


3.8.3 LES PLATINES ( blind spades ) Fig 1-154
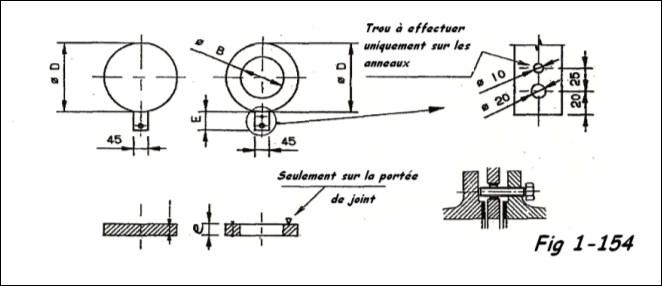
1. Généralités: Elles sont placées aux limites d'unités, sur les tuyauteries " Process " ou " Services ". Pour tout isolement de machines, d'appareils ou de canalisations. Les platines sont intercalées après une vanne. Les dimensions (D, B, E) seront celles des plateaux pleins suivant les normes utilisées (DIN ou ASA).
2. Epaisseur des plateaux d'isolement
L'épaisseur des plateaux d'isolement permanents est calculée par la formule ( par exemple )
t = d6

d6 = cote indiquée à la FIG 1-155 ( mm )
S.E = contrainte admissible ( E = 1 si le plateau ne comporte aucune soudure ) N/mm²
p = la pression de calcul ( N/mm² )
c = somme des surépaisseurs à prévoir ( corrosion, tolérance,.... ) mm
Remarque: Les plateaux d'isolement utilisés pour une épreuve réalisée avec un fluide incompressible, à t°ambiante, seront calculés avec une contrainte ( S ) égale à 90% de la limite élastique minimale garantie, à la même température ( voir paragraphe 2-3 de la deuxième partie du manuel ).
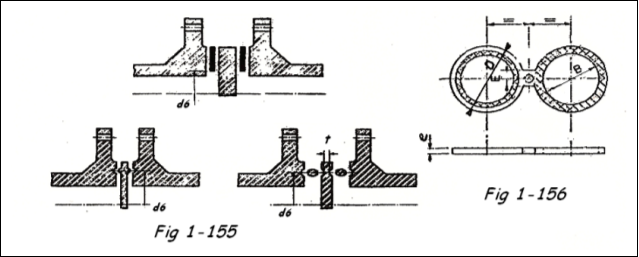
3.8.4 JOINTS A LUNETTE ( blinds ) FIG 1-156
Ces joints sont utilisés en cas de marche intermittente et lorsqu'une étanchéité, après une vanne, est nécessaire ( ex. éviter l'introduction d'azote ou de NoX dans un appareil, ..... ) . De même que pour les platines, les dimensions sont celles des plateaux pleins suivant la norme utilisée ( DIN ou ASA ). Des vis de décollage ( FIG 1-154 ) faciliteront l'utilisation de ces joints à lunette.
3.8.5 PURGEURS ( steam traps )
1. Rôle: Elimination automatique de l'eau condensée dans les conduites de vapeur, d'air comprimé ou
de gaz. pour les canalisations vapeur, l'eau condensée dans les points bas peut occasionner des coups de bélier lors d'une remise en service de la tuyauterie et détruire des appareils.
2. Classification des purgeurs : On peut considérer que, pratiquement, il existe trois grandes familles de purgeurs.
- Les purgeurs mécaniques : à flotteur fermé ( FF ) et flotteur inversé ouvert ( FIO ). Ces purgeurs permettent d'évacuer immédiatement le condensat au moment de sa formation.
- Le purgeur thermodynamique : comparable aux purgeurs mécaniques de part leur rapidité d'évacuation.
- Les purgeurs thermostatiques : thermostatique à pression équilibrée et les bimétalliques qui retiennent le condensat jusqu'à un certain niveau de refroidissement.
