
1) Termes généraux
soudage: procédé d’assemblage au cours duquel deux ou plusieurs pièces sont réunies en produisant une continuité du ou des matériaux au moyen de chaleur, de pression ou des deux, et en utilisant ou non un produit d’apport
NOTA: Le soudage peut également être utilisé pour le rechargement ou la refusion.
soudage par fusion: soudage avec fusion locale sans application d’effort extérieur, au cours duquel la (les) face(s) à souder doit (doivent) être fondue(s) avec ou sans utilisation d’un produit d’apport
soudure: résultat du soudage
NOTA: La soudure inclut le métal fondu et la zone affectée thermiquement
construction soudée: construction constitué d’un ou de plusieurs assemblage(s) soudé(s)
matériau de base: matériau à assembler ou à recharger par soudage, soudobrasage ou brasage
épaisseur du matériau de base: épaisseur nominale des matériaux à souder
métal de base: matériau de base de nature métallique
soudage manuel: soudage au cours duquel le porte-électrode, le pistolet, la torche ou le chalumeau sont guidés manuellement
soudage manuel au cours duquel l’alimentation en fil est mécanisée
soudage au cours duquel les paramètres de soudage sont maintenus par des moyens mécaniques ou électroniques
NOTA: Un ajustement manuel des paramètres de soudage par l’opérateur soudeur durant le soudage est possible.
soudage automatique: soudage au cours duquel toutes les opérations sont réalisées sans l’intervention d’un opérateur soudeur
NOTA: Un ajustement manuel des paramètres de soudage par l’opérateur soudeur durant le soudage n’est pas possible.
soudage robotisé: soudage exécuté et contrôlé par un équipement robotisé
gougeage: variante du coupage thermique qui permet de réaliser un chanfrein par fusion ou par combustion
gougeage à l’arc: gougeage au moyen d’une variante d’un procédé de coupage à l’arc
gougeage air-arc: gougeage au moyen d’une électrode en carbone et d’air comprimé
2) Caractérisation des soudures
métal fondu: totalité du métal qui a été fondu pendant le soudage et qui demeure dans la soudure
portion de métal de base non fondue mais dont la microstructure a été affectée
zone fondue: zone constituée du métal fondu et de la zone affectée thermiquement
métal déposé: métal d’apport qui a été ajouté pendant le soudage
zone de liaison: interface entre le métal fondu et le métal de base non fondu, telle que pouvant être déterminé sur la coupe transversale d’une soudure
zone de dilution: dans le métal fondu partie du métal de base qui a été fondue, telle que pouvant être déterminée sur la coupe transversale d’une soudure
métal fondu hors dilution: métal fondu constitué du métal déposé mais excluant la dilution
bain de fusion: bain de métal liquide formé durant le soudage par fusion
NOTA: En soudage sous laitier ce terme inclut le bain de laitier
brut de soudage: état de la soudure après soudage et avant tout traitement thermique, mécanique ou chimique subséquent
NOTA: Pour les alliages sensibles au vieillissement naturel (par exemple, certains alliages d’aluminium), l’état brut de soudage est limité dans le temps.
valeur arbitraire normalisée désignant la teneur nominale en ferrite du métal fondu des aciers inoxydables austénitiques ou austéno-ferritiques (duplex), et qui est basée sur ses propriétés magnétiques
altération métallurgique: modifications des caractéristiques mécaniques et/ou de la structure métallurgique du métal fondu ou de la zone affectée thermiquement par rapport à celles du métal de base
dilution: mélange formé par le métal de base fondu et le métal déposé exprimé comme le rapport de métal de base fondu à la masse fondue totale
taux de dilution: dilution exprimée en pourcentage
contrainte résiduelle de soudage: contrainte subsistant dans une pièce ou une construction métallique et qui résulte du soudage
soudure résistante: soudure conçue pour supporter des contraintes
coefficient de joint: rapport entre la résistance mécanique de l’assemblage et celle du métal de base exprimé en pourcentage
3) Défauts
défaut: discontinuité dans une soudure ou écart par rapport à la géométrie voulue
NOTA: Les défauts comprennent les fissures, le manque de pénétration, les soufflures et les inclusions de laitier
défaut interne: défaut qui ne débouche pas en surface ou qui n’est pas directement accessible
défaut systématique: défauts répartis de manière répétée dans la soudure sur toutes les portions de soudure à examiner
surface projetée: surface sur laquelle les défauts répartis dans le volume de la soudure considérée sont représentés en deux dimensions
fissure à chaud: décohésion du matériau survenant à hautes températures le long des joints de grains (joints de dendrites) lorsque le niveau de déformation et la vitesse de déformation dépassent un certain niveau
NOTA: Les petites fissures qui ne sont visibles qu’avec des grossissements supérieurs à ×50 sont souvent désignées microfissures.
fissure de solidification: fissure à chaud formée durant la solidification de la phase liquide du métal fondu
NOTA: Elle se propage habituellement jusqu’à la surface du métal fondu mais peut parfois rester non débouchante.
fissure par liquation: fissure à chaud formée par liquation de la zone affectée thermiquement du matériau de base ou, dans le cas de soudures multipasses, lorsque le métal fondu est réchauffé par les passes subséquentes
fissure à chaud formée au cours du soudage du fait de la diminution de la ductilité à chaud
NOTA: Comme la fissure de liquation, elle peut se produire dans la zone affectée thermiquement du matériau de base ou dans les soudures multipasses.
fissure(s) à froid: rupture locale (intergranulaire ou transgranulaire), survenant dans une soudure et résultant d’une combinaison critique entre microstructure, contraintes et teneur en hydrogène
4) Types d’assemblages
disposition relative des pièces ou des bords des pièces à assembler ou qui ont été assemblées
assemblage soudé: assemblage obtenu en soudant ensemble deux ou plusieurs pièces
assemblage à joints multiples: type d’assemblage dans lequel trois pièces ou plus forment entre elles des angles de valeur quelconque
assemblage à recouvrement total: type d’assemblage dans lequel les pièces sont situées dans des plans parallèles en se recouvrant totalement
assemblage bout à bout: type d’assemblage dans lequel les pièces sont situées dans un même plan et sont en contact entre elles en formant un angle compris entre 135° et 180°
assemblage en T: assemblage en angle dans lequel les pièces sont en contact entre elles et forment un T
assemblage à recouvrement: type d’assemblage dans lequel les pièces sont disposées dans des plans parallèles (de 0° à 5°) en se recouvrant partiellement
assemblage en angle: type d’assemblage dans lequel les pièces forment entre elles un angle aigu supérieur à 5° et inférieur ou égal à 90°
NOTA: Pour une soudure d’angle l’angle est supérieur à 5° et inférieur à 45°.
Pour une soudure bout à bout l’angle est compris entre 45° et 90° inclus.
assemblage en angle extérieur: type d’assemblage dans lequel deux pièces en contact par un chant ou par leurs arêtes forment entre elles un angle compris entre 30° et 135°
assemblage sur chant: type d’assemblage dans lequel deux pièces en contact par leurs arêtes forment entre elles un angle compris entre 0 et 30°
assemblage de fils (ou de ronds) en croix: type d’assemblage dans lequel deux pièces se croisent l’une l’autre
assemblage en croix: type d’assemblage dans lequel deux pièces situées dans un même plan sont perpendiculaires à une troisième, située entre elles
assemblage homogène: assemblage soudé dans lequel le métal fondu et le matériau de base ne présentent pas de différences significatives de caractéristiques mécaniques et/ou de composition chimique
NOTA:Un assemblage soudé réalisé avec des matériaux de base de nuances similaires et sans métal d’apport est considéré comme homogène.
assemblage hétérogène: assemblage soudé dans lequel le métal fondu et le matériau de base présentent des différences significatives de caractéristiques mécaniques et/ou de
composition chimique: assemblage soudé dans lequel les matériaux de base présentent des différences significatives de caractéristiques mécaniques et/ou de composition chimique
5) Préparation des joints
préparation de bords: surface préparée au niveau des bords d’une pièce à souder
préparation de joint: configuration des pièces à assembler après que chacune d’entre elles ait été convenablement préparée et positionnée
face à souder: surface du métal de base destinée à être fondue durant le soudage
arête vive du chanfrein: absence totale de méplat
distance, sur une section transversale quelconque, entre les bords, les extrémités ou les surfaces à assembler
distance au bord (de la pièce): distance entre l’axe central d’une soudure et le bord le plus proche de la pièce
racine: zone située du côté opposé à celui d’où le soudage est effectué
écartement à la racine: écartement entre les méplats
rayon à fond de chanfrein: rayon de la partie curviligne de la face à souder d’une pièce disposant d’une préparation en J, en U, en double J ou en double U
méplat: portion d’une face à souder n’ayant pas été chanfreinée
lèvre: partie de la face à souder qui supporte le bain de fusion
NOTA: Un exemple est la surface horizontale comprise entre le méplat et la partie curviligne d’une préparation en J ou en U.
angle du chanfrein: angle entre le chanfrein d’une partie de l’assemblage et un plan perpendiculaire à la surface de cette partie
angle d’ouverture: angle compris entre les plans des faces à souder des éléments à souder
6) Types de soudures
soudure à pleine pénétration: soudure avec une pénétration totale
soudure à pénétration partielle: soudure dans laquelle la pénétration est intentionnellement inférieure à la pleine pénétration
soudure bout à bout: soudure autre qu’une soudure d’angle exécutée sur chanfrein ou sur bords droits
soudure bout à bout sur une préparation en J: soudure bout à bout sur une préparation en J
soudure en double J: soudure bout à bout sur une préparation en double J
soudure en U: soudure bout à bout sur une préparation en U
soudure en double U: soudure bout à bout sur une préparation en double U
soudure en V: soudure bout à bout sur une préparation en V
soudure en X: soudure bout à bout sur une préparation en X
soudure bout à bout sur bords droits: soudure bout à bout sur une préparation à bords droits
soudure d’angle: soudure triangulaire entre deux ou plusieurs pièces permettant de réaliser un assemblage en T, un assemblage en angle extérieur ou un assemblage à recouvrement
soudure en bouchon: soudure obtenue en remplissant de métal d’apport un trou circulaire ou oblong situé dans l’une des pièces, afin de l’assembler à la surface de l’autre pièce qui transparaît au travers du trou
soudure d’étanchéité: soudure destinée principalement à empêcher les fuites de gaz ou de fluides
soudure sur entaille: soudure sur deux pièces qui se recouvrent, réalisée en déposant une soudure d’angle sur le pourtour d’un trou situé dans l’une des pièces, afin de l’assembler à la surface de l’autre pièce qui transparaît au travers du trou
soudure discontinue: série de soudures exécutées de façon intermittente le long d’un assemblage
soudure discontinue alternée: soudure discontinue de chaque côté d’un assemblage réalisée de telle sorte que, le long de l’assemblage, les passes sont disposées vis à vis d’une partie non soudées de l’autre côté de l’assemblage
NOTA: Il s’agit généralement de soudures d’angle sur assemblage en T ou à recouvrement
NOTA: Une soudure discontinue alternée est illustrée à la Figure 1 .
1 passes
2 pièces
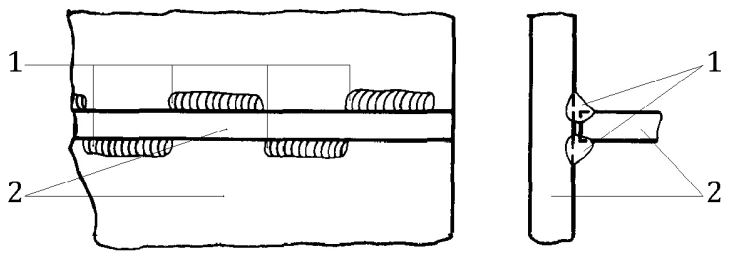
Figure 1 – Soudure discontinue alternée
soudure discontinue symétrique:: soudure discontinue de chaque côté d’un assemblage réalisée de telle sorte que, le long de l’assemblage, les passes sont disposées vis à vis les unes des autres
NOTA: Il s’agit généralement de soudures d’angle sur assemblage en T ou à recouvrement
NOTA: Une soudure discontinue symétrique est illustrée à la Figure 2 .
1 passes
2 pièces
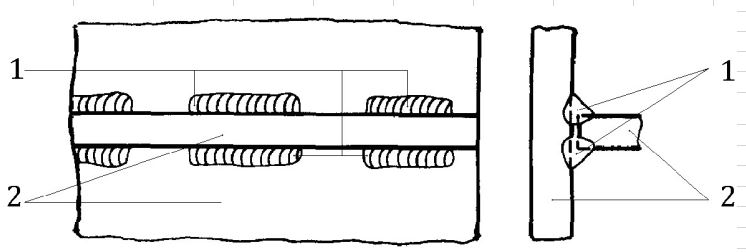
Figure 2 – Soudure discontinue symétrique
soudure bout à bout entre une pièce présentant une surface courbe et une pièce présentant une surface plane
soudure bout à bout entre deux pièces présentant des surfaces courbes
7) Description géométrique des soudures
largeur de la soudure: distance la plus courte entre les raccordements extérieurs de la surface d’une soudure
épaisseur de la soudure: épaisseur du métal fondu, toutes surépaisseurs comprises
pénétration: profondeur jusqu’à laquelle la face à souder du métal de base est fondu
profondeur de pénétration: épaisseur du métal fondu à l’exclusion de toute surépaisseur
côté: distance entre l’intersection réelle ou projetée des faces à souder et le pied de cordon d’une soudure d’angle, mesurée à travers de la face à souder
gorge: épaisseur d’une soudure d’angle
épaisseur nominale: épaisseur spécifiée dans les normes matériaux, sans tolérance
gorge nominale: valeur de conception de la hauteur du plus grand triangle isocèle pouvant être inscrit dans la section d’une soudure d’angle
NOTA: La gorge nominale est illustrée au 1 de la Figure 3.
1 gorge nominale
2 gorge à pénétration profonde
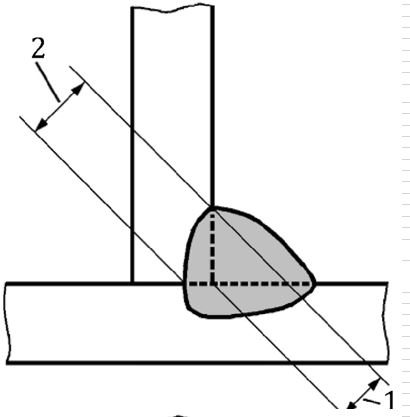
Figure 3 – Gorge nominale
gorge à pénétration profonde: gorge nominale ou gorge effective à laquelle est ajoutée une certaine quantité de pénétration
NOTA: la gorge à pénétration profonde est illustrée au 2 des Figures 3 et 4.
gorge efficace: valeur de conception de la hauteur du plus grand triangle pouvant être inscrit dans la section d’une soudure d’angle
NOTA: La gorge efficace est illustrée au 1 de la Figure 4.
1 gorge efficace
2 gorge à pénétration profonde
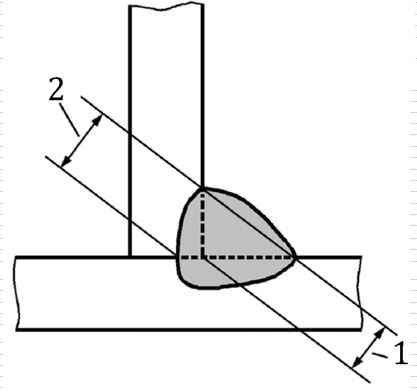
Figure 4 – Gorge efficace
gorge réelle: gorge de la soudure finie
NOTA: La gorge réelle dépend de la gorge théorique choisie.
gorge théorique: gorge spécifiée par le concepteur
8) Réalisation des soudures
procédé de soudage: méthode particulière de soudage impliquant l’application de certains principes métallurgiques, électriques, physiques, chimiques ou mécaniques
technique de soudage: manière dont une électrode, un chalumeau ou un matériel similaire est manipulé
technique de soudage au cours de laquelle une chaleur concentrée pénètre au travers d’une pièce, formant un trou (trou de serrure) sur l’avant du bain de fusion
NOTA: Au fur et à mesure que la source de chaleur progresse, le trou se déplace de manière concomitante.
métal fondu ou déposé durant un passage d’une électrode, d’une torche ou d’un chalumeau
NOTA: En anglais, le terme « run » est généralement privilégié, mais le terme « pass » est préférentiellement utilisé en soudage par faisceau à haute densité d’énergie.
passe étroite: passe réalisée sans balayage notable
passe d’autorevenu: passe qui permet de normaliser les passes précédentes et assure le préchauffage pour les passes suivantes
cordon déposé: soudage monopasse exécuté avec un matériau d’apport à la surface d’un matériau de base
ligne de fusion: ligne de matériau de base fondue en faisant passer à sa surface une source de chaleur de soudagetelle qu’une flamme, un arc électrique, un faisceau d’électrons, un faisceau laser
NOTA: Aucun matériau d’apport n’est utilisé.
vitesse de fusion: masse ou longueur d’électrode consommée par unité de temps
vitesse de dépôt: masse de métal déposé par unité de temps de soudage effectif
passe terminale: passe visible(s) sur la (les) surface(s) de la soudure après achèvement du soudage
passe de lissage: passe visant à générer une refusion superficielle de la soudure afin d’en améliorer l’aspect
couche: strate de métal fondu constituée d’une ou de plusieurs passes
soudage de finition: soudage de production visant à supprimer les défauts débouchant ou dus au moulage afin d’assurer le degré de qualité convenu des pièces moulées
recouvrement: distance minimale entre les bords des tôles se recouvrant
recouvrement: portion d’une passe refondue par la passe adjacente
NOTA:
raccordement: ligne de séparation longitudinale située entre les passes ou entre une passe et le matériau de base
pied de cordon: limite entre la surface de la soudure et le métal de base
passe de fond: première passe déposée à la racine d’une soudure multipasse
passe de remplissage: passe(s) déposée(s) après la (les) passe(s) de fond et avant la (les) passe(s) terminale(s)
reprise à l’envers: passe finale déposée du côté racine d’une soudure par fusion
soudure continue: soudure s’étendant sur toute la longueur d’un assemblage
soudage monopasse: soudage au cours duquel la soudure est effectuée en une seule passe
soudage d’un seul côté: soudage au cours duquel la soudure est effectuée depuis un seul côté de la pièce
soudage des deux côtés: soudage consistant à réaliser une soudure des deux côtés de la pièce
soudage monopasse des deux côtés: soudage des deux côtés consistant à effectuer un soudage monopasse de chaque côté de la pièce
soudage multipasse des deux côtés: soudage des deux côtés consistant à effectuer un soudage multipasse de chaque côté de la pièce
soudage multipasse: soudage au cours duquel une passe est effectuée sur une passe déjà réalisée précédemment
séquence à pas de pèlerin: séquence de soudage au cours de laquelle des passes de faible longueur sont déposées dans un sens opposé au sens général d’avance du soudage de l’assemblage
NOTA: Ces passes courtes peuvent finalement former soit une soudure continue, soit une soudure discontinue
soudage à pas de pèlerin: technique de soudage au cours de laquelle des passes de faible longueur sont déposées en sens opposé au sens général d’avance du soudage de l’assemblage, de telle façon que la fin d’une section recouvre le début de la section précédente
soudure de pointage: soudure destinée à maintenir les pièces ou les assemblages à souder dans la position voulue lors du soudage
pointage: réalisation d’une soudure de pointage
passe de pointage: passe destinée à assurer l’alignement correct des pièces à souder avant l’exécution des soudures définitives
cycle de soudage: ensemble des opérations successives impliquées dans la réalisation d’une soudure
poste de travail: zone(s) dans laquelle (lesquelles) se déroulent les activités du travailleur
séquence de soudage: ordre dans lequel les soudures sont effectuées sur une pièce
séquence des passes de soudage: ordre dans lequel sont effectuées les passes d’une soudure
soudure provisoire: soudure réalisée pour fixer une ou des pièces à une construction soudée, afin de permettre provisoirement sa manipulation, son expédition ou tout autre travail sur cette construction soudée
soudage de goujon: assemblage d’un goujon métallique, ou d’un composant similaire, à une pièce
NOTA: Le soudage peut être réalisé à l’arc, par résistance, par friction ou tout autre procédé approprié, avec ou sans protection gazeuse externe.
soudure réalisée en dehors de l’atelier en général sur le lieu final d’installation
9) Rechargement
rechargement: dépôt d’un matériau sur une surface afin d’obtenir des propriétés ou des dimensions définies
rechargement par soudage: rechargement réalisé par soudage
rechargement réfractaire: rechargement par soudage formant un placage visant à améliorer la résistance à la chaleur
rechargement anticorrosion: rechargement par soudage formant un placage visant à améliorer la résistance à la corrosion
beurrage: rechargement par soudage visant à assurer une transition adéquate entre le matériau de base et les soudures subséquentes
exécution d’une couche tampon: beurrage préalable au soudage de matériaux très différents
soudage de reconstitution: rechargement par soudage visant à obtenir ou à rétablir des dimensions requises
rechargement dur: rechargement par soudage visant à accroître la résistance à l’usure et/ou aux chocs
placage avec électrode en feuillard: rechargement par soudage avec une électrode en feuillard
placage: matériau déposé sur un matériau de base afin d’obtenir un matériau plaqué
procédé de placage: rechargement visant à appliquer un placage
NOTA: Les procédés de placage comprennent le rechargement parsoudage, le placage avec laminage à chaud, le soudage par explosion, etc.
10) Produits consommables pour le soudage
produit consommable de soudage: matière consommé lors de la réalisation d’une soudure
NOTA: Le terme comprend les produits d’apport et les produits consommables auxiliaires
produit d’apport placé en racine du joint avant soudage et qui est complètement fondu dans la racine
électrode qui est fondue durant le soudage et constitue une partie de la soudure
produit consommable de soudage ajouté pendant le soudage pour former la soudure
baguette d’apport: produit d’apport sous forme de baguette qui peut faire partie du circuit de soudage
baguette pleine: baguette d’apport pleine, ne faisant pas partie du circuit de soudage
fil d’apport: produit d’apport sous forme de fil qui peut faire partie du circuit de soudage
flux: produit consommable auxiliaire, généralement non-métallique, visant à effectuer un décapage chimique des faces de l’assemblage, à éviter l’oxydation atmosphérique, et à réduire les impuretés ou à les faire remonter vers la surface sous forme de laitier
laitier: substance non métallique qui résulte de la fusion d’un enrobage d’électrode ou d’un flux, et qui, après solidification, recouvre partiellement ou totalement le métal fondu
gaz de protection: gaz protecteur utilisé pour prévenir ou réduire le risque de contamination atmosphérique
acier plaqué: combinaison de deux ou de plusieurs métaux dissemblables assemblés de façon permanente à l’aide d’un procédé de placage
NOTA: Le métal de base est toujours de l’acier.
