
Après le soudage à la molette , le soudage par résistance par bossage. Bous pouvez aussi voir le sommaire des cours sur le soudage
7.1.7 Le soudage par résistance par bossage (Procédé n° 23)
1. Principe du procédé
Le procédé de soudage par bossage est une méthode d’assemblage directement dérivée du soudage par résistance par points. Les électrodes du soudage par points étant dans ce cas remplacées par des plateaux avec saillies appelées « Bossages » préparés sur une des pièces à assembler, en réalisant ainsi une concentration de courant nécessaire à leur fusion.
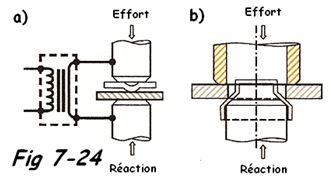
L’échauffement ayant toujours lieu par effet moment de la fusion et disparaissent pour former le joint (Fig 7-25). Ils peuvent être semi-sphériques, oblongs, annulaires. Ils peuvent être naturels, le courant étant normalement canalisé par la géométrie de la pièce à souder (fils en croix, vis, bouchons et tubes) ou peuvent être artificiels par emboutissage ou par matrisage (Fig 7-24b), crevés (tôles peintes, plastifiées, etc…). Ce procédé est souvent utilisé dans le cas d’assemblage de tôle ayant une certaine courbure afin de garantir un contact correct entre les deux tôles. C’est u procédé permettant de souder plusieurs bossages en un cycle, de localiser exactement les points soudés, de souder sans déformation et d’éliminer l’indentation sur une des tôles.

Il permet aussi d’avoir de faibles usures d’électrode pour le soudage d’acier revêtu, de pouvoir rapporter des éléments mécaniques sur la tôle (vis, écrous, …). Mais il nécessite des machines très puissantes, ayant des bâtis robustes et rigides tout en ayant des éléments mobiles de peu d’inertie pour accompagner le bossage pendant la phase d’effondrement, mais également des outillages de positionnement important ainsi que des électrodes d’usinage précis, massives ou en plusieurs parties.
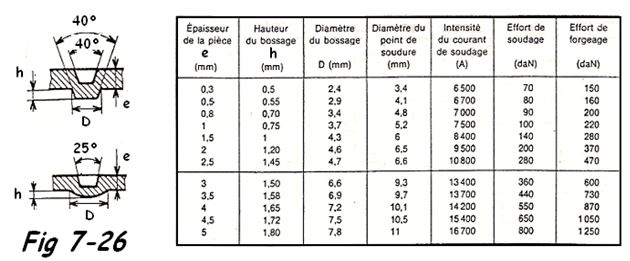
Le tableau Fig 7-26 donne les efforts et énergies approximatives à mettre en jeu pour le soudage par bossage de l’acier doux avec tôles d’égale épaisseur.
Cours suivant: Soudage par résistance en bout, haute fréquence et étincelage
Soudage par résistance
Soudage par point
Soudage à la molette
Sommaire des cours sur le soudage
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







