❓ Questions fréquentes
Qu'est-ce que le perçage et comment fonctionne cette opération d'usinage ?
Le perçage consiste à exécuter des surfaces cylindriques intérieures à l'aide d'outils rotatifs appelés forets. L'outil de coupe est animé simultanément d'un mouvement de rotation continu et d'un mouvement de déplacement longitudinal pour pénétrer dans la matière. C'est une opération d'enlèvement de matière qui permet de créer des trous précis dans différents matériaux métalliques. Cette technique est fondamentale en métallurgie et en usinage pour l'assemblage et la fixation de pièces.
Comment choisir entre un foret à queue conique et un foret à queue cylindrique ?
Le choix dépend principalement du diamètre de perçage souhaité. Les forets à queue cylindrique sont utilisés pour les diamètres inférieurs ou égaux à 13 mm et se montent dans un mandrin avec une clé de serrage. Les forets à queue conique sont réservés aux diamètres supérieurs à 13 mm et s'emmanchent directement dans la broche via des cônes Morse numérotés selon la taille. Cette distinction permet d'optimiser la rigidité et la précision du montage selon les contraintes de perçage.
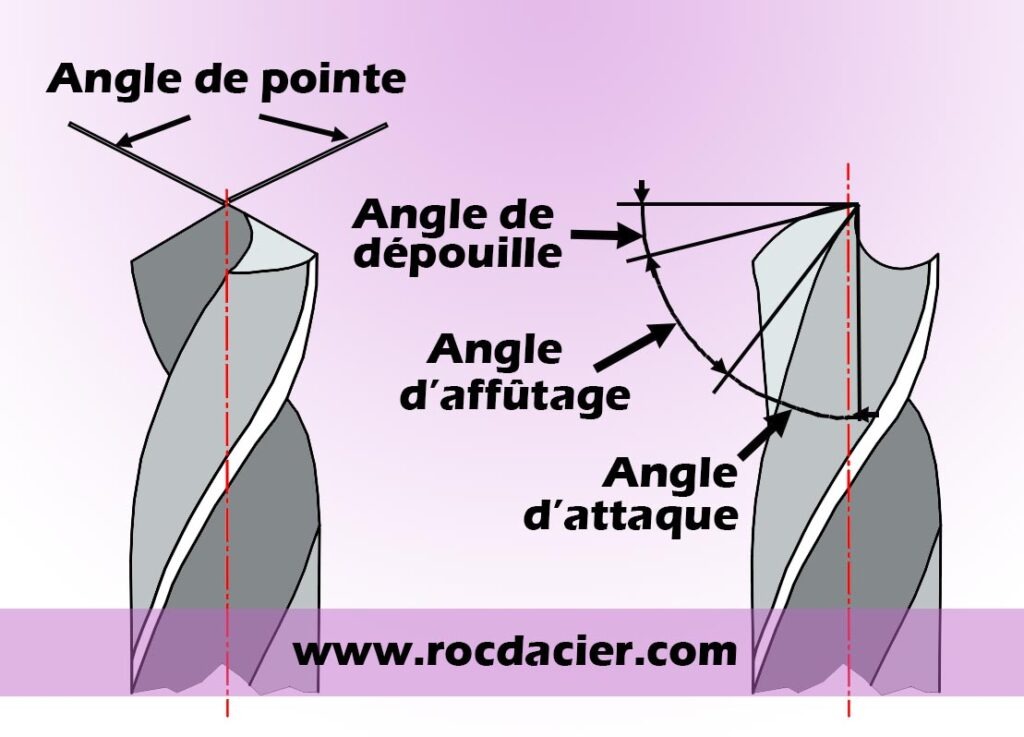
Pourquoi l'angle de pointe du foret varie-t-il selon les matériaux à percer ?
L'angle de pointe influence directement la facilité de pénétration et l'efficacité de coupe selon la dureté et les caractéristiques du matériau. Par exemple, l'acier doux nécessite un angle de 120°, tandis que le laiton se perce avec un angle de 90° pour éviter le bourrage. L'aluminium et les aciers inoxydables demandent un angle de 135° pour une coupe optimale. Un angle mal adapté peut provoquer un échauffement excessif, une usure prématurée du foret ou une mauvaise qualité de perçage.
Comment calculer la vitesse de rotation d'un foret en fonction du matériau ?
La fréquence de rotation se calcule avec la formule N = 1000 × Vc / (π × D), où N est en tours/minute, Vc la vitesse de coupe en m/min et D le diamètre en mm. La vitesse de coupe varie selon le matériau : 20-40 m/min pour l'acier S235, 10-20 m/min pour l'inox, 30-60 m/min pour l'aluminium. Cette adaptation permet d'optimiser la durée de vie du foret tout en maintenant une qualité de perçage acceptable. Un abaque de perçage peut également faciliter cette détermination sans calcul.
Quel est l'impact de la lubrification sur le perçage des métaux ?
La lubrification est indispensable pour améliorer la qualité du travail et limiter l'usure des forets. Elle permet d'évacuer la chaleur générée par la coupe, de faciliter l'évacuation des copeaux et de réduire les frottements. Sans lubrification, il faut impérativement réduire la vitesse de coupe d'environ 50% pour éviter la détérioration prématurée de l'outil. L'absence de lubrification peut également provoquer un échauffement excessif qui modifie la structure métallurgique du foret et réduit sa capacité de coupe.
Est-ce que tous les forets nécessitent un guidage préalable avant le perçage ?
Non, le guidage dépend du diamètre et de la précision requise. Pour les diamètres jusqu'à 13 mm, un simple coup de pointeau suffit pour éviter que le foret ne dérape au démarrage. Pour les diamètres importants ou les perçages délicats, il faut réaliser un avant-trou d'environ 1/3 du diamètre définitif. Dans certains cas spéciaux comme les surfaces obliques, des canons de perçage sont utilisés pour garantir la précision. Ce guidage préalable assure la qualité dimensionnelle et géométrique du perçage final.
Pourquoi est-il crucial de bien bloquer les pièces lors du perçage ?
Le blocage des pièces est essentiel pour la sécurité et la qualité du perçage. Une pièce mal fixée peut se mettre à tourner avec le foret, provoquant des blessures graves à l'opérateur. Le blocage se fait avec un étau pour les petites pièces ou des brides pour les pièces de forme complexe. Un serrage insuffisant peut également causer des vibrations qui dégradent la qualité du trou et accélèrent l'usure du foret. Des cales peuvent être nécessaires si les mors de l'étau n'ont pas d'épaulement pour maintenir correctement la pièce.
Comment reconnaître et choisir la qualité d'acier rapide d'un foret ?
Les forets portent des marquages indiquant leur qualité d'acier rapide : ARO (Acier Rapide Ordinaire), ARS (Acier Rapide Supérieur) ou HSS (High Speed Steel) en anglais. L'ARO convient pour les travaux occasionnels, tandis que l'ARS et le HSS offrent une meilleure résistance à l'usure et à la chaleur. Les qualités supérieures sont à réserver pour les productions intensives car elles sont plus coûteuses. Le choix dépend de la fréquence d'utilisation, des matériaux à percer et des exigences de productivité de l'atelier.