
Explications concernant l’énergie de soudage.
En=(60xUxI)/(1000 xVs)
Avec :

Pour tout apprendre du soudage, n’hésitez pas à visiter la sous-partie dédiée aux procédés dédiés à la soudure
-
- Sommaire:
- 1) Qu’est ce que l’énergie de soudage?
- 2) Réglage des intensité et de la tension (cas du soudage à l’électrode enrobée)
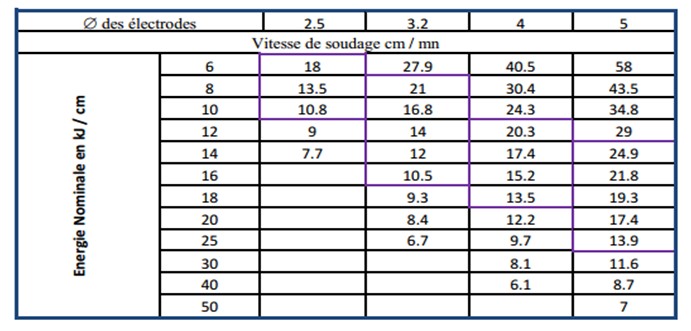
- 3) Vitesses de soudage à l’électrode enrobée
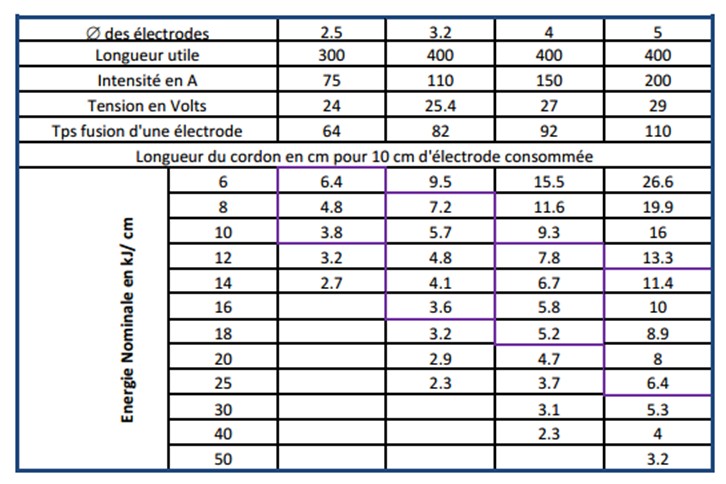
- 4) Longueurs de cordons pour 10 cm d’éléctrode consommée
- 5) Influences sur la soudure
- 6) Incidence sur le poste a souder
- 7) Quels procédés déforment le plus?
1) Qu’est ce que l’énergie de soudage?
En fonction de la vitesse d’avance du soudeur, de l’intensité et de la tension de soudage, on développera une énergie qu’il est nécessaire de déterminer dans des circonstances de particulières. On l’appelle énergie nominale On peut l’exprimer en kj/cm :-
- – U en V,
- – I en A et
- – Vs en cm/min
2) Rappels concernant le réglage des intensité et de la tension (cas du soudage à l’électrode enrobée)
Estimation de l’intensité: On peut estimer approximativement les intensités de soudage par la formule suivante : – si soudage à plat : I= 50 x (Øe -1) avec Øe = Ø de l’électrode – si soudage en angle intérieur : I= 60 x (Øe -1) – si soudage en angle extérieur : I= 40 x (Øe -1) Estimation de la tension de soudage : On peut estimer approximativement les tensions de soudage par la formule suivante : U= 20 + (0.04 x I) Concernant les autres procédés, on peut aussi se référer aux tableaux qui recensent les valeurs en fonction d’épaisseurs et des géométries des cordons. Ensuite, en découle le calcul de l’énergie de soudage. On retrouve parfois aussi celle-ci dans certains tableaux.3) Vitesses de soudage à l’électrode enrobée
4) Longueurs de cordons pour 10 cm d’éléctrode consommée
5) Influence de l’énergie de soudage sur la soudure
Une énergie de soudage trop élevée, aura pour conséquence des déformations plus importantes et une élévation de la température dans la soudure pendant la réalisation de celle-ci. Donc, une chute de la température après soudage plus grande. Ceci risque d’engendrer des modifications de structures si aucun préchauffage n’est envisagé (dans certains cas).6) Incidence sur le poste a souder
Le poste à souder est donné pour une intensité maxi de « base ». Cette intensité donnée permettra de souder les épaisseurs les plus importantes en une seule passe. Par contre l’énergie qui sera mise en oeuvre provoquera un échauffement important du poste. Celui-ci devra donc être refroidit pour ne pas risque de griller les composants internes. C’est ce paramètre appelé « rendement » qui vous dira pendant combien de temps vous pourrez souder sans devoir attendre un temps de refroidissement obligatoire. Par exemple, vous pourrez souder sans interruption à 130A, mais 40 minutes à 170A avec une pause de refroidissement de 20 minutes. Dans cet exemple, le rendement sera de 60% à 170A et 100% à 130A. Inutile de préciser que ce paramètre est extrèmement important en production.7) Quels sont les procédés de soudage qui déforment le plus?
Si le procédé transmet beaucoup de chaleur, donc d’énergie, plus les déformations seront importantes. En parenthèse, les coeeficients de transmission de chaleur à la pièce soudée.-
-
- Le soudage sous flux (entre 90 et 99%)
- Le soudage MIG/MAG (entre 65 et 85%)
- Le soudage avec fil fourré (entre 65 et 85%)
- Le soudage à l’arc avec électrode enrobée (entre 50 et 85%)
- Le soudage TIG (entre 20 et 50%)
-
Pour tout apprendre du soudage, n’hésitez pas à visiter la sous-partie dédiée aux procédés dédiés à la soudure
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







