
Aujourd’hui c’est le tour du soudage à la molette. C’est la suite des cours parlant du soudage par résistance et du soudage par point .
On peut aussi aller consulter le sommaire des cours sur le soudage
Allez on commence avec le soudahe à la molette
7.1.6 Soudage à la molette (Procédé n° 22)
1. Principe du procédé
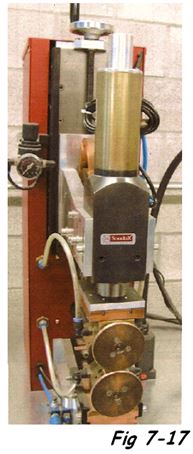
Le soudage à la molette est en fait, une version continue du soudage par points. Les électrodes sont, ici, remplacées par deux roues (disques en cuivre ou molette) tournant en sens opposé, qui via une force appliquée, permet le transport des pièces à souder (principalement des tôles) en permettant la réalisation de soudures continues. Dans ce cas, le courant passe à très courts intervalles, ces soudures étant étanches ou interrompues et le courant passe par certains intervalles (Fig 7-18).
Les applications sont l’assemblage de tôles, par recouvrement pour de faibles épaisseurs et la fabrication de tubes à partir d’une feuille métallique.
C’est un procédé offrant des vitesses de soudage élevées très intéressant pour l’assemblage de tôles profilées. Des vitesses de soudage de 0,5 à 4 m/min sont atteintes, mais il est possible d’obtenir des vitesses de l’ordre de 15 m/min (sous haute fréquence). On peut même atteindre 50 m/min pour le soudage des boîtes de conserve par exemple.
C’est un procédé très employé pour la fabrication des tuyauteries industrielles roulées-soudées (soudures longitudinales ou transversales Fig 7-18). Un mandrin fixe et une molette roulant en se déplaçant sur une génératrice du mandrin (Fig 7-19a) ou encore deux galets d’entraînement du tube à souder et l’action de deux molettes de soudage (Fig 7-20) .

2. Dispositions constructives
![]Schéma de soudage à la molette 3](https://www.rocdacier.com/ouvrage-soudage/soudage-molette/schema-soudage-molette3.JPG "]Schéma de soudage à la molette 3")
- Soudure bout à bout avec écrasement des bords (Fig 7-21a). La longueur du recouvrement doit être = 1,5 x e
- Soudure avec recouvrement des bords, la superposition doit être = 6 x e (Fig 7-21d2)
- Soudure bout à bout avec bords jointif et fil d’apport couché (Fig 7-21b)
- Soudure bout à bout sur bords jointifs avec feuillards eps 0,2 mm (Fig 7-21c)
Remarques :
- Ce procédé permet le soudage de tôles de 0,1 à 3 mm. Celles-ci pouvant être en acier doux, inoxydables ou en aluminium. Le diamètre usuel des molettes est d’environ 300 mm.
- Les pièces doivent être propres, sans trace de rouille ou de calamine.
- La largeur du cordon de soudure sera (Fig 7-22 = essai destructif de déboutonnage) conservée constante avec une valeur proportionnelle à l’épaisseur au contact de la molette. La règle empirique étant L = (2 x e) + 2 mm (e = épaisseur de la tôle considérée).

La Fig 7-23 donne (à titre indicatif), quelques exemples de réglages. Il y a toujours lieu, pour un technicien, de s’informer auprès de sa hiérarchie et des représentants de sociétés ayant fourni la machine à souder, des possibilités et réglages possibles en fonction du type d’acier des pièces à souder.

Cours suivant: Soudage par bossage
Soudage par résistance
Soudage par point
Sommaire des cours sur le soudage
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







