
1) La fissuration à chaud
La fissuration à chaud se forme à très haute température lors du refroidissement du bain de fusion.
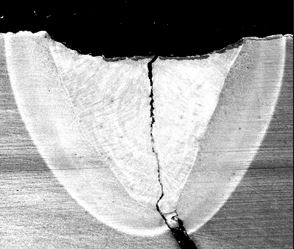
La solidification de la soudure se fait par la formation de cristaux portant de la zône de liaison vers le centre et la surface de la soudure.
Durant cette solidification il y a des contractions importantes (dues au retrait) qui tendent à séparer les cristaux. Le phénomène plus important dans le cas ou la soudure n’est pas suffisamment lisse. Lorsque elle forme des « vagues ».
La fissure à chaud est interdentritique et elle est le plus souvent dans l’axe du cordon de soudure.
2) Qu’est-ce qui provoque la fissuration à chaud?
Ce type de défaut peut être du à la composition chimique du bain, à la forme du cordon ou aux contraintes pendant la solidification du cordon.
2-1) Les origines dues à la composition chimique
- Les matériaux à fort taux de carbone.
- La présence de soufre accentue le phénomène (sulfure de fer)
- La présence de manganèse est positive car elle empêche d’avoir des sulfures de fer (dues au soufre)
On peut utiliser une formule pour calculer le coefficient de fissuration UCS.
Cette formule met en balance les éléments accentuant la fissuration et ceux la limitant.
La formule est UCS= 230xC + 190xS + 75xP + 45xNb – 12.3xSi – 5.4xMn – 1 (on prends C=0,08 si C0.08)
Si UCS est supérieur à 25, il y a risque de fissuration à chaud.
2-2) La forme du cordon
Il est indispensable de maintenir un rapport de largeur du cordon sur sa hauteur supérieur ou égal à 0.7. Les préparations de bords étroits sont donc à éviter.
Il est aussi préférable d’avoir un cordon convexe plutôt qu’un cordon concave.
Source : CETIM : https://www.cetim.fr/actualites/comment-eviter-les-risques-lors-du-soudage-des-aciers-thle/
Une avance trop rapide qui provoque de grandes vagues allongées accentue la possibilité d’apparition de fissures pendant la solidification du cordon.
Les passes de pénétrations, trop longues et trop concaves sont à éviter. Ces passes et le pointage sont parfois à l’origine de la fissuration à chaud.
2-3) Les contraintes
Les contraintes principales sont liées à la contraction, au retrait pendant la solidification.
Les tôles épaisses sont plus sujettes à ce défaut.
Une pièce dont la limite d’élasticité est élevée favorise les contraintes et donc ces fissures.
Le bridage par maintien ou imposé par la géométrie de l’assemblage. La trop grande rigidité des assemblage peuvent provoquer ce type de défaut.
3) Comment éviter la fissuration à chaud? Récapitulatif.
- Contrôler la composition chimique du bain
- Minimiser UCS
- Diminuer le taux de dilution
- Diminuer le taux de C et de S
- Apporter un complément de Mn et Si par les produits d’apport
- Minimiser au maximum Cu
- Respecter une géométrie de joint L/ep>=0.7
- Eviter de trop brider
- Un préchauffage sur une grande surface peut être favorable
IMPORTANT! TOUTE SOUDURE PRESENTANT UNE FISSURE N’EST PAS ACCEPTABLE. ELLE DOIT ETRE ELIMINER DES QU’ELLE APPARAIT. MEME ENTRE DEUX PASSES ELLE DOIT ETRE ELIMINEE CAR ELLE SE PROPAGERA SURTOUT SI LA PIECE SUBIT DES CONTRAINTES MECANIQUES OU THERMIQUES PENDANT SON UTILISATION.
Commencer la métallurgie
Tous les cours de soudage
Défauts des soudures
Schaeffler

Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







