
Pour faire suite au cours précédent sur le la classification des fils et flux , voici la suite qui concerne quelques techniques de soudage sous flux, les calculs de consommation de flux et le taux de fusion des fils. Tout ceci est la suite du livre sur le soudage
Sommaire :
- 6.1.6 Technique de soudage
- 6.1.7 Consommation en fil et flux
- 6.1.8 Taux de fusion des fils
6.1.6 Technique de soudage
Il y a lieu de prévoir un support pour la première passe où quelques cordons sont généralement déposés par le procédé MIG, où l’arc électrique est dans le chanfrein ou directement à revers. Le chanfrein est rempli par des passes multiples à la machine automatique. Les dernières passes dites d’aspect sont effectuées en augmentant la tension (Us) afin d’obtenir un cordon plus large et moins bombé. La vitesse d’avance varie selon les paramètres adoptés.
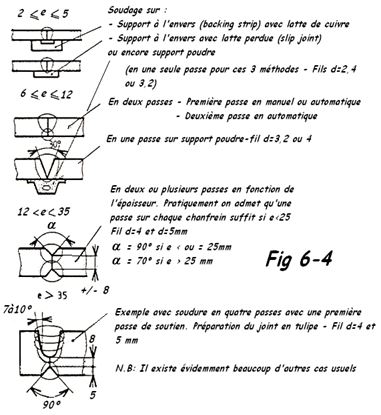
Son ordre de grandeur est fonction de l’épaisseur soit de 30 à 100 cm/min voir 150 cm/min dans certains cas. Généralement on limite cette vitesse entre 35 à 45 cm/min.
6.1.7 Consommation en fil et flux
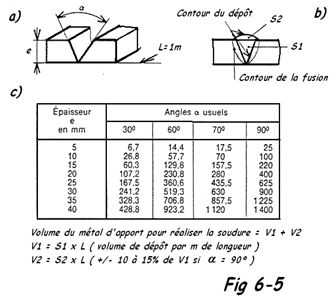
La consommation en fil correspond à la quantité de métal à déposer pour obtenir le cordon de soudure (pratiquement aucune perte). A titre pratique la Fig 6-5a donne un exemple de volume de métal à apporter pour remplir le chanfrein suivant son angle d’ouverture, volume auquel il faut ajouter celui qui intervient pour former la partie bombée du cordon.
La consommation en flux croît avec la finesse de son grain et un accroissement de la tension. Le rapport de consommation ≈ Masse de métal déposé/ Masse de fluide fondu ≈ 0,7 et 1,6
6.1.8 Taux de fusion des fils
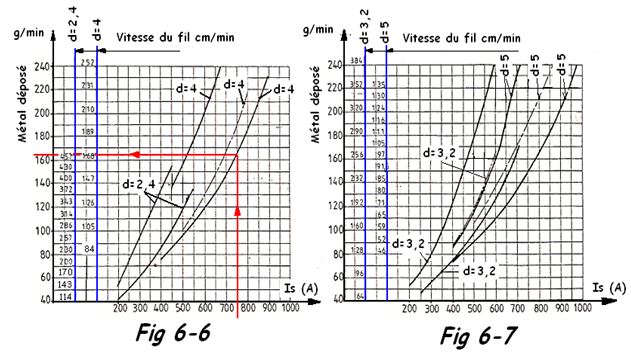
Les Fig 6-6 et 6-7 montrent quelques exemples de vitesse de fusion. Elles permettent, compte tenu du volume à déposer ou de la masse dépendant du volume, de situer rapidement, mais toujours avec approximation, le temps de fusion nécessaire à la réalisation d’une soudure (Fig 6-4 et Fig 6-5).
Exemple : Pour Is = 750A, un fil d=4mm
Pôle + à l’électrode a une vitesse de fusion voisine de 172 cm/min et dépose +/- 165 g/m de métal (Fig 6-6).
Remarque : Ce procédé permet le soudage des aciers inoxydables. La vitesse de fusion des fils est 1,2 fois supérieure à celle des aciers non alliés. Des procédés MULTIFIL sont également utilisés pour augmenter la productivité. Cependant, malgré les possibilités offertes (60 mm en 2 passes sur chanfrein en X), on préfère souvent, pour la qualité du joint, de bénéficier de l’auto-recuit du soudage obtenu en multi-passes. Réservés au soudage à plat, de grandes longueurs rectilignes, ou de viroles, certains artifices permettent de soutenir le flux dans le soudage en corniche.
Voir le cours précédent sur la classification des fils et flux , le suivant sur variantes des procédés sous flux ou le sommaire du livre sur le soudage de Jean MATON
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







