
Suite des cours de l’ouvrage de Jean MATON, toujours sur le soudage à l’arc submergé.
Le précédent parlait des variantes de soudage sous flux . Voir aussi le sommaire
Voici les chapitres présentés:
- 6.2.1 Principe du procédé
- Paramètres de soudage
- Avantages et inconvénients du procédé
- Fils et flux
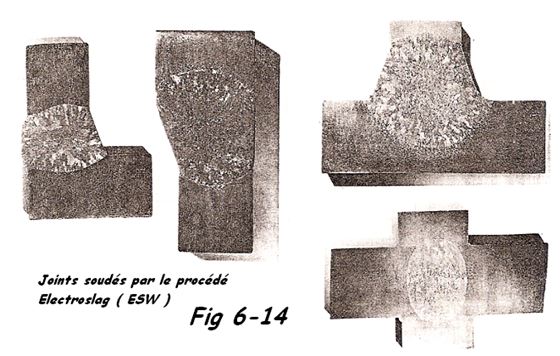
6.2 SOUDAGE VERTICAL SOUS LAITIER ELECTRO-CONDUCTEUR (Electroslag)
Il est également appelé ESW (Electro Slage Welding) ou encore procédé n° 72.
6.2.1 Principe du procédé
Au début du soudage, un arc est établi entre l’électrode et la pièce. Lorsque le flux déposé dans le joint fond, un laitier se forme , sa son épaisseur augmente. Quand la température du laitier et sa conductivité augmentent, l’arc s’éteint et le courant de soudage passe par le laitier.

L’énergie nécessaire au soudage est alors produite à travers cette résistance. Avec ce procédé, on soude en une seule passe, en position verticale montante des pièces de toutes épaisseurs (entre 20 mm => 300 mm et même plus). Le bain de fusion recouvert de laitier est alimenté par un ou plusieurs fils-électrodes guidés (en fonction de l’épaisseur des pièces) qui fondent par effet Joule, lors de leur passage dans ce laitier conducteur à haute température. Pour des tôles très épaisses on peut faire osciller l’électrode. Le guidage et le refroidissement du métal liquide se font latéralement par deux patins de cuivre refroidis par eau, se déplaçant lentement vers le haut.
Le métal fondu subi un bon affinage par contact prolongé avec le laitier. Ces conditions sont propices à un bon dégazage : faible vitesse de soudage (0,3 à 3 m/min), déplacement vertical de l’interface liquide-solide dont les conséquences sur la structure de solidification se caractérisent par une cristallisation grossière, orientée dans le sens de l’exécution de la soudure. L’étendu de la ZAT affectée est importante et provoque un grossissement des grains, vu que le procédé met en œuvre de fortes densités de courant (gamme d’intensité de 450 à 1500A).
La lenteur du cycle thermique réduit les déformations, les contraintes résiduelles et les risques de fissuration.
On termine le joint entre » des talons » qui seront éliminés après solidification complète et qui contiendront la retassure finale.
6.2.2 Paramètres de soudage

Le tableau Fig 6-11 et le diagramme Fig 6-13 donnent un ordre de grandeur des paramètres de soudage en fonction de l’épaisseur des pièces et quantité de métal déposé ainsi que de l’intensité de soudage et du diamètre des électrodes.

6.2.3 Avantages et inconvénients du procédé
Ce procédé présente un intérêt économique pour le soudage des tôles de fortes épaisseurs
a) Avantages:
b) Inconvénients
L’inconvénient majeur de ce procédé vient du fait qu’une grande quantité d’énergie est utilisée pour obtenir un refroidissement lent d’où un énorme grossissement des grains dans la ZAT. Les valeurs de résilience dans cette ZAT ne sont pas suffisamment élevées pour satisfaire les exigences imposées pour les structures soudées avec garantie de non fissuration aux basses températures ( protection contre les rupture fragiles ).
6.2.4 Fils et flux
Les fils-électrodes sont semblables à ceux utilisés dans le procédé à l’arc submergé. Les flux où les guides fusibles sont choisis compatibles avec les matériaux à assembler et sont réceptionnés en couple.
La spécification SFA 5.25 de l’ASME II Part C donne en détail la prescription et recommandations quant à la classification, les propriétés mécaniques, les essais de caractérisation des flux.
Exemple : FES 6Z – ER 60 54 – EN
Pour le reste voir le paragraphe 6.1.6.
Les flux sont généralement composés d’oxyde de silicium (SiO2) , d’oxyde de manganèse (MnO), oxyde d’aluminium (Al203), d’oxyde de magnésium (MgO), d’oxyde de calcium (CaO) et d’oxyde de titane (TiO), ainsi que le fluorure de calcium (CaF2) toujours présent. L’Al203 accroît la résistivité du laitier. LE CaF2 rend le laitier trop fluide et donc augmente le risque que le laitier s’écoule le long des patins. Il permet, tout comme le CaO et l’ Al203 d’abaisser les teneurs en S et P.
Le précédent cours parlait des variantes de soudage sous flux , le suivant sur le soudage vertical sous gaz de protection EGW et vous pouvez aussi voir aussi le sommaire
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