étuvage: chauffage des produits consommables pour le soudage visant à obtenir un niveau spécifique d’hydrogène diffusible dans le métal fondu
NOTA: L’étuvage est habituellement réalisé par le fabricant de consommables.
séchage: chauffage de produits consommables pour le soudage visant à en extraire l’humidité
four de séchage: réceptacle chauffé dans lequel les produits consommables pour le soudage sont séchés afin d’extraire ou de prévenir l’humidité
11) Matériel auxiliaire
produit consommable auxiliaire: produit consommable de soudage ne constituant pas une partie de la soudure finie
NOTA: Les produits consommables auxiliaires sont par exemple les gaz de protection, les flux, etc.
protection gazeuse: écoulement de gaz entourant la zone fondue pour protéger le bain de fusion des réactions chimiques avec l’atmosphère environnante
amenée supplémentaire de gaz de protection protégeant la soudure et la zone soudée durant le refroidissement
gaz vecteur: gaz utilisé pour acheminer de la poudre métallique vers le bain de fusion
NOTA: Les gaz vecteurs typiquement utilisés sont l’azote, l’hélium et l’argon.
dispositif envers: matériau, flux ou gaz en contact avec le côté envers d’une préparation de joint
gaz envers: gaz utilisé pour la protection gazeuse envers
protection gazeuse envers: dispositif envers constitué de gaz, visant principalement à prévenir les réactions atmosphériques
gaz de purge: gaz utilisé pour remplacer l’atmosphère dans une section creuse et faisant ainsi office de protection gazeuse envers
flux envers: flux utilisé pour la protection envers par flux
protection envers par flux: dispositif envers constitué de flux visant principalement à éviter les réactions atmosphériques
NOTA: En soudage à l’arc sous flux, la présence de flux peut également réduire le risque d’effondrement du bain de fusion
support envers: dispositif envers constitué d’un matériau visant à soutenir le métal fondu en fusion
support envers subsistant: support envers qui n’est pas destiné à être retiré de la pièce après soudage
NOTA: Il peut être partiellement fondu ou rester intact.
support envers temporaire: support envers destiné à être retiré de la pièce après soudage
appendice de début de cordon: pièce dépassant l’extrémité initiale de l’assemblage et permettant d’obtenir la totalité de la section de la soudure dès le début de l’assemblage
appendice de fin de cordon: pièce dépassant de l’extrémité finale de l’assemblage et permettant de conserver la totalité de la section de la soudure jusqu’au bout de l’assemblage
12) Essais généraux
examen macroscopique: examen à l’œil nu ou sous faible grossissement (généralement inférieur à ×50) d’une éprouvette ayant ou non subi une attaque chimique
examen microscopique: examen au microscope avec un grossissement généralement compris entre ×50 et ×500 d’une éprouvette ayant ou non subi une attaque chimique
essai du métal fondu hors dilution: essai visant à déterminer les propriétés du métal fondu hors dilution
éprouvette d’essai du métal fondu hors dilution: éprouvette dont la portion à évaluer est constituée de métal fondu hors dilution
assemblage de qualification: assemblage soudé utilisé pour des essais
éprouvette: échantillon ou portion prélevé dans l’assemblage de qualification, destiné à subir un essai destructif spécifié
organisme de contrôle: service interne ou organisme externe effectuant les essais destructifs ou les contrôles non destructif
13) Essais de soudabilité
essai de fissuration: essai visant à déterminer la sensibilité à la fissuration du métal fondu ou du métal de base
essai de fissuration à froid: essai de fissuration visant à déterminer la sensibilité à la fissuration à froid d’un assemblage soudé
essai de fissuration à chaud: essai de fissuration visant à déterminer la sensibilité à la fissuration à chaud d’un assemblage soudé
produit consommable de soudage soumis à essai: produit consommable de soudage ou combinaison de consommables soumis à essais selon les normes d’essais de produits consommables appropriées
14) Essais mécaniques
essai destructif: essai visant à déceler des défauts internes ou externes, ou à évaluer des propriétés mécaniques ou métallurgiques, en recourant à des moyens mécaniques qui provoquent généralement la destruction du matériau
essai de pliage endroit: essai de pliage au cours duquel la surface de la soudure est mise en extension
éprouvette de pliage endroit: éprouvette utilisée pour un essai de pliage endroit
essai de pliage envers: essai de pliage au cours duquel la racine de la soudure est mise en extension
éprouvette de pliage envers: éprouvette utilisée pour un essai de pliage envers
essai de pliage côté: essai de pliage au cours duquel la face de la section transversale de la soudure est mise en extension
éprouvette de pliage côté: éprouvette utilisée pour un essai de pliage côté
éprouvette de pliage longitudinal: éprouvette utilisée pour un essai de pliage au cours duquel la portion de la soudure en essai est située dans sa médiane longitudinale
éprouvette de pliage transversal: éprouvette utilisée pour un essai de pliage au cours duquel la portion de la soudure en essai est située dans sa médiane transversale
15) Contrôles non destructifs
contrôle non destructif: détermination de la faculté d’un matériau ou d’un composant à remplir l’emploi auquel il est destiné, au moyen de techniques qui n’affectent pas son aptitude au service
indication: représentation ou signal généré par une discontinuité
indication linéaire: indication dont la longueur est supérieure à trois fois sa largeur
indication non linéaire: indication dont la longueur est inférieure ou égale à trois fois sa largeur
niveau d’examen: degré de finesse et sélection des paramètres utilisés lors de la mise en œuvre d’une méthode de contrôle non destructif
niveau d’évaluation: niveau d’examen au-dessus duquel une indication est évaluée
niveau de notation: niveau d’évaluation à partir duquel une indication est enregistrée
16) Termes relatifs au matériel de soudage
matériel de soudage: appareillage individuel utilisé en soudage
unité de soudage: installation de soudage incluant des appareillages auxiliaires
installation de soudage: appareillage complet utilisé en soudage constitué du matériel de soudage et des accessoires de soudage
manipulateur: appareil permettant de maintenir les pièces ou de les déplacer (inclinaison, rotation) de façon à les présenter dans la position voulue
accessoires de soudage: dispositifs accessoires utilisés en soudage
générateur de soudage c.a.: générateur de soudage produisant un courant alternatif
générateur de soudage c.c.: générateur de soudage produisant un courant continu
électrode: composant qui transfère l’énergie électrique au métal afin de former une soudure ou de réaliser une coupe
torche: dispositif qui véhicule toutes les fonctionnalités nécessaires à l’arc électrique pour le soudage, le coupage et les techniques connexes
17) Termes relatifs aux paramètres de soudage
paramètres de soudage: informations nécessaires à la réalisation du soudage selon un mode opératoire de soudage spécifié
NOTA: Les paramètres de soudage sont par exemple les produits consommables pour le soudage, le courant de soudage, la tension de soudage, la vitesse d’avance, le temps de préchauffage et de post-chauffage, la température entre passes et la séquence de soudage
variable de soudage: variable qui influe sur les caractéristiques de l’assemblage soudé
données de soudage: valeurs numériques des paramètres de soudage
variable essentielle: paramètre de soudage exigeant une qualification
variable non essentielle: paramètre de soudage traité dans le descriptif de mode opératoire de soudage mais n’exigeant pas une qualification
vitesse de soudage: longueur de soudure monopasse ou multipasse réalisée par unité de temps
vitesse d’avance: vitesse à laquelle la source de chaleur progresse par rapport à la (aux) pièce(s)
temps de soudage: temps nécessaire à l’exécution d’une soudure, en dehors des opérations de préparation et de parachèvement
temps de maintien: temps durant lequel la source d’énergie s’arrête à n’importe quel point de chaque oscillation
apport de chaleur: énergie introduite dans la zone de la soudure au cours du soudage
NOTA: L’apport de chaleur est habituellement exprimé par unité de longueur.
temps chaud: durée de chaque impulsion de courant
température entre passes: température au niveau de la dernière passe déposée et du métal de base adjacent d’une soudure multipasse juste avant l’exécution de la passe suivante
NOTA: Elle est normalement exprimée comme une température maximale.
préchauffage: chauffage d’une zone appropriée de la pièce avant soudage, généralement en vue d’atteindre la température de préchauffage
température de préchauffage: température de la pièce dans la zone desoudage juste avant toute opération de soudage
température de maintien du préchauffage: température minimale devant être maintenue dans la zone fondue si le soudage est interrompu
traitement thermique après soudage: action de chauffer un assemblage après soudage, brasage fort, brasage tendre, projection à chaud ou coupage
NOTA: Le traitement thermique après soudage consiste typiquement en un traitement de relaxation des contraintes.
18) Termes relatifs au management, au personnel et à l’organisation des opérations de soudage
coordination en soudage: coordination des opérations de fabrication pour toutes les activités de soudage associées au soudage
inspection en soudage: évaluation de la conformité des variables desoudage par l’observation et le jugement, accompagnés, le cas échéant, de mesures, de contrôles ou d’essais
NOTA: L’inspection en soudage fait partie de la coordination en soudage
mode opératoire de soudage: séquence spécifiée d’actions à suivre pour réaliser une soudure, comprenant le(s) procédé(s) de soudage, les références des matériaux et des produits consommables pour le soudage, la préparation des joints, le préchauffage (si nécessaire), la méthode et le mode de contrôle du soudage, le traitement thermique après soudage (si approprié), ainsi que le matériel devant nécessairement être employé
document ayant été qualifié et fournissant les variables exigées d’un mode opératoire de soudage afin d’en assurer la répétabilité au cours du soudage de production
descriptif de mode opératoire de soudage standard: descriptif de mode opératoire de soudage ayant été qualifié par une épreuve de qualification de mode opératoire de soudage non spécifique à un fabricant et qualifié par un examinateur ou un organisme d’examen
NOTA: Un mode opératoire de soudage standard peut alors être mis à la disposition de tout fabricant.
document comportant les variables exigées d’un mode opératoire de soudage et qui est à qualifier
épreuve de qualification d’un mode opératoire de soudage: soudage et réalisation d’essais sur un assemblage de qualification normalisé, tel qu’indiqué dans le descriptif de mode opératoire de soudage préliminaire, afin de qualifier un mode opératoire de soudage
épreuve de soudage de préproduction: épreuve ayant la même fonction qu’une épreuve de qualification de mode opératoire de soudage, mais basée sur un assemblage de qualification non normalisé, représentatif des conditions de production
essai de fonctionnement: essai d’une unité de soudage et des réglages associés tels que spécifiés par un descriptif de mode opératoire de soudage
essai sur échantillons de production: essai de produits soudés prélevés sur une même série de production
essai de production: essai de soudage effectué dans les conditions de la production, à l’aide de l’unité de soudage, sur des produits réels, ou sur des assemblages de qualification simplifiés avant ou pendant une interruption de la production normale
document comprenant toutes les données nécessaires à la qualification d’un descriptif de mode opératoire de soudage préliminaire
expérience en soudage: pratique authentifiée par des données d’essai démontrant qu’en soudage de production (2.5.15), des modes opératoires de soudage établis ont permis de produire avec constance des soudures d’une qualité acceptable sur une période donnée
conditions de soudage: conditions dans lesquelles les soudures sont réalisées
NOTA: Le terme couvre les facteurs environnementaux (par exemple les conditions climatiques), les facteurs de stress et les facteurs ergonomiques (par exemple le bruit, la chaleur, le travail en espace confiné) et les facteurs liés à la pièce [par exemple le métal de base, la préparation des joints ou le mode opératoire de soudage
soudage de production: toute opération de soudage effectué pendant la production, avant la livraison à l’utilisateur final
instructions de travail: description simplifiée du mode opératoire de soudage, pour application directe dans l’atelier
niveau de qualité: description de la qualité d’une soudure, basée sur le type, les dimensions et la quantité de défauts particuliers
domaine de validité: étendue de la qualification pour une variable essentielle
aptitude à l’emploi: aptitude d’un produit, d’un procédé ou d’un service à remplir un usage défini dans des conditions spécifiques
lot: ensemble formé par une ou plusieurs unités d’un produit, provenant d’une même série de fabrication
lot de soudures: ensemble de plusieurs soudures réalisées par le même soudeur ou le même opérateur soudeur à l’aide d’un même mode opératoire de soudage
personne qualifiée: personne dont les compétences et les connaissances ont été acquises par l’enseignement, par la formation et/ou par une expérience pratique en rapport avec son domaine d’intervention
NOTA: Afin de démontrer le niveau de compétence et de connaissance, une épreuve de qualification peut être exigée.
coordinateur en soudage: personne qualifiée responsable de la coordination en soudage
soudeur: personne qui tient et manipule le porte-électrode, la torche ou le chalumeau durant le soudage
opérateur soudeur: personne qui assigne et ajuste les paramètres de soudage en soudage mécanisé ou en soudage automatique
régleur en soudage: personne qui effectue les réglages sur le matériel de soudage en soudage mécanisé ou en soudage automatique
atelier, site de soudage ou les deux, placé(s) sous la même direction technique et qualité
inspecteur en soudage: personne qualifiée responsable de l’inspection en soudage
examinateur: personne qui a été désignée pour vérifier la conformité à la norme applicable
NOTA: Dans certains cas, un examinateur externe indépendant peut être exigé.
organisme d’examen: organisme qui a été désigné pour vérifier la conformité à la norme applicable
NOTA: Dans certains cas, un organisme d’examen externe indépendant peut être exigé.
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







