon la nuance de l'acier
- But: Diminuer, voir supprimer, les contraintes thermiques et les tensions internes après soudage - Moyens: - Elévation progressive de la température ( 120 à 150°C/h )
- Durée de maintien de la température ( 3 à 5 min/mm eps minimum 1h, max. 5h )
- Vitesse de refroidissement ( 100 à 150°C/h jusqu'à 150 à 200°C )
c) Le recuit de normalisation: 770 à 900°C
But:
- Affinage des grains
- Suppression des tensions internes et du recuit
- Suppression des zones de trempe
- Améliore les propriétés mécaniques ( augmentation du coefficient de sécurité )
- Moyens: - Chauffer à une température supérieure au point de transformation fonction de la qualitéde l'acier
Exemple : pour l'acier carbone t = 875°C
- Maintenir la température
- Refroidir lentement e ³ 25 mm v =

e < 25 mm v = 220°C/h
1.3.3 LE POST-CHAUFFAGE
But: Maintenir la soudure à la température de préchauffage pendant un certain temps après l'exécution de la soudure. Cette opération a pour but de : - Réduire la dureté sous le cordon
- " les contraintes résiduelles
- Permettre la diffusion de l'hydrogène dans la zone où sa présence n'est pas dangereuse.
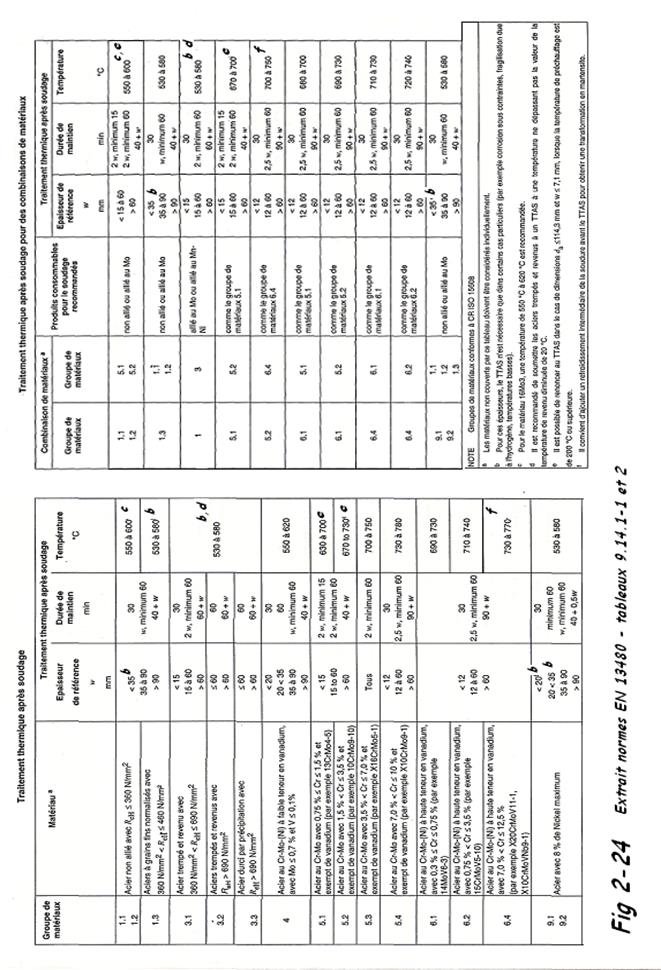
1.3.4 TRAITEMENTS THERMIQUES APRES SOUDAGE ( TTAS ) - EN 13480
Tous les TTAS doivent être effectués selon la procédure écrite et sera appliquée conformément aux tableaux de la Fig 2-24, après achèvement des soudures. Pour les aciers non inclus dans ces tableaux, un TTAS sera envisagé au cas par cas par le fabricant.. Pour des épaisseurs de pièces inférieures à celles prévues par la norme, il y a lieu de spécifier la température et la durée du maintien suivant EN 13480.
1.3.5 MISE EN Å’UVRE DES TRAITEMENTS THERMIQUES
Les traitements thermiques s'effectuent de différentes façons:
- Dans un four
- Au moyen de rampes à gaz
- Par chauffage électrique - au moyen, de résistances chauffantes
- Par induction basse ou haute fréquence
a) Traitements thermiques dans un four
Les fours sont généralement chauffés au moyen de brûleurs au gaz ou au fuel. Leur température est contrôlée à plusieurs endroits et enregistrée.
Le régime thermique d'un ensemble de tubes soumis à un traitement thermique dans un four n'est pas uniforme en chacun de ses points, même si le four possède une répartition homogène des températures dans le temps et dans l'espace.
Les tronçons les plus minces tendent à suivre le régime des températures imposé. Les tronçons les plus épais, par contre, sont caractérisés par une importante inertie thermique, que ce soit durant la période de chauffage ou durant la période de refroidissement.
Au cours du chauffage, l'écart des températures instantanées entre le coer des pièces augmente avec la différence d'épaisseur et avec la vitesse de chauffage du four.
Lorsque les tronçons les plus minces ont atteint la température maximale du traitement, cette température doit être maintenue un temps suffisamment long pour permettre aux tronçons les plus épais d'atteindre à leur tour le niveau de température souhaité, sans le dépasser. Cette durée de maintien indispensable est fonction des épaisseurs et de l'ordre de 2 minutes par mm d'épaisseur. Les tronçons de tuyauterie à traiter seront placés avec soin dans le four pour éviter toutes déformations.
b) Traitements thermiques au moyen de rampes à gaz
Ce procédé n'est utilisé que pour le traitement thermique de soudure et pour de petits diamètres ou encore pour des diamètres plus importants, mais de faible épaisseur.
Il est également utilisé pour le préchauffage des joints à souder des tubes en acier carbone. Le but principal étant d'enlever toute trace d'humidité pouvant provoquer des poches de vapeur dans le bain de métal en fusion.
Ces rampes sont en forme de cercle en deux pièces articulées afin de pouvoir les placer autour du tube.
Le contrôle de la température se fait le plus souvent au moyen de crayons spéciaux colorés qui laissent des traces lorsqu'ils sont frottés contre le tube et changent de couleur indiquant ainsi que la pièce a atteint la température inscrite sur le crayon.
c) Traitements thermiques au moyen de chauffage électrique
Les 3 modes de chauffage électrique utilisés sont:
- Les résistances chauffantes
- Les câbles à induction à basse fréquence
- Les câbles à induction à haute fréquence
Ces procédés peuvent théoriquement être utilisés pour effectuer n'importe quel traitement thermique. Mais en pratique, ils ne sont utilisés que pour des traitements locaux soit de soudures soit de forgeages.
Le cycle de chauffage est contrôlé par un thermocouple fixé sur un des tubes à proximité de la soudure. Ce thermocouple est relié à une armoire de contrôle qui règle le gradient de température durant le chauffage et le refroidissement ainsi que la durée du maintient en température maximum.
Des températures de 900 à 1000°C peuvent être obtenues.
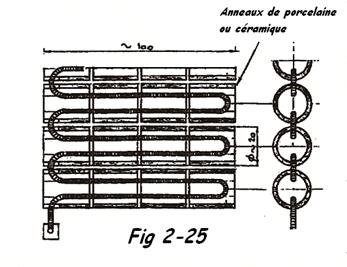
- Les résistances chauffantes
Elles ont généralement la forme d'un collier de 100 mm de largeur et de longueur correspondante au diamètre extérieur du tube. Elles sont constituées de fils de grosse section isolés par des anneaux de porcelaine ou de céramique ( Fig 2-25 ). Elles doivent être manipulées avec soin pour ne pas tordre les fils constituant la résistance et ne pas casser les anneaux isolants.
Suivant la puissance calorifique nécessaire, il est placé autour du joint à traiter de 1 à 3 colliers alimentés par des transformateurs basse tension et haute intensité.
L'ensemble des résistances doit être convenablement isolé thermiquement et il faut placer un matelas isolant sur la tuyauterie de part et d'autre du joint. Les extrémités de la tuyauterie seront bouchées pour éviter une recirculation d'air frais à l'intérieure de celle-ci.
- Les câbles d'induction
L'alimentation se fait, soit à la fréquence du réseau ( 50 Hz ), soit à une fréquence moyenne de 2000 à 4000 Hz. C'est la fréquence du réseau qui est la plus utilisée, car les équipements sont moins coûteux et moins délicats à manipuler. Pour la basse fréquence, le câble qui est enroulé autour du joint à traiter ( Fig 2-26 ) est réalisé en fil de cuivre tressé et isolé thermiquement.
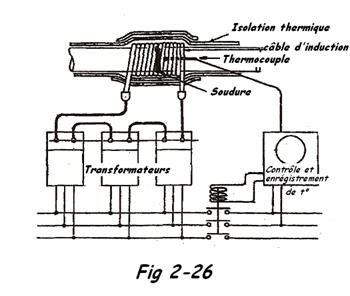
Il doit être souple malgré qu'il soit de forte section et est alimenté par des transformateurs basse tension et haute intensité de même type que pour les résistances chauffantes.
L'ensemble sera également isolé thermiquement. Pour la haute fréquence, le câble enroulé autour du joint à traiter sera de plus faible section que pour la basse fréquence, mais il sera généralement refroidi par une circulation d'eau. Les transformateurs seront remplacés par un générateur à haute fréquence. La haute fréquence permet de monter beaucoup plus haut en température.
Dernière édition:





