


2.2.5 L'EXAMEN RADIOGRAPHIQUE
1.Principe de la méthode:La radiographie est une méthode non destructive d'examen des matériaux par " transparence " basée sur l'inégalité d'absorption des radiations ionisantes ( X ou g) . Les rayons X et g sont des ondes électromagnétiques de même nature que les ondes hertziennes, la lumière visible et les ultraviolets, dont elles ne diffèrent que par leurs longueurs d'ondes plus courtes. De là d'ailleurs leur pouvoir de pénétration. Les rayons émis qui ont à traverser une certaine épaisseur subissent un affaiblissement plus grand que ceux qui traversent une épaisseur moindre ou la même épaisseur d'un matériau moins absorbant. Dès lors, l'intensité du rayonnement émergeant varie en fonction de ces paramètres.
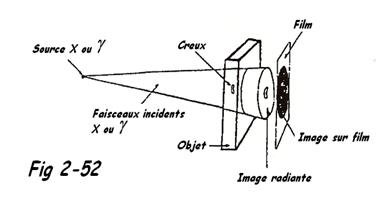
Si nous exposons, par exemple, une pièce métallique dans laquelle il y a une cavité, à des rayons ionisants ( FIG 2-52 ) et que nous plaçons un film de l'autre côté de cette pièce, nous pourrions localiser la cavité sur ce film, après développement de celui-ci, à cause d'une impression plus foncée sur un film plus clair( absorption moindre à l'endroit de la cavité ). Si l'on radiographie un cordon soudé au TIG, dans lequel il y a des particules fusionnées de tungstène provenant de l'électrode, celles-ci apparaîtront sur le film comme des points clairs dans un cordon moins clair; le tungstène absorbe effectivement plus de rayonnement que l'acier au carbone.
2. Sources utilisées
a) Sources à rayons X: - Elles émettent les rayons qu'après application d'une haute tension à un circuit générateur. L'intensité de ce rayonnement est réglable par cette tension.
- Elles ont un spectre continu avec une énergie qui est inversement proportionnelle à la longueur d'onde.
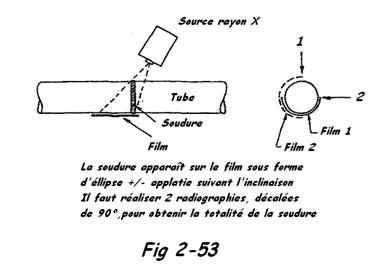
- La source est placée à l'extérieur du tube ( Fig 2-53 ).
- Le rayonnement est plus orienté donc moins dangereux pour l'opérateur et les personnes situées aux alentours.
- La qualité du film est meilleure que pour une source γ.
b) Sources à rayons γ : Ce sont des isotopes ( Ir 192, Co 60, .. ), qui émettent continuellement des rayons. L'intensité de ce rayonnement est propre à la source et non réglable( hors service, elles sont stockées dans un container spécial ).
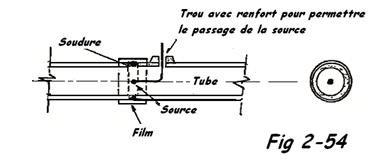
- Elles sont utilisées pour des tubes de forte épaisseur, la source étant centrée dans le tube
- Elles ont un spectre discontinu avec une énergie constante.
- Elles sont beaucoup plus maniable que les sources à rayon X.
- La source peut être placée à l'intérieur ou à l'extérieur du tube ( Fig 2-54 ou 2-53 ).
Le rayonnement est moins orienté et, dès lors, plus dangereux pour l'opérateur et les personnes situées aux alentours.
3. Définition de la qualité d'un cliché
Pour contrôler la " sensibilité " de la méthode, on place généralement un indicateur de qualité d'image ( IQI ) du côté de la source, de sorte que la pièce et l' IQI soient radiographiées en même temps.
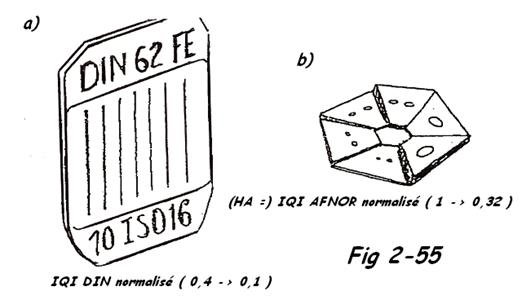
Deux grands types d'IQI sont disponibles sur le marché: l'IQI avec fils est placé à travers la soudure. L'IQI avec trous est placé à côté de la soudure avec une tôle de compensation, afin de tenir compte de son épaisseur. Les détails de l'IQI, visibles sur le cliché développé forment un des 3 éléments de base de l'évaluation de la qualité d'une prise de radiographie. Les deux autres éléments à contrôler avant l'examen des clichés sont: - La densité ou le noircissement d'un film
Le flou géométrique qui peut provoquer une précision insuffisante à cause des dimensions de la source X ou g.
- L'interprétation des films doit être faite par des agents qualifiés et expérimentés.
4. Radiographie des soudures
a) Types d'intervention
- Random radiography: ( radiographie au hasard ), cet examen ne s'applique qu'aux soudures circulaires bout à bout. C'est l'examen radiographique de la circonférence complète d'un pourcentage donné de soudures circulaires bout à bout prises au hasard d'un lot donné de tuyauteries.
- Radiographie à 100%: Cet examen ne concerne, en principe, que les soudures circulaires bout à bout. C'est l'examen radiographique de la circonférence complète de toutes les soudures d'une tuyauterie donnée ( ex. tuy. NH3 liquide, HNO3 liquide diverses concentrations 65, 81, 99% ). Lorsque la spécification de construction impose que soient inclues, dans ce contrôle, les soudures autres que circulaires bout à bout, leur examen englobera la totalité de leur longueur. ( ex. sur tuy. HNO3 gaz, NH3 gaz, .... ).
- Radiographie par échantillonnage: ( Spot ) C'est la prise d'un seul film radiographique en un point donné d'une quantité donnée de soudures.
- Soudures longitudinales: au moins 150 mm de la longueur de la soudure
- Soudures circulaires, soudures des coudes à onglets et soudures des piquages.
Tuyauteries dn <=à˜ 65 : une seule exposition elliptique qui englobe l'entièreté de la circonférence de la soudure
Tuyauteries dn à˜ > 65: au moins le minimum de 25% de la circonférence interne ou de 150 mm.
C'est l'organisme de contrôle ou le délégué du maître d'oevre qui désignera les soudures à vérifier, après une inspection visuelle de l'entièreté des soudures. Si ces vérifications montrent qu'une ou plusieurs des soudures ne correspondent pas aux spécifications adoptées, le constructeur y remédiera. Les soudures ayant subi des réparations seront contrôlées à nouveau.
Exemples:
- Importance du 1er prélèvement 10 à 15%
- Si le test 1 n'est pas satisfaisant contrôles supplémentaires 20 à 30 %
- Si le test 2 n'est pas satisfaisant " " 40 à 60%
- Si le test 3 " " " " " 100%
Il y a lieu de préciser ces valeurs dans toutes commandes et que ces examens complémentaires sont à charge du constructeur.
b) Critères d'évaluation: Les principaux défauts rencontrés dans les soudures sont:
- Les fissures qui ne sont jamais acceptées, si petites soient-elles
- Les manques de pénétration ou manques de fusion qui peuvent être acceptés, dans certains cas, à condition que ce soit sur une faible partie de la soudure.
- Les morsures aux bords de la soudure qui peuvent être acceptées, si elles ont une faible profondeur.
- Les porosités peuvent être acceptées, si elles sont isolées et de faibles dimensions ( à˜ 1,5 mm )
- Les inclusions de laitier peuvent être acceptées si elles ne sont pas importantes.
Les critères d'acceptabilité des défauts sont définis dans les différents codes ( ex. ANSI B31-1 ). Dans les spécifications, il faut indiquer le code qui est appliqué pour l'examen ( ex ASME V art. 2 ) et éventuellement, pour des applications particulières, des critères seront ajoutés par le maître d'oeuvre.
Remarque: - La visibilité des défauts dépend surtout de leur épaisseur suivant la direction du rayonnement. Les défauts très minces ( défauts plans ) ne seront décelables que suivant un certain angle de prise, il sera parfois nécessaire de prendre plusieurs clichés suivant différents angles pour les interpréter sans problème . Tension appliquée aux bornes du tube de rayons X
6 mm 100 kV
2 " 150 "
25 " 250 "
50 " 300 "
75 " 400 "
- Chaque soudeur possède un numéro d'identification qu'il poinçonne à côté de chaque soudure qu'il a faite.
c) Apparences et analyse de différents types de défauts ( FIG 2-56 )
Dernière édition:





