
Un cours complet sur la découpe LASER dont les auteurs originels sont JPL et Fabrice.
Sommaire:
Que signifie LASER ?
Principe de la découpe LASER
Fonctionnement de la découpe LASER
Caractéristiques du faisceau
Utilisation d’une machine de découpe LASER
Applications d’un banc de découpe LASER
Avantages et inconvénients de cette decoupe
Les machines CO² et les machines YAG
Qualité de la découpe, paramètres, règles de conception des pièces découpées par LASER
Marquage, gravage, soudage, refusion, décapage, rechargement
Sécurité lors de l’utilisation d’une machine LASER
Merci pour cette participation.
Cours succint sur le Soudage par faisceau LASER ET le découpage par faisceau LASER !
1) Que signifie LASER ?
Light Amplification by Stimulated Emission of Radiation (Amplification de la lumière par émission stimulée de radiation).
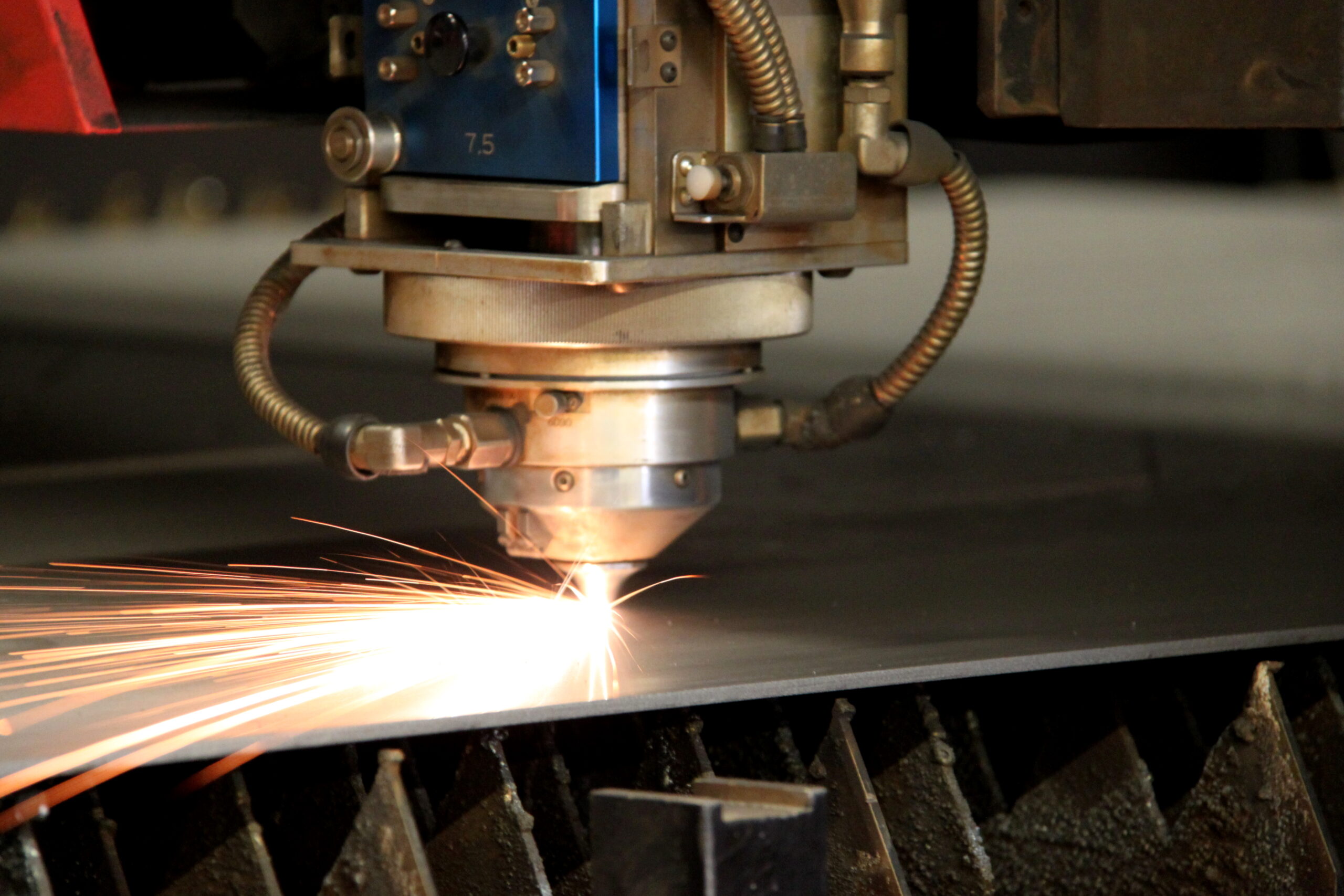
2) Principe de la découpe LASER
Les électrons d’une décharge électrique communiquent par chocs leur énergie aux atomes d’un gaz d’où émission de photons (excitation).
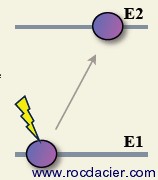
Il s’agit en fait de 2 phases:
La première phase est l’absorption: Sous l’effet d’une excitation extérieure, une particule peut passer du niveau d’énergie E1,stable, à un niveau d’énergie supérieur E2,instable.
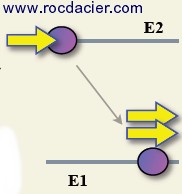
La seconde phase est l’émission spontanée: Un photon agissant sur une particule à un état d’énergie supérieure E2,instable, provoque le retour de cette particule à son état stable E1, ce qui entraîne l’émission d’un deuxième photon ayant les mêmes caractéristiques optiques que le photon incident.
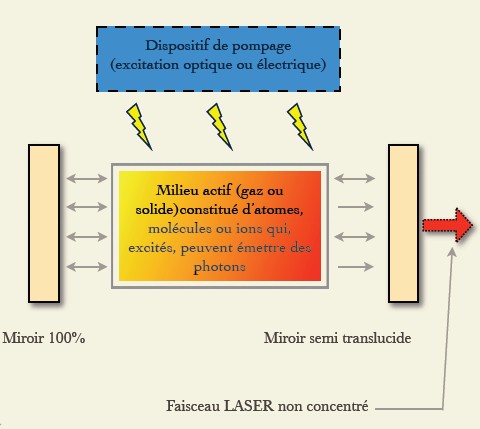
A partir d’une première émission d’un photon, celui-ci peut produire sur les atomes voisins une réaction en chaîne d’émission de photons cohérents.
L’amplification est obtenue en ré-injectant une partie de la lumière émise. En passant maintes fois dans le milieu actif, la lumière s’amplifie par émission stimulée. L’amplificateur est constitué d’un miroir réfléchissant 100% l ’énergie et d’un deuxième laissant passer une partie de l’énergie: le rayon laser.
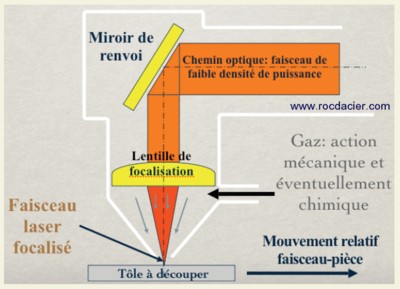
3) Fonctionnement d’une machine LASER
L’énergie lumineuse est transformée en énergie calorifique, par l’absorption des photons, par les matériaux interposés sur le trajet du faisceau lumineux. L’effet thermique qui en résulte dépend de la concentration du faisceau et des propriétés physiques des matériaux (diffusion thermique, chaleur spécifique et cœfficient de transmission, pouvoir réflecteur).
Concernant le Laser à CO2, (émission infra-rouge 10,6 microns), densité du faisceau = 5 000 kW / cm² (700 fois la concentration de l’énergie solaire).
4)Caractéristiques du faisceau LASER
Dans ce paragraphe, on parlera en particulier de LONGUEUR D’ONDE, DIRECTIVITÉ DU FAISCEAU, RÉPARTITION ÉNERGÉTIQUE, et ÉMISSION DE LA PUISSANCE.
Le laser n’émet que selon une longueur d’onde qui dépend de la nature du milieu émetteur. La longueur d’onde est importante car l’absorption des matériaux varie selon la valeur de celle-ci. Certains matériaux se travaillent mieux avec un laser plutôt qu’un autre. Une source lumineuse classique émet de la lumière dans toutes les directions de l’espace, pas le faisceau LASER.
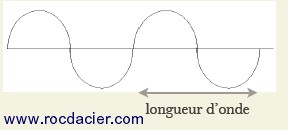
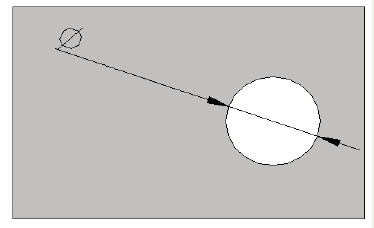
A titre d’exemple, à 2 mrad (moyenne de 1 à 3 mrad), un faisceau laser voit son diamètre augmenter de 2mm pour 1 m de propagation.

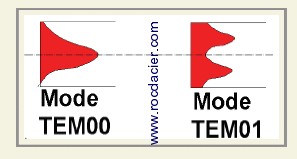
Le mode transverse caractérise la répartition de puissance selon une coupe transversale au faisceau. Un faisceau laser de qualité optique parfaite aura une répartition dite TEM00, TEM pour « Transverse Electric Magnetic ». Cette répartition, souvent appelée gausienne,
est le mode idéal pour la découpe, cependant, on trouvera des lasers fonctionnant avec un mode TEM 01.
On rencontrera 3 types d’émission LASER:
Émission continue:
L’émission de la puissance est constante dans le temps. Elle est au plus égale à la puissance maximale du laser.

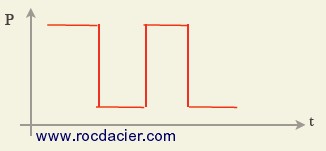
Émission pulsée:
L’émission est discontinue. Lors de chaque impulsion, la puissance ne peut dépasser la puissance maximale du laser en continu.
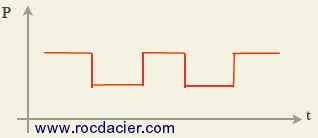
Émission super-pulsée:
L’émission est discontinue. Lors de chaque impulsion, la puissance crête (Pc) peut être supérieure à la puissance maximale du laser en continu.
5) Utilisation d’une machine de decoupe LASER
Une source Laser peut fonctionner en soudage, en coupage, en marquage et en gravage en changeant seulement le débit et quelquefois le gaz auxiliaire.
6) Applications d’une machine LASER
Le soudage LASER, la découpe LASER, la gravure LASER et le marquage LASER trouve des applications dans différents domaines. Les matières travaillées sont d’une manière générale, les matériaux métalliques, les plastiques, le bois, le carton, le textile, …
7) Avantages de la découpe par LASER :
Le soudage par laser et la découpe LASER présente quelques avantages qui sont: Faibles zones affectées thermiquement (faibles déformations), grandes vitesse de travail, soudures fines et localisées.
8)Les machines LASER CO² et machines LASER YAG :
LASER CO2
–Milieu émetteur: mélange gazeux, dit gaz lasants: He, N, CO².
–Puissance: 0.5 à 2.5 KW ( maxi 25KW).
–Longueur d’onde: infrarouge moyen.
–Type d’émission: 3 types; continue, pulsée et superpulsée.
–Avantages:
-découpe des métalliques et non métalliques
-grande vitesse de coupe
-pilotage aisé des sources lasers
–Inconvénients:
-transport du faisceau par miroir
-découpe délicate des matériaux réfléchissants
–Matériaux découpables:
-Aciers non et faiblement alliés
-Inox
-Alliage de Nickel
-Titane
-Aluminium (avec quelques difficultés)
-Cuivre (avec grandes difficultés)
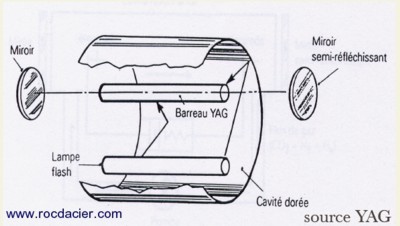
LASER YAG
–Milieu émetteur: milieu solide.
–Puissance: jusqu’à 2KW.
–Longueur d’onde: proche infrarouge.
–Type d’émission: continue ou pulsée.
–Avantages:
-découpe les aluminiums et le cuivre
-transmission du faisceau par fibre optique
-grande précision.
–Inconvénients:
-vitesse de coupe faible
-peu adapté aux non métalliques.
–Matériaux découpables: les mêmes que le laser CO2 avec:
-une vitesse inférieure pour la découpe des aciers non, faiblement et fortement alliés,
-une vitesse très supérieure pour la coupe des aluminiums (longueur d’onde absorbée par le matériau),
-la possibilité de découper les cuivres (longueur d’onde absorbée par le matériau).
Nota: Le Laser présente l’avantage d’être transporté par fibre optique.
9) Qualité de la découpe, paramètres, règles de conception des pièces découpées par LASER
Une bonne conception permettra avant tout de réduire les coûts et d’optimiser les fonctions des pièces obtenues.
La transformation du rayon laser en chaleur résulte de son absorption par le métal à couper juste au point d’impact. Ajouté à l’extrême étroitesse de la zone vaporisée, cela fait que les déformations sont absolument négligeables. Le découpage laser provoque une fine ZAT (Zône affectée thermiquement) à proximité de la saignée de 1/100 à 4/10 de mm.
La ZAT ainsi créée est-elle préjudiciable pour les pièces devant être soudées ultérieurement?
NON, car elle sera généralement refondue lors de l’opération de soudage.
Faut-il usiner le bord des pièces découpées par laser avant soudage?
– Si le gaz utilisé pour évacuer les vapeurs lors de l’opération de coupage est un gaz actif (O.), il y aura création d’oxydes qui seront éliminées par usinage.
– Si le gaz utilisé pour évacuer les vapeurs lors de l’opération de coupage est un gaz inactif (azote.), il n’y aura pas de création d’oxyde. L’usinage des bords sera inutile.
– Actuellement, la majorité des laseristes utilisent des gaz inactifs pour le découpage des aciers inoxydables. L’usinage des bords est donc inutile.
Règles de conception des pièces découpées par LASER:
Cmini (dépend du matériau et de l’épaisseur)
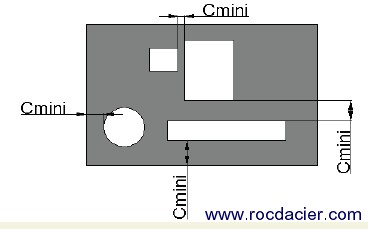
ømini = environ 0.5 mm, (n’est pas tributaire de l’épaisseur)
Suivant la précision des ø(H6,H7…)ou sa fonction( ajustement, roulement,glissement…) l’amorce du laser ainsi que la retenue du flan découpé génèrent des picots de matière qu’il faudra éliminer: départ dans le flan ou départ à l’extérieur. Préciser l’amorçage de la découpe et si les picots de flan sont autorisés.

Types de conceptions de pièces découpées:
Les pièces « brutes », angles vifs.
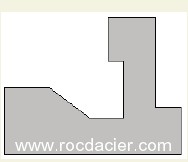
Avantages: Lg de découpe courte, bon marché.
Inconvénients: Découpe par à-coups, arêtes vives, bavures dans les angles
La pièce est juste fonctionnelle et peut couteuse.
Les pièces avec chanfreins à 45°
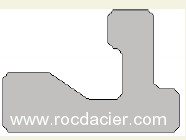
Avantages: Angles moins agressifs, coupe plus progressive, coût normal
Inconvénients: Longueur de découpe augmentée.
La pièce est fonctionnelle et sécurisée.
Les pièces avec congés arrondis.
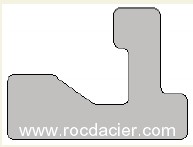
Avantages: Vitesse de découpe plus rapide,changements d’axes progressifs, pas de risquse de
blessures, design.
Inconvénients: Longueur de découpe augmentée, coût augmenté
La pièce est fonctionnelle, sécurisée et ergonomique.
10) Marquage, gravage, soudage, refusion, décapage, rechargement
LE MARQUAGE LASER:
L’utilisation de cette technologie permet une gravure polyvalente:
-Tous les matériaux : acier traité, métaux non ferreux, chrome, or, émail, céramique, matières plastiques, bois, altuglas …
-Toutes les formes : surfaces circulaires, concaves, convexes ou difficilement accessibles.
-Tous les caractères : le logiciel (qui commande le déplacement du faisceau) permet de tracer des inscriptions alphanumériques, logos, sigles, codes à barres …
Vidéos de marquage LASER:
Exemples d’applications du Marquage LASER: marquage de pièces médicales, secteur automobile, aéronautique, maritime, instruments, pièces détachées, accessoires, tableau de bord.
Avantages du marquage :Qualité et précision, finesse de résolution, bon contraste sur la plupart des matériaux, aucune contrainte sur le produit, souplesse d’utilisation, contrôle total par le logiciel, liberté de création graphique (symboles, textes, logos…), automatisable (intégration sur des chaînes automatisées ou machines spéciales, productivité accrue, répétabilité et rapidité, traçabilité(écriture indélébile et inaltérable, marquage infalsifiable, évite la contrefaçon. écologique (ni acide, ni solvant, ni bruit…), économique : coût horaire peu
élevé, peu de consommables.
LE RECHARGEMENT:
Le matériau déposé est généralement injecté sous forme de poudre dans ou avant le faisceau laser. Dès l’amorçage d’une fusion superficielle de la pièce par le faisceau laser, la poudre est capturée, transférant son énergie à l’entretien de la fusion de surface. Ainsi, le processus s’ autorégule, assurant la liaison métallurgique, faible dilution et structures fines conséquentes aux cinétiques de refroidissement rapide. Le revêtement de surface par laser ouvre de nouvelles possibilités pour la réparation et le rechargement de pièces usagées. Cette technique déjà appliquée à un grand nombre d’alliages pour divers cas tels que dépôts anti-usure, anticorrosion, barrière thermique se distingue des autres moyens concurrents de projection thermique.
Avantages du rechargement:
-Son aptitude à générer des microstructures fines conférant aux dépôts de meilleurs comportements et une faible porosité.
-Une grande précision réduisant les reprises d’usinage ultérieures.
-Un rendement important introduisant une économie en matériaux conséquente.
-La possibilité de dépôt de nouvelles compositions d’alliages inaccessibles par moyens conventionnels .
-Le respect géométrique des pièces.
Vidéo de Rechargement LASER:
11) LES RISQUES :
•Effets sur la peau
•Effets sur l’oeil
•Les risques électriques et électromagnétiques
•Les risques de pollution chimique et biologique
•Les risques indirects « machines »
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…






