


3.3.3 ACCESSOIRES DE RACCORDEMENT NORMALISES
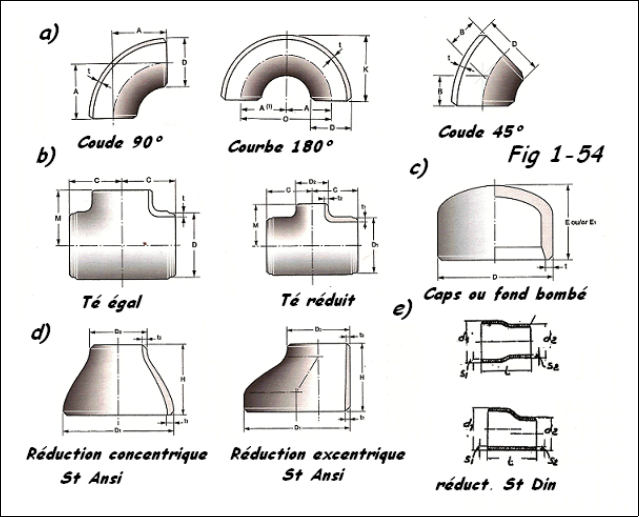
- Généralités ( Fig 1-54 )
- Les coudes ( ou courbes ) Fig 1-54 a, appelés également Elbows dans les normes BSI ou ASME et Bogen dans les normes DIN par exemples.
- Les réductions concentriques et excentriques Fig 1-54 d & e
- Les tés égaux ou réduits Fig 1-54 b
- Les fonds bombés ( caps ) Fig 1-54 c
- Les accessoires à souder en bout, réalisés d'une seule pièce ou en plusieurs parties assemblées en préparation Fig 1-55.
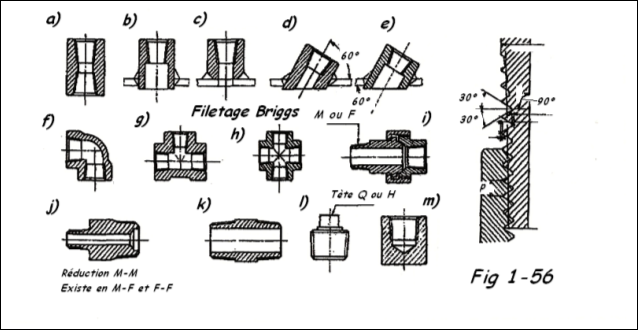
- Les accessoires à visser Fig 1-56
2. Manchons de raccords soudés (Fig 1-55 )
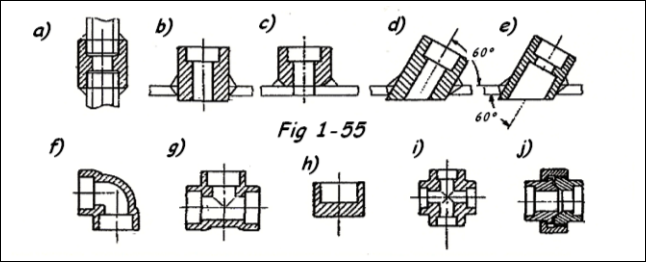
Ils sont généralement utilisés pour tuyaux jusque dn 50, mais peuvent être fabriqués jusque dn 100. Ils sont du type à emboîtement (socket). On trouve généralement les séries 3000lbs et 6000lbs. Notons que les demi-manchons sont utilisés pour le branchement de petites conduites sur les collecteurs (pour tubes de dimensions voir le catalogue Trouvay & Cauvin.
3. Raccords vissés (Fig 1-56 )
Leur emploi est limité à des dn <= 50mm. Filetage Brigg (NPT), utilisés en grande majorité en ac. forgé. Ces raccords sont tolérés sur les conduites « service » (eau, air). Série 3000 et 6000lbs.
4. Accessoires pour soudage bout-à -bout
Les coudes tés et réductions à souder sont fabriqués à partir d'ébauches tubulaires de nuances analogues à celles des tubes auxquels ces accessoires sont assemblés. Ils font tous l'objet de normes.
a) Pour les coudes 90° - 180° et 45° Fig 1-54 a et annexes
-Suivant DIN :
din 2605 : rayons normaux 1.5 de ( ext tuyau) coude 3D
din 2606 : rayons longs 2.5 de ( ext tuyau) coude 5D
Utilisés uniquement pour les tuyauteries soumises à haute température (diminution des contraintes).
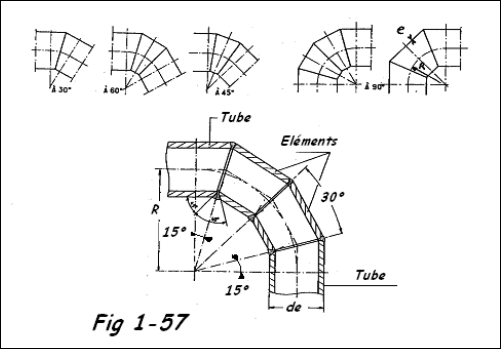
Pour les grands diamètres il existe également des coudes à segments (tranches de melon). Ils peuvent être avantageux à partir de dn 450 à condition que les épaisseurs de tôles soient minces (prix élevé des soudures), mais attention aux pertes de charge et au calcul de l'épaisseur des tranches (codes ANSI B31-3 et EN 13480 ).
Calcul St EN 13480
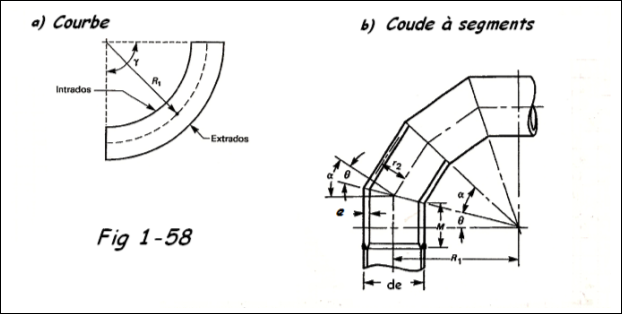
- Cintres et coudes ( Fig 1-58 a )
L'épaisseur est calculée à partir de l'équation des tubes droits ( voir § 3.2.1 ) ou e = épaisseur minimale requise hors tolérance et surépaisseur de corrosion.
A l'intrados l'épaisseur minimale eint = e
A l'extrados " " eext = e
- Coudes à sections ( hors fluage ) Fig 1-58 b
Attention, la pression de calcul doit être ≤ 20 barg
Eviter d'utiliser ces coudes dans des conditions de température et pression élevées.
Le rayon effectif d'un coude à sections R1 =

e ≤ 13 mm => la = 25 mm
13 ≤ e < 22 mm => la = 2 . e
e ≥ 22 mm => la = 2/3 e + 30
- Courbes à sections multiples Fig 1-58 b
pmax est la plus faible valeur calculée à partir des équations suivantes :
pmax =
ou pmax =
- Coude à 1 onglet avec θ < 22°30' : voir ci-dessus
Si θ > 22°30' : pmax =
- Longueur M minimum des bouts de tubes
M = max

Calcul Suivant ANSI B31-3
Coudes long-rayon à 90° +/- 1.5 de ANSI B16-9
Coudes court-rayon à 90° +/- 1 de ANSI B16-28
Calcul des courbes et coudes à segments
e =
N.B.: Pour les autres groupes d'acier voir norme ASME B31-3
k (intrados) =


Remarque : Une vieille pratique dictait d'adopter l'épaisseur supérieure à l'épaisseur du tube afin de tenir compte de la courbure, mais c'est une solution trop conservatrice.
- Coudes à sections multiples ( θ ≤ 22°30' )
La pression intérieure maximale pmax est la plus faible des valeurs calculées à partir des équations suivantes :
pmax =
- Coudes à un onglet (θ ≤ 22°30) : pmax =
b) Réductions ( changement de diamètre ) Fig 1-55 d & e
On trouve des réductions concentriques Form K suivant DIN 2616 ou suivant ANSI B16-9 et excentriques Form E suivant DIN 2616 ou suivant B16-9. Les réductions excentriques se placent :
- Avec la génératrice circulaire inférieure dans le prolongement du tube afin de permettre un drainage complet.
- Avec la génératrice circulaire supérieure dans le prolongement du tube pour éviter les poches d'air => purges de désaération.
Leur emploi est à limiter, en raison des pertes de charge et du temps nécessaire pour se les procurer.
L'épaisseur peut être vérifiée, selon la norme utilisée, en adoptant la formule des parois coniques.
c) Tés égaux et tés réduits Fig 1-55 b
Ce sont les accessoires les plus utilisés pour les dérivations. Ils existent aux standard DIN 2615 et ANSI B16-9. Pour cause de délais importants d'approvisionnement, il faut éviter de placer des tés réduits, pourtant ils sont avantageux car ils évitent l'emploi d'une réduction et d'une soudure supplémentaire.
d) Caps ou calottes Fig 1-55 c
Ils permettent l'obturation en bout de ligne, ils sont disponibles suivant les normes ANSI B16-9 et DIN 2617. Toutefois, s'il existe une possibilité de continuer la ligne, il faut préférer le placement d'une bride + plateau plein ou une vanne si l'on ne peut arrêter le" process " . Le calcul est celui des calottes sphériques suvant ASME B31-1 ou 3 et EN 13480-3.
e) Piquages ( Fig 1-59 )
Pour les branchements ≥ ½" (dn 15), sur un collecteur de grand diamètre, celui-ci peut être réalisé :
- Par piquage simple : Fig 1-59 a. Ce procédé convient à toutes les tuyauteries à pression et température modérée. C'est le plus rapide et le moins onéreux, mais il est le plus fragile (série Pn10 maximum). Un « truc » pour le piquage des tubulures est de placer un bout de tube de +/- 150mm en Sch 40 ou supérieur soudé sur le collecteur et de continuer la conduite suivant l'épaisseur prévue. En effet, la surépaisseur du bout de tube entre dans le renforcement du piquage (rappel : paragraphe 3.3.1).
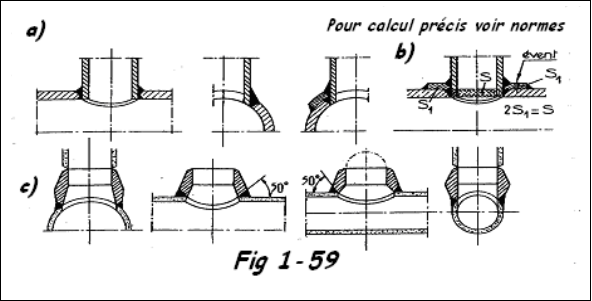
- Par piquage avec renfort (fig 1-59 b calculé suivant ANSI B31-1 ou 3 ou EN 13480, si les conditions de travail l'exigent (rappel voir paragraphe 3.3.1).
- Par weldolets (fig 1-59 c ). D'emploi facile, d'encombrement radial réduit, assurant une très bonne répartition des contraintes. Les weldobets ( raccords de dérivation renforcés ) se font en tous diamètres pour branchements égaux ou réduits, avec embouts à souder (WN = Welding Neck) et aussi pour des dn <= 10'' en socket welding. (éviter les filetages). A utiliser pour tuyauteries soumises à pression et température , mais leurs prix sont très élevés..
f) Remarques :
Le choix du procédé à utiliser dépendra du prix de revient, des conditions de travail, de l'emplacement du branchement et souvent des facilités d'approvisionnement de ces accessoires.
5. Assemblages par brides (flanges)
C'est le cas le plus fréquent dans l'industrie chimique pour dn 1/2''. Plusieurs types existent en différents standards. Nous utilisons en Belgique principalement les DIN mais parfois les ASA (vannes automatiques, unités de production made in USA ). A noter que les trous pour boulons sont toujours placés hors axes.
Caractéristiques : forme, série (Pn 10 à Pn 160 par exemple pour les normes DIN et 150Lbs à 2500 Lbs pour les normes ASTM). La série ou classe définit les limites d'utilisation en fonction de la pression et de la température. Des abaques ou tableaux ont été établis permettant pour une pression, une température et un acier déterminé de fixer la série à utiliser (Normes DIN et ASTM).
a) Série ou classe de pression européenne :
Les valeurs des pressions nominales adoptées en Europe résultent d'une série géométrique de raison

1 1.6 2.5 4 6.4 10
10 16 25 40 64 100
100 160 250 400 640 1000
(ex : 1.5874² ~ 2.5; 1.5874³ ~ 4; ...)
La pression nominale se désigne par le symbole PN suivi de sa valeur (ex PN16; PN100...). Ces pressions nominales admissibles (barg) pour des températures de -10 à 120°C. Pour des températures plus élevées, la pression admissible décroît comme indiqué au tableau Fig 1-60. Cette décroissance est fonction de la qualité de l'acier utilisé. Les températures pour lesquelles il n'est pas indiqué de valeur de pression et située à droite du tableau indique que la qualité de l'acier correspondante ne peut-être utilisée.
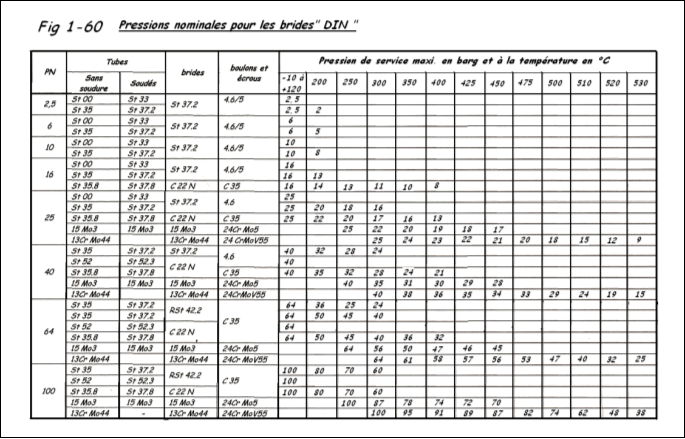
Exemple : une bride PN40 (acier 15MO3) peut, à 350°C, travailler à une pression maximale admissible de 31 barg.
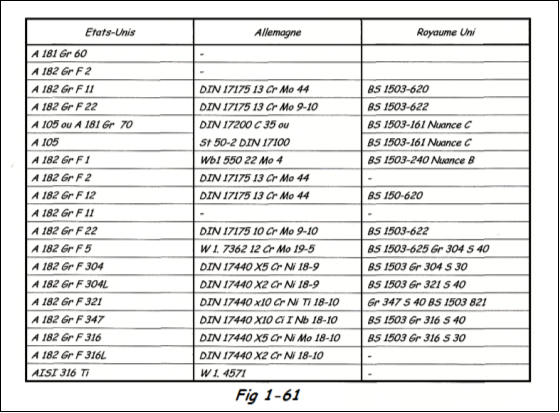
Remarque : Correspondance des matériaux pour brides ( Fig 1-61 )
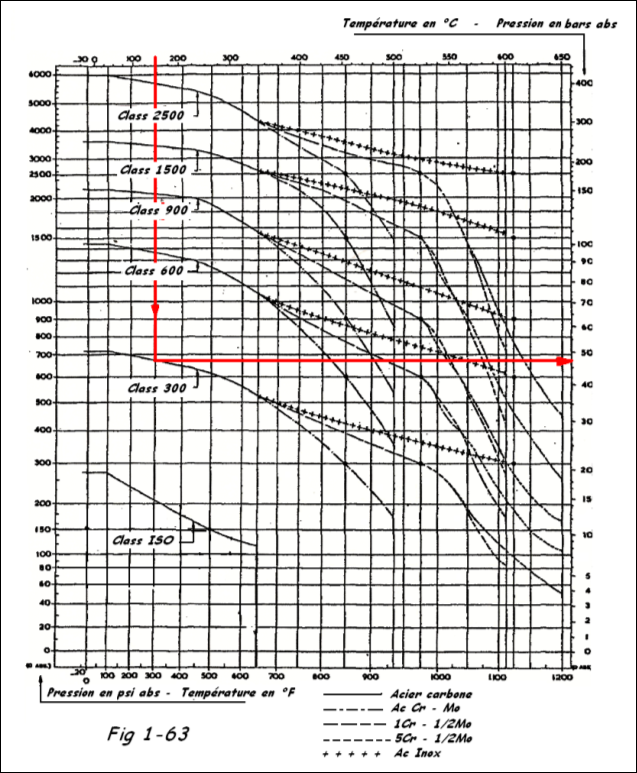
b) Série ou classe de pression américaine :
Il existe dans la standardisation américaine les classes de pression (Pressure ratings) suivantes 150,
300, 400, 600, 900, 1500, 2500 Lbs. Ici également, la pression de service admissible décroît avec la température. Décroissance toujours liée au type de matériau. Nous donnons à la fig 1-63 un graphique tiré de l'ASA et relatifs à ces classes de pression pour brides et accessoires. (Fittings) avec brides en acier.
c) Types de brides
- Brides à talon ( Welding Neck => WN ) Fig 1-64
Ces brides sont utilisées pour des diamètres nominaux  dn 15. Elles sont résistantes et faciles à mettre en oevre (une seule soudure pouvant être radiographiée). Elles conviennent à tous les services, mêmes les plus exigeants. L'épaisseur du collet correspond à l'épaisseur du tube (iso ou schedule).
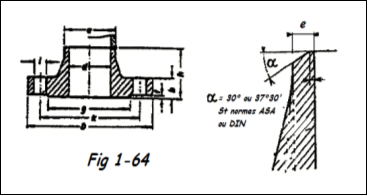
e = épaisseur conforme à celle du tube, aussi bien pour la norme DIN que la norme ASME ( ASA ).
Toutefois, une légère différence peut être si les conditions de calcul le permettent.
Dans chaque cas, il y a lieu de prévoir un délardage de la plus grande épaisseur
Soit : L = 4 x ( emax - etube ).
- Brides enfilées ( Slip-ON => SO ) Fig 1-65
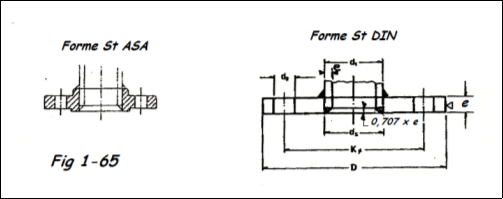
Ces brides ( Fig 1-65 ) sont également utilisées pour des dn ≥ 15. Deux cordons sont normalement nécessaires ( éviter ces brides en cas de radiographie ). Elles sont peu coûteuses principalement pour l'inox par rapport au WN. Il est établi, pratiquement, que dans l'ensemble, le prix des brides SO et WN mises en place sont équivalentes, surtout pour les brides coulées en ac. Carbone. Elles conviennent surtout pour des services modérés ( max = PN 10 ).
- Brides Socket-Welding ( SW ) Fig 1-66
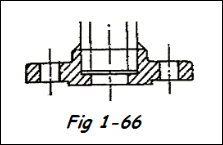
Ces brides sont utilisées pour des dn ≤ 50 et généralement dans le cadre de pression élevée.
Difficultés de réaliser un contrôle RX de la soudure.
- Brides tournantes ( folles ou Lap-Joint => LJ ) Fig 1-67
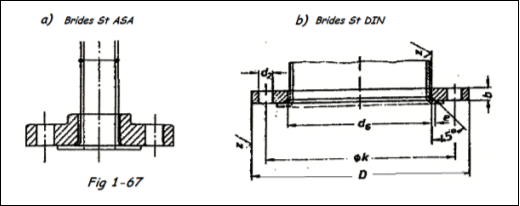
Elles ont utilisées avec embout à souder à l'extrémité du tuyau ( il n'y a pas nécessité de repérage des trous de boulons ) de préférence avec des tuyaux en alliage non-ferreux ou en plastique. Il est donc possible d'employer des embouts en matériau de haute qualité tout en conservant des brides en acier carbone, par exemple, qui sont moins onéreuses. Ces brides sont toujours réalisées à face plate.
Remarque: pour la jonction des tuyauteries en aluminium, avec ce type de brides, il y a lieu de les prévoir en inox afin d'éviter la corrosion électrolytique.
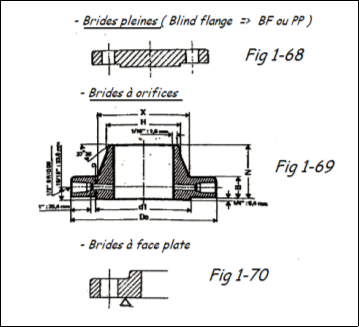
Brides pleines
Appelées également " Plateau plein ", sont utilisées en bout de ligne ou pour fermer un orifice.
Brides à orifices
Appelées également brides à diaphragme et utilisées pour prises de mesure de débit ou de limitation de débit.
d) Usinage des faces de joint des brides
Généralement utilisées sur la fonte et métaux non ferreux.
Suivant normes 2526 : FORM A => face brute

- Face surélevée ( Raised face => RF )
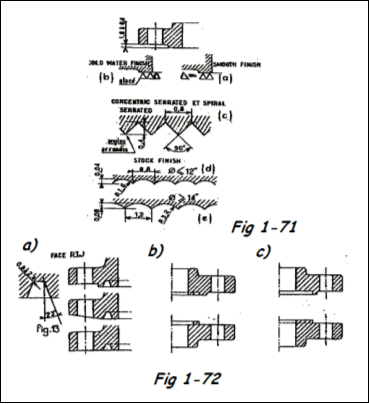
Finitions
LISSE => Fig 1-71 a pour joints plats ou spiralés.
GLACEE => ( cold water finish ) Fig 1-71 b Pour joint metal sous metal.
RAINURES CONCENTRIQUES ( concentric serrated ) Fig 1-71 c
RAINURES SPIRALEES A FOND ARRONDI ( stock finish ) Fig 1-71 d & e .
Avec ces trios dernières faces, on utilise des joints de type variable selon les conditions de travail imposées:
Joints plats, joints métalloplastiques,
joints spiralés, etc ..
Face RTJ ( ring type joint ) utilisée pour des conditions de travail très dures, avec joints métalliques toriques Fig 1-72 a
Emboîtement mâle et femelle ou simple emboîtement ( Fig 1-72 c )
Double emboîtement mâle et femelle EDM et EDF ou " tongue and groove " ( T & G ) ( Fig 1-72 b ).
Les emboîtements permettent d'utiliser et de maintenir convenablement des joints en fibres végétales ou métalloplastiques de faible largeur. Cette finition sera toujours utilisée sur les conduites d'ammoniaque liquide ou de vapeur HP par exemples.
e) Indications sur plans
- Brides suivant DIN: Brides ( SO ) Dn 50 PN 10 DIN 2576 RF - AISI 304
ou encore Plateau plein ( BF ) Dn 50 PN 10 DIN 2527 RF - St 37-2
- Brides suivant ASA: Brides ( SW ) Dn 3'' ASA 600 Lbs RF A181 G1
f) Dimensions normalisées des brides à souder suivant DIN et ASA ( ANSI B16-5 )
Nous donnons, dans les annexes de cet ouvrage, quelques tableaux de dimensions des brides suivant
les normes DIN et ASA. pour les autres types de brides, il y a lieu de consulter les normes officielles ou divers catalogues de fournisseurs.
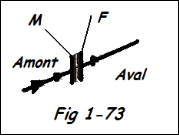
g) Remarque : dans le cas des brides à emboîtement, la bride femelle sera toujours placée en aval, sauf au raccordement des appareils et de la robinetterie, ceux-ci étant toujours fournis avec des brides à emboîtements femelles afin de ne pas avoir de parties saillantes qui pourraient engendrer des détériorations par chocs.
h) Protection anti-fuites: Dans le cas où la tuyauterie véhicule un fluide dangereux ( ex. HNO3, H2SO4,,....), il est recommande de protéger le personnel en plaçant des protections aux brides ( ALU ou INOX ) en cas ou le joint perdrait son étanchéité. ( FIG 1-74 ).
Dernière édition:





