
Voici un cours proposer par ETUI. Ce cours concerne l’affutage des outils tranchants, pointes à tracer.
ETUI l’a intitulé « affûtage d’outils à un taillant ou tranchant ».
L’objectif initial est de pouvoir restaurer la coupe des outils. Son cours aborde des outils tels que bédane, burin, pointeau, pointe à tracer, tournevis.
Les outils d’affutage présentés sont la meule émeri, la pierre à huile.
1) La Meule émeri
Cette machine à affûter les outils doit conserver un dressage de ses meules aussi correct que possible, aussi toute utilisation à d’autres fins brutales de déformation est à proscrire.
Il faudra réserver un autre touret pour les ébarbages et les meulages grossiers.
On choisira des meules à grains adaptés pour obtenir un affûtage optimal et on prévoira des supports ou des outils de contrôle genre calibres, ou cimblots pour guider l’affûtage.
Le dressage s’effectue soit au diabolo ou au diamant, tandis que le décrassage peu s’effectuer au décrasse meule à molettes.
2) Comment affûter un pointeau ou une pointe à tracer avec un touret à meuler
Ces outils doivent-être affûtés sur la meule émeri bien dressée. Il convient de prendre soin de ne pas brûler, c’est-à-dire de bleuir le taillant de ces outils qui sont trempés.
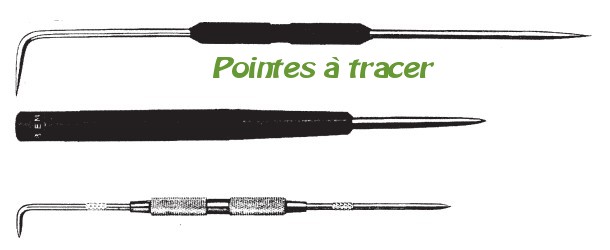
Les pointes à tracer en acier dur au carbone s’affûtent » en pointe » à environ 20°. Souvent il convient de retremper d’abord la pointe au rouge cerise clair dans de l’eau propre et froide. Pendant l’affûtage l’on pratiquera alors un revenu au jaune paille pour redonner la dureté normale.
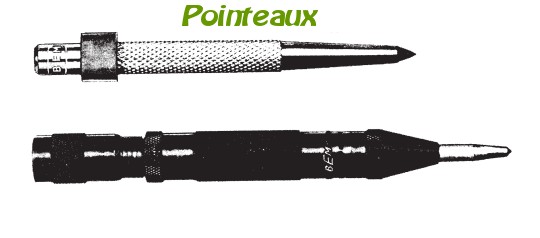
Pour le pointeau un angle de 60° devra être respecté. Prévoir de disposer les stries de meulage dans le sens de pénétration de l’outil.
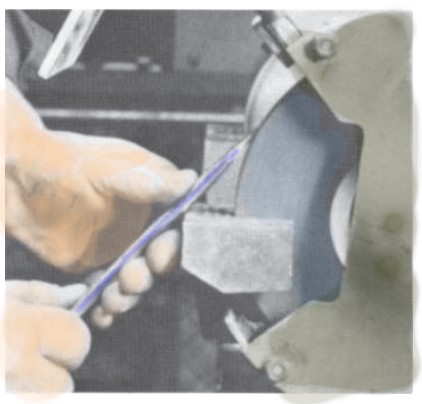
La première chose primordiale avec cette machine, c’est la sécurité. Mettez des lunettes de protection et des gants, même si sur la photo ci-après présente un affûteur qui ne porte pas de gants. Certains estiment que les gants peuvent être entraînes par la meule et augmenter le risque d’accidents.
Procédure:
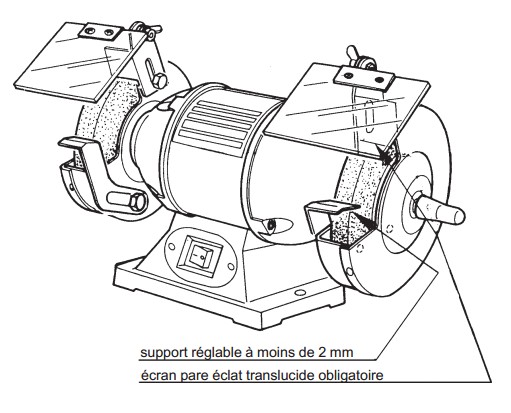
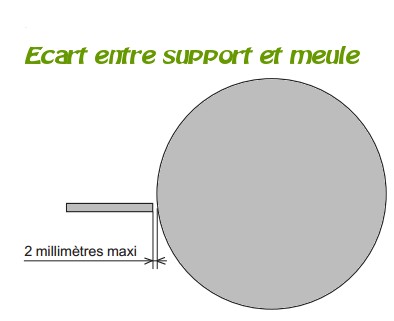
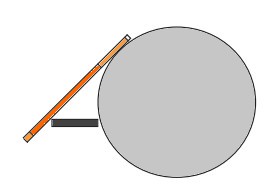
1) Vérifiez l’écartement de la table du touret avec la meule ( maxi 2 mm )
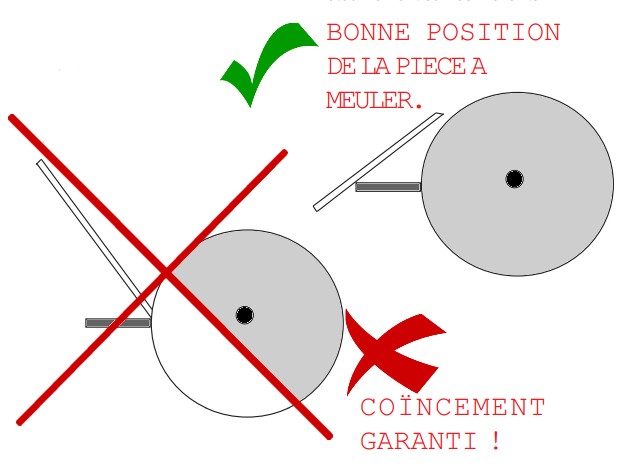
2) Affûtez le pointeau ou la pointe à tracer en plaçant la pointe vers le haut contre la meule
3) Contrôlez l’angle avec un rapporteur d’angle
3) Comment affûter un burin

Ces outils doivent-être affûtés sur la meule émeri bien dressée. Il convient de prendre soin de ne pas brûler, c’est-à-dire de bleuir le taillant de ces outils qui sont trempés.
Pour le taillant respecter un angle de 60°environ, selon la dureté du métal à entamer ou de la qualité de trempe de l’outil. Prévoir de disposer les stries de meulage dans le sens de pénétration du tranchant de l’outil.
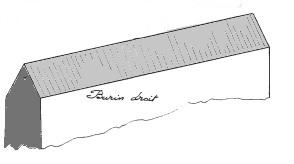
3-1) AFFÛTAGE EN TRANCHANT DROIT
Cet affûtage est surtout intéressant pour le nettoyage des grains de soudure à l’arc sur les pièces finies. L’agressivité des angles du burin sont valables pour dégager notmment les inclusions de laitier.
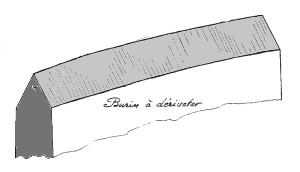
3-2) AFFÛTAGE EN TRANCHANT ARRONDI
Cet affûtage est le plus courant pour un burin universel. Il présente une coupe presque droite sans avoir les coins qui accrochent les surfaces.
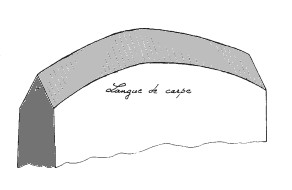
3-3) AFFÛTAGE EN LANGUE DE CARPE
Le burin affûté en arrondi relativement marqué, voir très prononcé, à pour intérêt de permettre une attaque de la tôle en pleine matière et ainsi d’enlever des parties situées en pleine tôle.