Remarque : Les autres types existant sur le marché ne sont pas pris en considération vu qu'ils sont assimilables de par leurs caractéristiques fonctionnelles à l'un ou l'autre de ces types ou qu'ils ont été abandonnés.
a) Les purgeurs mécaniques
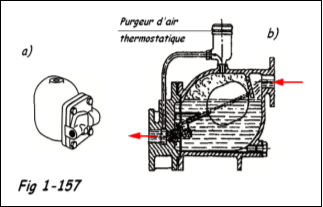
- Purgeur à flotteur fermé ( FF ) Fig 1-157 : L'ouverture est ici commandée par la différence de masse volumique entre la vapeur et le condensat ( ou entre gaz et condensat ). Le flotteur monte avec le niveau de condensat et à terme actionne l'évacuation de celui-ci. Sitôt après, il retombe et occasionne la fermeture de l'évacuation.
Il permet d'évacuer l'air directement au moyen d'un élément thermostatique incorporé qui de contracte en ouvrant l'orifice de sortie et en présence de vapeur se dilate en le fermant.
Avantages: Il s'adapte facilement aux diverses conditions de fonctionnement de pression et de débit ou encore intermittent. L'exécution avec purgeur d'air bimétallique permet l'usage avec la vapeur surchauffée.
Inconvénients: Montage horizontal, fonctionnement discontinu. Ouverture et fermeture non progressives. Il doit être protégé contre le gel surtout en régime intermittent, à moins d'appliquer un dispositif automatique de vidange.
- Purgeur à flotteur inversé ouvert ( FIO ) Fig 1-158 : Il est également appelé " purgeur à cloche "
Il se compose essentiellement d'une enceinte constituée par le corps et le couvercle dans laquelle se déplace un flotteur dont les mouvements entraînent l'ouverture et la fermeture d'un clapet par
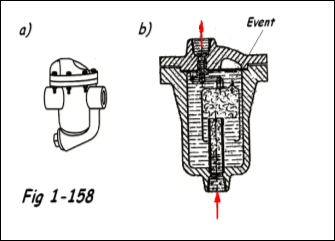
L'intermédiaire d'un mécanisme à levier. La vapeur arrivant sous le flotteur ouvert le rempli et chasse l'eau qu'il contenait. Le poids relatif du flotteur diminue, il se soulève fermant ainsi le clapet. A l'arrivée du condensat, la vapeur n'étant pas renouvelée sous le flotteur se condense. Le niveau d'eau à l'intérieur du flotteur monte. Le poids du flotteur augmente, il tombe au fond du purgeur en ouvrant le clapet, permettant ainsi l'évacuation du condensat.
Avantages : L'usage est possible avec la vapeur surchauffée à condition de placer un clapet de retenue sur l'arrivée. Bonne tenue aux coups de bélier. Filtre incorporé dans la majorité des modèles.
Construction très robuste, mécanisme simple, peu sujet à problème.
Inconvénients : La purge d'air n'est faite qu'en faible quantité et lentement. Sensibilité au gel. Si les conditions sont telles que le joint d'eau puisse se revaporiser, ces purgeurs peuvent donner lieu à une fuite de vapeur, mais par une installation correcte, on peut éviter cet inconvénient.
Il est toujours intéressant d'en discuter avec un représentant.
b) Purgeur thermodynamique Fig 1-159 :
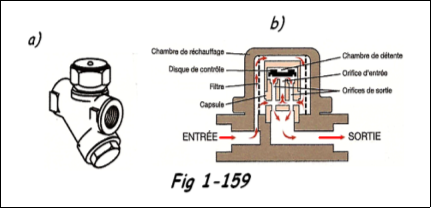
Il comporte un corps, un chapeau, un disque libre et deux sièges annulaires. En exerçant une pression dans l'orifice d'entrée, l'air et l'eau soulèvent le disque et s'échappent librement par l'orifice de sortie. Dès que la vapeur succède, par sa grande vitesse d'écoulement, elle crée une dépression sous la face inférieure du disque et venant frapper la périphérie du corps, élève la pression dans la chambre supérieure.
La pression dans la chambre qui s'exerce sur toute la face supérieure du disque détermine une force qui excède l'action de la pression à l'entrée et de la contre-pression dans l'espace annulaire sous le disque. Lorsque la pression dans la chambre décroît par la condensation. La poussée à l'orifice d'entrée soulève à nouveau le disque et le cycle recommence.
Avantages : Compact, simple, léger, robuste, pas de réglage. Fonctionne dans toutes les positions, insensibles aux coups de bélier, à la vapeur surchauffée, aux vibrations et résistant aux condensats corrosifs. Corps insensible au gel, faible encombrement.
Inconvénients : La contre-pression admissible à la sortie est limitée à +/- 80% de la pression amont pour les
types standards et à 50% de la pression amont avec les modèles pour haute pression. Leur fonctionnement est bruyant ( claquements ). Ils peuvent présenter des difficultés au démarrage de l'installation ( création d'une poche d'air ).
c) Purgeurs thermostatiques
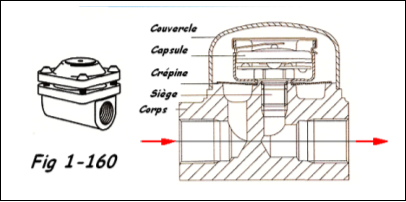
- Purgeur thermostatique à pression équilibrée Fig 1-160 : L'élément thermostatique est constitué d'un soufflet métallique partiellement rempli d'un mélange alcoolisé qui développe une tension de vapeur grandissante et supérieure à la pression de vapeur régnante autour de l'élément.
Cette pression interne dilate l'élément en fermant le passage du siège et la vapeur ne peut s'échapper. Le condensat en se refroidissant abaisse la température de l'élément qui se contracte laisse passer le condensat mais dès que sa température approche celle de la vapeur, le purgeur se referme immédiatement. La purge d'air s'effectue automatiquement à la mise en service et par la suite, l'air en se refroidissant dans le purgeur en détermine l'ouverture et est évacué.
Avantages : Aucun réglage. Léger et peu encombrant. Insensible au gel. Evacue l'air librement au moment du plus grand afflux de condensat. Fonctionne dans toutes les positions.
Inconvénients : L'élément thermostatique craint les coups de bélier importants. Sa constitution le rend parfois sensible aux condensats corrosifs. Ne peut pas être soumis à la vapeur surchauffée.
- Purgeur thermostatique bimétallique Fig 1-161 :
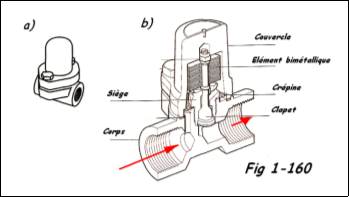
Un élément bimétallique ( lame faite de deux métaux à coefficient de dilatation différents ) actionne le clapet qui est positionné en aval du siège; l'effort développé par l'élément bimétallique doit agir contre la pression existante dans le purgeur pour effectuer la fermeture. Si l'élément est environné de vapeur ou condensat à haute température, la déflexion de l'élément cause la fermeture du clapet. Dès que le condensat se refroidit, le clapet s'ouvre aidé par la poussée due à la pression.
Avantages : Robuste, de faible encombrement en regard de ses possibilités d'évacuation, peut être utilisé en vapeur surchauffée. Résiste aux coups de bélier, aux condensats corrosifs et au gel. Evacue l'air librement. Leur entretien est simple et bon marché.
Inconvénients : Ne convient pas dans le cas où le condensat doit être évacué à sa température de formation. L'élément bimétallique, par son inertie, n'apporte pas de réponse immédiate à des variations rapides de température ou de pression.
3. Remarques: Les purgeurs peuvent être fournis à brides ou avec extrémités à visser. Le type à flotteur est disponible pour toutes les pressions, débits et fluides. Le type thermostatique s'utilise surtout en basse et moyenne pressions avec débits limités. Le type thermodynamique permet surtout une grande variation dans la pression d'utilisation d'un même modèle.
A l'exception des purgeurs thermostatiques, la plupart de ces appareils ne peuvent fonctionner que sur une conduite horizontale. Les purges se font à l'air libre ( attention au personnel ), soit dans un collecteur de purges, selon l'importance du condensat. Dans ce cas, il est toujours indiqué de placer un regard de coulée ( voyant ) afin de contrôler s'il y a débit ou non.
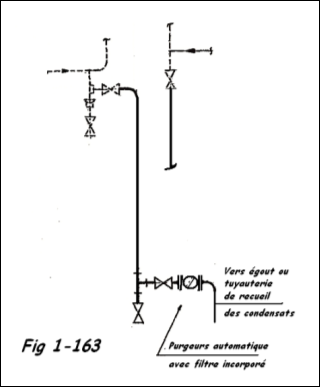
Les purgeurs seront toujours placés au point bas des conduites. Généralement, les purgeurs sont munis de filtre, sinon il est prudent d'en prévoir un avant le purgeur, afin d'éviter qu'il ne se bloque.
Les purgeurs seront installés au maximum tous les 80 m et à tous les endroits où le collecteur remonte.
Notons que les piquages sur les tuyauteries vapeur doivent toujours se trouver sur la génératrice supérieure d'un tuyau horizontal afin que la vapeur, soit aussi sèche que possible.
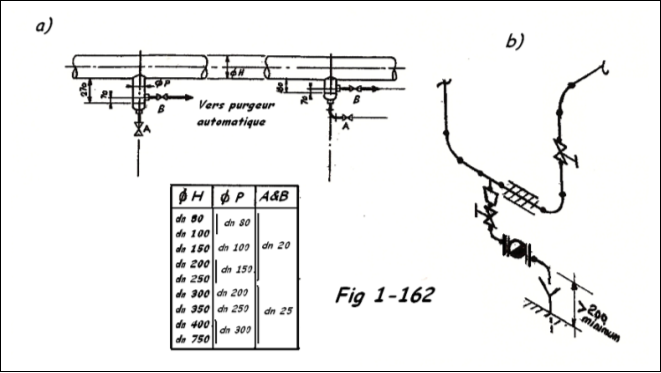
Le montage des purgeurs sur les tuyauteries de vapeur saturée, s'effectuera de préférence comme indiqué à la Fig 1-162a&b. Le choix d'un purgeur dépendra du débit des condensats à évacuer ( kg/h ), de la pression différentielle et du type de montage.
4. Purges de tuyauteries d'air comprimé : L'air comprimé contient toujours de l'humidité sous forme de vapeur d'eau. La quantité de vapeur d'eau peut atteindre 100% de saturation maximum. Cette saturation peut être exprimée par le poids maximum de vapeur d'eau ( g/m³ d'air ) et ne dépend que de la température de l'air comme le montre le diagramme Fig 1-164.
La quantité de vapeur d'eau dans l'air à la limite de saturation ( humidité absolue ) est identique à la masse volumique de la vapeur saturée à cette température. L'humidité absolue augmente au fur et à mesure que la température augmente. Si la température diminue, la quantité de vapeur dépassant le point de saturation se condense. La masse effective de vapeur d'eau est l'humidité relative ( 100% d'humidité relative = saturation = humidité absolue ).

Exemples numériques
a) 1 m³ d'air saturé à 23 °C contient 20,5 g de vapeur ( humidité absolue ) comme l'indique le
graphique Fig 1-164. Si cet air est comprimé de 1 bar abs à 5 bar abs à température constante, le volume d'air tombera à 1/5 m³ d'air ( loi de Mariotte => p . V = cste ). Le volume ne peut retenir les 20,5 g de vapeur, mais seulement 1/5 soit 20,5/5= 4,1 g. Le solde est donc de 20,5 - 4,1 = 16,4 g qui se condensera sous forme d'eau.
