
Voici quelques variantes des procédés à fil électrode en soudage automatique. Il est la suite du paragraphe parlant des techniques de soudage sous flux, des consommations de flux et des taux de fusion , qui fait partie du livre sur le soudage
Ce cours sera présenté en 4 parties:
- 1) Soudage avec fil toronné
- 2) Soudage sous fil-fourré
- 3) Soudage sous flux magnétique
- 4) Avantages et inconvénients du procédé
1) Soudage avec fil toronné (Fig 6-8a)
Ce type de soudage consiste à entourer l’électrode principale de deux fils enroulés en hélices droite et gauche dont le but est :
- De supprimer les effets d’induction
- D’amener le courant au fil-électrode central, le flux remplissant les interstices laissés entre les spirales.
- Une protection de CO2 améliore le procédé.
2) Soudage sous fil-fourré (Fig 6-8b et 6-8d)
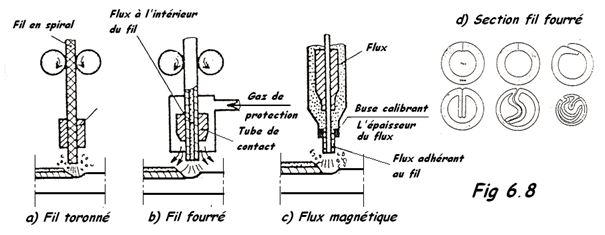
Le fil électrode est une gaine métallique enrobant le flux contenu à l’intérieur (inverse de l’électrode manuelle).
Trois procédé sont utilisés :
- Le soudage avec l’arc sous flux solide
- Le soudage avec protection supplémentaire de CO2
- Le soudage à l’arc sans protection extérieure
Dans ce cas, le fil-fourré doit contenir, en plus des éléments désoxydants des flux précédents, des substances volatiles capables de chasser l’air au voisinage de la soudure pour en assurer la protection.
Exemple : Action du carbonate de calcium.
3) Soudage sous flux magnétique (Fig 6-8c)
Un flux pulvérulent contenant +/- 60% d’éléments magnétiques est amené autour du fil-électrode. Au-passage du courant, le flux est collé autour du fil par le champ magnétique et entraîné par ce fil au cours de son déroulement.
Une protection de CO2 améliore le procédé.
Le rapport Masse du flux/Masse électrode ≈ 1/3 => Les intensités sont comprises entre 200 et 500A.
4) Avantages et inconvénients du procédé

a) Avantages
- Régularité du travail
- Vitesse d’exécution
- Réduction de main-d’œuvre
- Augmentation de la pénétration et dés lors, réduction des angles de profondeur de chanfreinage
- Soudage de fortes épaisseurs (avec un seul fil-électrode), on peut déposer un cordon de l’ordre de 12 mm.
b) Inconvénients
- Réglages de la machine délicats
- Flux contaminable surtout dans le cas ou celui-ci contient des éléments d’alliage
- Joint invisible durant l’opération
- Préparation particulièrement soignée
- Soudage en position horizontale ou à plat. Actuellement il y a possibilité de souder en corniche et même en vertical (avec utilisation de patins).
- Propriétés mécaniques parfois quelconques en fonction de l’importance du dépôt
Certaines machines peuvent être pourvues de plusieurs fils-électrodes, soit :
- Connectés en parallèle aux bornes d’une même source de courant et placés en » tandem » (L’une derrière l’autre) ou de part et d’autre de l’axe du joint ( » en traverse « ); la distance qui les sépare est de +/- 7 mm.
- Ecartés de 25 à 35 mm, placés en tandem et connectés chacun à une source de courant distincte
- Connectés chacun à l’une des bornes d’une source de courant unique.
L’arc éclate entre ces deux fils-électrodes et la pièce est en dehors du circuit de soudage. Ce procédé est caractérisé par une faible dilution, ce qui rend intéressant ce procédé dans les techniques de rechargement. Enfin, le fil peut être remplacé par un feuillard (ruban) lorsqu’on désire recouvrir d’acier inoxydable des tôles épaisses (cladding). L’arc électrique sautille alors d’une extrémité à l’autre de la section transversale.
Si vous n’avez pas vu le cours précédent traitant des techniques de soudage sous flux, des consommations de flux et des taux de fusion , le suivant sur le soudage vertical sous laitier électro conducteur , ou si vous souhaitez parcourir le sommaire du livre sur le soudage
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