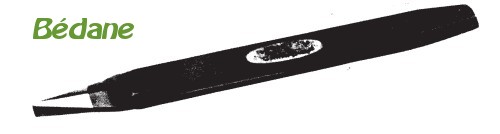
4) Comment affûter un bédane
Le bédane s’affûte comme le burin, mais toutefois il convient de le dégager de chaque coté pour qu’il ne coince pas dans la saignée. Ces dégagements s’effectuent avec l’arrondi de la meule, comme indiqué ci-après.
Le profilage de dégagement ne doit pas provoquer d’échauffement préjudiciable à la dureté de l’outil. Les grugeoirs et débouchoirs sont des outils spéciaux que l’outilleur fabrique à la demande selon les opérations particulières qu’il rencontrent.
Ces outils doivent-être affûtés sur la meule émeri bien dressée. Il seront ensuite finis sur des meules douces de formes adaptées et entraînées sur petits moteurs portables, éventuellement sur perceuse.
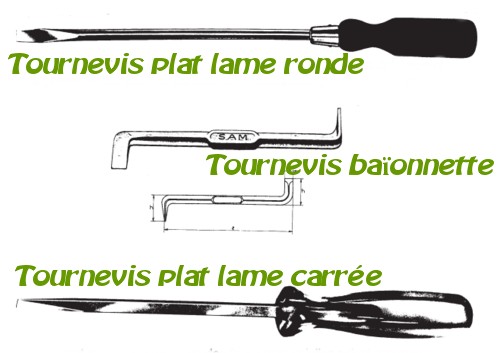
5) Comment affûter un tournevis plat
Qu’ils s’agisse d’un TOURNEVIS A LAME RONDE, d’un TOURNEVIS A LAME BAÏONNETTE, d’un TOURNEVIS A LAME CARRÉE ou d’un TOURNEVIS A LAME FORGÉE, le tournevis plat s’affûte lui aussi sur une meule émeri bien dressée, en l’appliquant simplement à plat sur l’arrondi de la meule pour avoir les stries vers le manche. Il va de soi qu’il ne faut pas échauffer son extrémité sinon il se détrempe et ne présente plus la résitance nécessaire au désserage des vis à fente.
Il convient d’obtenir un affûtage des faces pour qu’elles soient parallèles. Enfin l’épaisseur de la lame doit-être maximum pour garantir une force de desserrage efficace.
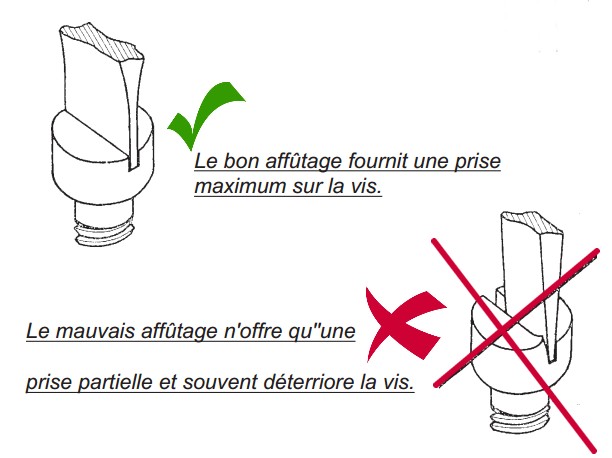
6) Comment affûter un tournevis cruciforme
Il peut s’agir de tournevis à lame ronde ou à lame baïonnette.
Le tournevis cruciforme n’est pas aussi facile que le plat à retoucher aussi convient-il d’abord de vérifier si le temps à y passer en vaut la peine. Il convient d’abord de vérifier l’angle d’extrémité qui est variable selon les marques de vis. Ensuite il faut disposer d’une petite meule aux angles bien vifs pour dégager l’empreinte. Notons bien que dans l’achat de cet outil on a souvent intérêt à choisir le profil baïonnette qui reste disponible pour l’empreinte au fur et à mesure des affûtages.
Une astuce consiste à ne pas acheter de tournevis plat mais de reconvertir le cruciforme en tournevis plat.
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…