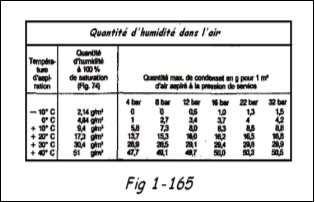
Le tableau Fig 1-165 donne les quantités de condensat maximum à la pression d'aspiration ( 0 barg ), à des températures d'aspiration différentes et une température d'air comprimé de 20°C. Les valeurs de ce tableau seront multipliées par la quantité d'air effectif en m³/h ( taux d'humidité de l'air à l'aspiration = 100 % )
b) Soit 1000 m³/h d'air comprimé à 12 barg, la température d'aspiration est de 10 °C et 20 °C après compression. Le tableau Fig 1-165 donne pour 10 °C et 12 barg => Qm = 8 g/m³, soit 8000 g/h pour 1000 m³/h.
Note : - Dans tous les cas où il est nécessaire d'avoir de l'air sec, le projeteur devra prévoir un séparateur d'eau et d'huile s'il y a lieu, voir même un absorbeur.
- Toujours veiller à ce que le condensat s'écoule librement par gravité du piquage vers le purgeur, avec une pente constante afin d'éviter tout bouchage.
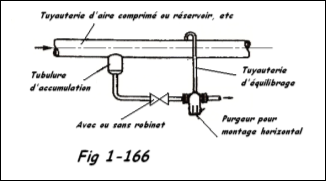
- Le choix des purgeurs à flotteur demande d'avoir un certain niveau de condensat pour s'ouvrir. Ce niveau ne peut s'établir que si l'air s'est échappé du corps. Pour ce faire, on peut surdimensionner la tuyauterie de condensat afin que l'air puisse s'échapper en refluant en sens inverse des condensats, mais pour de gros débits ( Fig 1-166 ) il y a toujours lieu de prévoir une tuyauterie d'équilibrage.
5. Purges des tuyauteries vapeur : Calcul des débits de condensat.
- Si la quantité de chaleur nécessaire est connue, le débit de condensat ( Qm ) peut être calculé au moyen de la relation :
Qm = 1,2

Qc = quantité de chaleur nécessaire ( kJ/s )
1,2 = coefficient tenant compte des pertes de chaleur
- Si la quantité de chaleur ( Qc ) n'est pas connue, elle peut être calculée à l'aide de la relation
Qc = M .

M = masse de produit à réchauffer par heure
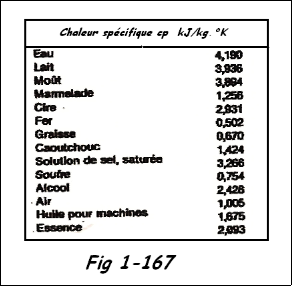
cp = chaleur spécifique = kJ/kg.°K ( Fig 1-166 )
Δt = tf - ti ( t° finale - t° initiale )
Exemple
50 kg d'eau doivent être réchauffé en 1 heure de
20 ° C à 100 °C. Calculer la quantité de chaleur nécessaire ( cp ( eau ) = 4,19 kJ/kg.°K ).
Qc = = 50 x

Qm = 1,2 x

Si les 50 kg d'eau doivent être vaporisés en 1 heure, il faut ajouter la chaleur latente d'environ 2100 kJ/kg soit 50 x

Qm = 2,1 ( 4,656 + 29,167 ) = 71 kg/h
- Si la surface de chauffe et la différence de température ( tf - ti ) sont connus,
Qm peut être calculé comme suit :
Qm =
Qm = quantité de condensat ( kg/h )
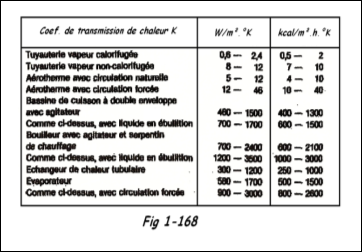
K = coefficient de transmission de la chaleur ( tableau Fig 1-167 )
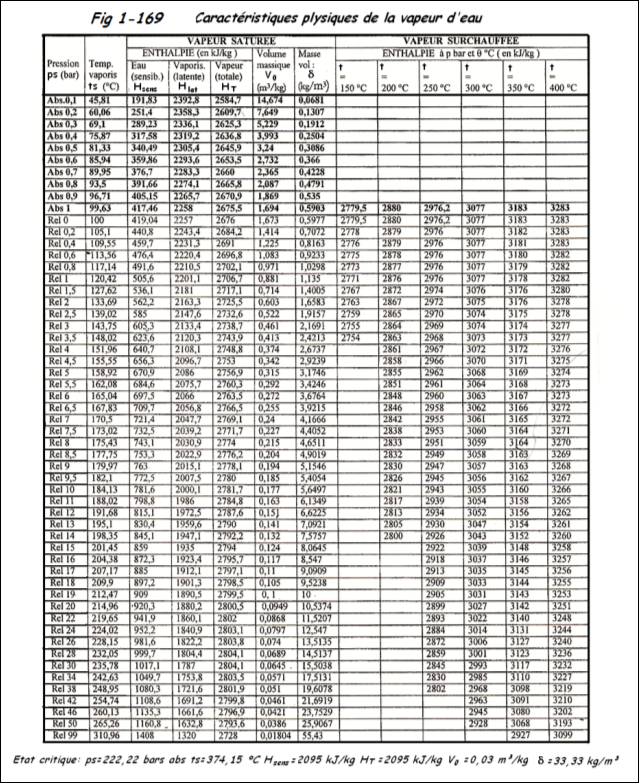
ts = température de la vapeur saturée en °K ( Fig 1-168 )
tf et ti = température finale et initiale en °K
r = chaleur latente en kJ/kg ( à la pression moyenne r = +/- 2100 kJ/kg )
6. Dimensionnement des purgeurs
Le débit moyen de condensat formé peut être déterminé grâce aux formules ci-avant. Ces formules montrent que, les autres conditions restant identiques, le débit de condensat augmente avec la différence entre la température de vapeur et la température du produit. Donc le débit de condensat sera plus important lorsque la température du produit est la plus basse. La pression différentielle ( pression amont - pression avale ) déterminant le débit du purgeur est faible lors du démarrage.
Lors de la purge de tuyauterie de vapeur saturée, le débit de condensat lors du démarrage peut être de 20 fois plus élevé qu'en service. Si seule, la consommation moyenne de vapeur ( débit de condensat ) est connue, il faut ajouter un facteur de sécurité pour les purgeurs à flotteur. on peut s'attendre à ce que le débit maximum pour des pressions moyennes ( t° condensat ï‚£100°C ) soit de 1,4 fois plus important aux débits d'eau chaude indiqués dans le diagramme de débit des purgeurs fourni par les constructeurs.
Le débit maximum des purgeurs thermostatiques ( débit d'eau froide ) par contre, est un multiple de leur débit d'eau chaude indiqué dans les diagrammes de débit des fournisseurs.
7. Remarque : a) Le débit vapeur nécessaire pour réchauffer une tuyauterie en acier peut être déterminé à partir de la relation ci-après :
Qm =
Qm= Débit vapeur t/h
De = diamètre extérieur du tube m
L = longueur du tube m
Ï = masse volumique du matériau du tube = 7800 kg/m³ pour l'acier
Vd = vitesse de montée en température °C/h
Hlat = chaleur latente de vaporisation de l'eau 500.10³ kcal/kg
cp = chaleur spécifique du matériau = 0,11 kcal/kg°C pour l'acier
Note : La formule suivante permet de déterminer approximativement Hlat = 2530 - 2,9 . ts = kJ/kg
ts = température de vaporisation en °C . Ou consulter les tables de vapeur.
b) Quantité de condensat au démarrage d'une conduite vapeur est donnée par la relation :Qm =

Qm = masse de condensat kg/m
P = masse de la tuyauterie kg/m
Δt = variation de température pendant le préchauffage °C
cp = capacité thermique massique du matériau = 0,478 kJ/kg °K pour l'acier
Lv = chaleur de condensation de vapeur = 2.10-6 J/kg
Exemple : pour une conduite dn 200 et un Δt = 10°C => Qm = 0,07 kg/m de conduite.
Dernière édition:





