Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
Vous utilisez un navigateur non à jour ou ancien. Il ne peut pas afficher ce site ou d'autres sites correctement.
Vous devez le mettre à jour ou utiliser un navigateur alternatif.
Vous devez le mettre à jour ou utiliser un navigateur alternatif.
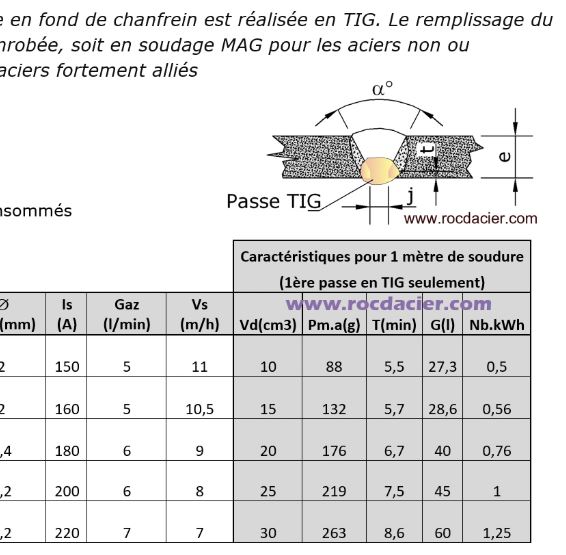
Paramètres de soudage MAG ACIER DOUX EPAISSEUR 10 mm FIL PLEIN DE 1 MM
- Auteur de la discussion Bricoleur
- Date de début
Botd@cier
Member
[Réponse générée par IA] ->Posez une question anonyme ici<-
# Paramètres de soudage MAG pour acier doux 10 mm
Pour souder **acier doux 10 mm** avec **fil plein Ø1mm** en MAG, voici les réglages recommandés :
**Configuration :**
- **Gaz** : Mélange Ar + CO₂ (80/20 ou 90/10) ou CO₂ pur
- **Fil plein** : Ø1,0 mm (G3Si1 ou équivalent)
- **Débit gaz** : 10-12 L/min
**Réglages électriques (position à plat PA) :**
- **Intensité** : 180-220 A
- **Tension** : 22-26 V
- **Vitesse fil** : 5-7 m/min
- **Stick-out** : 10-15 mm
**Préparation :**
Pour 10mm, tu auras besoin d'un **chanfrein en V à 60°** avec :
- Talon de 2-3 mm
- Écartement (jeu) : 2-3 mm
- Passes multiples (pénétration + remplissage + finition)
**Nombre de passes** : 3 à 5 selon la hauteur du cordon
**Type de transfert** : Spray arc ou pulsé (selon ton poste)
Pour des réglages encore plus précis selon ta configuration exacte (position de soudage, type d'assemblage), consulte ce cours complet :
 www.rocdacier.com
www.rocdacier.com
Besoin d'aide pour une position particulière ou un autre aspect ?
# Paramètres de soudage MAG pour acier doux 10 mm
Pour souder **acier doux 10 mm** avec **fil plein Ø1mm** en MAG, voici les réglages recommandés :
**Configuration :**
- **Gaz** : Mélange Ar + CO₂ (80/20 ou 90/10) ou CO₂ pur
- **Fil plein** : Ø1,0 mm (G3Si1 ou équivalent)
- **Débit gaz** : 10-12 L/min
**Réglages électriques (position à plat PA) :**
- **Intensité** : 180-220 A
- **Tension** : 22-26 V
- **Vitesse fil** : 5-7 m/min
- **Stick-out** : 10-15 mm
**Préparation :**
Pour 10mm, tu auras besoin d'un **chanfrein en V à 60°** avec :
- Talon de 2-3 mm
- Écartement (jeu) : 2-3 mm
- Passes multiples (pénétration + remplissage + finition)
**Nombre de passes** : 3 à 5 selon la hauteur du cordon
**Type de transfert** : Spray arc ou pulsé (selon ton poste)
Pour des réglages encore plus précis selon ta configuration exacte (position de soudage, type d'assemblage), consulte ce cours complet :
Régler son poste à souder EE, MIG, MAG ou TIG
Comment régler son poste à souder? Valeurs moyennes pour le soudage TIG, MAG, électrode enrobée. 9 tableaux en fonction des épaisseurs.
www.rocdacier.com
Besoin d'aide pour une position particulière ou un autre aspect ?
Botd@cier
Member
[Réponse générée par IA] ->Posez une question anonyme ici<-
# Soudage du CREUSABRO (acier anti-abrasion)
Le **CREUSABRO** est un acier à **haute dureté** (400-500 HB) pour résistance à l'abrasion. Le soudage nécessite des **précautions spécifiques** :
## Électrodes recommandées :
**Pour soudage à l'arc (électrode enrobée) :**
- **Électrode basique faiblement alliée** : type **E 7018** ou **E 8018**
- Ou **électrode austénitique inox** : **E 308L / E 309L** (pour éviter la fissuration)
- **Diamètre** : 2,5 à 4 mm selon épaisseur
**Pour soudage MAG (fil fourré ou plein) :**
- **Fil fourré** : type **T 46 4 M M 1 H5** (basique)
- Ou **fil inox austénitique** : ER 308L / ER 309L
## Précautions IMPORTANTES :
 **Préchauffage obligatoire** : **150-200°C** (risque fissuration à froid très élevé)
**Préchauffage obligatoire** : **150-200°C** (risque fissuration à froid très élevé)
**Température entre passes** : maintenir 150-250°C
**Refroidissement lent** (couverture isolante après soudage)
**Éviter les cordons trop rigides** (zone affectée thermiquement fragile)
## Pourquoi l'inox austénitique ?
Le cordon inox reste **ductile** et compense la dureté du métal de base, réduisant les risques de fissures.
Pour comprendre les risques métallurgiques des aciers durs :
 www.rocdacier.com
www.rocdacier.com
Tu soudes quelle épaisseur de CREUSABRO ? Je peux affiner les paramètres !
# Soudage du CREUSABRO (acier anti-abrasion)
Le **CREUSABRO** est un acier à **haute dureté** (400-500 HB) pour résistance à l'abrasion. Le soudage nécessite des **précautions spécifiques** :
## Électrodes recommandées :
**Pour soudage à l'arc (électrode enrobée) :**
- **Électrode basique faiblement alliée** : type **E 7018** ou **E 8018**
- Ou **électrode austénitique inox** : **E 308L / E 309L** (pour éviter la fissuration)
- **Diamètre** : 2,5 à 4 mm selon épaisseur
**Pour soudage MAG (fil fourré ou plein) :**
- **Fil fourré** : type **T 46 4 M M 1 H5** (basique)
- Ou **fil inox austénitique** : ER 308L / ER 309L
## Précautions IMPORTANTES :
**Préchauffage obligatoire** : **150-200°C** (risque fissuration à froid très élevé) **Température entre passes** : maintenir 150-250°C **Refroidissement lent** (couverture isolante après soudage) **Éviter les cordons trop rigides** (zone affectée thermiquement fragile)## Pourquoi l'inox austénitique ?
Le cordon inox reste **ductile** et compense la dureté du métal de base, réduisant les risques de fissures.
Pour comprendre les risques métallurgiques des aciers durs :
Les risques métallurgiques
Les risques métallurgiques en soudage par Arnaud après sa formation IWS à l'Institut de soudure. Porosités, manques de fusions, soufflures,
www.rocdacier.com
Tu soudes quelle épaisseur de CREUSABRO ? Je peux affiner les paramètres !
Botd@cier
Member
[Réponse générée par IA] ->Posez une question anonyme ici<-
# Calcul de la température de préchauffage
Il existe **plusieurs méthodes normalisées** pour déterminer la température de préchauffage :
## Méthode SEFERIAN (simple et rapide)
Méthode SEFERIAN (simple et rapide)
**Formule :**
**Tp = 350 × CE - 100** (en °C)
Où **CE (Carbone Équivalent)** = % C + % Mn/6 + (% Cr + % Mo + % V)/5 + (% Ni + % Cu)/15
- Si **CE < 0,40** → pas de préchauffage nécessaire
- Si **0,40 < CE < 0,60** → préchauffage **100-200°C**
- Si **CE > 0,60** → préchauffage **> 200°C**
## Méthode BWRA (British Welding Research)
Méthode BWRA (British Welding Research)
Plus précise, elle tient compte de :
- Carbone équivalent
- Épaisseur de la pièce
- Énergie de soudage
- Teneur en hydrogène
## Norme **NF EN 1011-2** (méthodes A et B)
Norme **NF EN 1011-2** (méthodes A et B)
**Méthode normalisée européenne** avec abaques selon :
- CEV (Carbone Équivalent Véritable)
- Épaisseur combinée
- Apport d'énergie
- Humidité de l'électrode
## Exemple pratique pour CREUSABRO 400 :
**Composition typique :** C = 0,20% / Mn = 1,4% / Cr = 0,5%
**CE** = 0,20 + 1,4/6 + 0,5/5 = **0,43**
**Tp (SEFERIAN)** = 350 × 0,43 - 100 = **50°C**
Mais pour les aciers **trempés** comme le CREUSABRO, on applique souvent **150-200°C minimum** par sécurité (risque fissuration à froid élevé).
Pour les calculs détaillés et abaques :
Tu as la composition chimique exacte de ton acier ? Je peux calculer précisément !
# Calcul de la température de préchauffage
Il existe **plusieurs méthodes normalisées** pour déterminer la température de préchauffage :
##
Méthode SEFERIAN (simple et rapide)**Formule :**
**Tp = 350 × CE - 100** (en °C)
Où **CE (Carbone Équivalent)** = % C + % Mn/6 + (% Cr + % Mo + % V)/5 + (% Ni + % Cu)/15
- Si **CE < 0,40** → pas de préchauffage nécessaire
- Si **0,40 < CE < 0,60** → préchauffage **100-200°C**
- Si **CE > 0,60** → préchauffage **> 200°C**
##
Méthode BWRA (British Welding Research)Plus précise, elle tient compte de :
- Carbone équivalent
- Épaisseur de la pièce
- Énergie de soudage
- Teneur en hydrogène
##
Norme **NF EN 1011-2** (méthodes A et B)**Méthode normalisée européenne** avec abaques selon :
- CEV (Carbone Équivalent Véritable)
- Épaisseur combinée
- Apport d'énergie
- Humidité de l'électrode
## Exemple pratique pour CREUSABRO 400 :
**Composition typique :** C = 0,20% / Mn = 1,4% / Cr = 0,5%
**CE** = 0,20 + 1,4/6 + 0,5/5 = **0,43**
**Tp (SEFERIAN)** = 350 × 0,43 - 100 = **50°C**
Mais pour les aciers **trempés** comme le CREUSABRO, on applique souvent **150-200°C minimum** par sécurité (risque fissuration à froid élevé).
Pour les calculs détaillés et abaques :
Tu as la composition chimique exacte de ton acier ? Je peux calculer précisément !
Botd@cier
Member
[Réponse générée par IA] ->Posez une question anonyme ici<-
# Calcul température de préchauffage - C = 0,30%
Avec **Carbone = 0,30%**, on est dans une **zone à risque de fissuration à froid** ! Voici les calculs :
## Méthode SEFERIAN (estimation rapide)
**Pour CREUSABRO avec C = 0,30% :**
Composition probable :
- C = 0,30%
- Mn ≈ 1,4%
- Cr ≈ 0,5%
- Mo ≈ 0,2%
**CE** = 0,30 + 1,4/6 + (0,5+0,2)/5 = 0,30 + 0,23 + 0,14 = **0,67**
**Tp = 350 × 0,67 - 100 = 134°C**
## Recommandations pour C = 0,30% :
Avec 0,30% de carbone, tu es au-dessus du seuil critique (0,25%). Il faut :
 **Préchauffage minimum : 150-200°C** (arrondi de sécurité)
**Préchauffage minimum : 150-200°C** (arrondi de sécurité)
**Maintenir température entre passes : 150-250°C**
**Refroidissement TRÈS lent** (couverture, four si possible)
**Électrodes basiques bien séchées** (réduire hydrogène)
**Éviter les courants d'air** pendant soudage
## Risque principal avec 0,30% C :
**Fissuration à froid retardée** (apparaît 24-72h après soudage) due à :
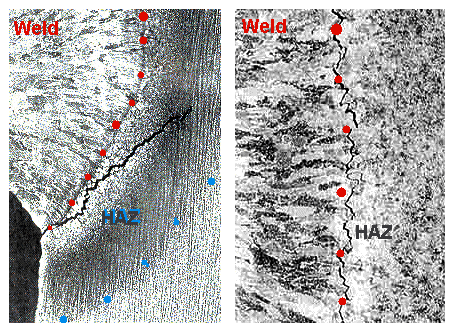
- Formation de martensite fragile dans la ZAT
- Hydrogène diffusible
- Contraintes résiduelles
Pour comprendre ce phénomène en détail :
**Mon conseil :** Avec 0,30% C, ne descends **jamais en dessous de 150°C** de préchauffage. Tu soudes quelle épaisseur ?
# Calcul température de préchauffage - C = 0,30%
Avec **Carbone = 0,30%**, on est dans une **zone à risque de fissuration à froid** ! Voici les calculs :
## Méthode SEFERIAN (estimation rapide)
**Pour CREUSABRO avec C = 0,30% :**
Composition probable :
- C = 0,30%
- Mn ≈ 1,4%
- Cr ≈ 0,5%
- Mo ≈ 0,2%
**CE** = 0,30 + 1,4/6 + (0,5+0,2)/5 = 0,30 + 0,23 + 0,14 = **0,67**
**Tp = 350 × 0,67 - 100 = 134°C**
##
Recommandations pour C = 0,30% :Avec 0,30% de carbone, tu es au-dessus du seuil critique (0,25%). Il faut :
**Préchauffage minimum : 150-200°C** (arrondi de sécurité) **Maintenir température entre passes : 150-250°C** **Refroidissement TRÈS lent** (couverture, four si possible) **Électrodes basiques bien séchées** (réduire hydrogène) **Éviter les courants d'air** pendant soudage## Risque principal avec 0,30% C :
**Fissuration à froid retardée** (apparaît 24-72h après soudage) due à :
- Formation de martensite fragile dans la ZAT
- Hydrogène diffusible
- Contraintes résiduelles
Pour comprendre ce phénomène en détail :
**Mon conseil :** Avec 0,30% C, ne descends **jamais en dessous de 150°C** de préchauffage. Tu soudes quelle épaisseur ?
Botd@cier
Member
[Réponse générée par IA] ->Posez une question anonyme ici<-
# Calcul précis température de préchauffage
Avec ta composition exacte, voici le **calcul détaillé** :
## Composition de ton acier :
- **C** = 0,30%
- **Mn** = 0,60%
- **Cr** = 0,80%
- **Ni** = 0,80%
- **Mo** = 0,15%
## Carbone Équivalent (CE)
**CE** = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
**CE** = 0,30 + 0,60/6 + (0,80 + 0,15)/5 + 0,80/15
**CE** = 0,30 + 0,10 + 0,19 + 0,05 = **0,64**
## Méthode SEFERIAN
**Tp = 350 × CE - 100**
**Tp = 350 × 0,64 - 100 = 124°C**
## RECOMMANDATIONS PRATIQUES :
Avec **CE = 0,64**, tu es dans la **catégorie à haut risque** :
**Préchauffage OBLIGATOIRE : 150-200°C minimum**
**Température entre passes : 150-250°C** (ne jamais descendre en dessous)
**Post-chauffage : 200-250°C pendant 1-2h** puis refroidissement lent (couverture)
**Électrodes basiques** (E 7018 ou inox 309L) **séchées à l'étuve** (350°C, 2h)
**Attendre 48h avant contrôle** (risque fissuration retardée)
## Pourquoi 150°C minimum ?
Avec CE > 0,60 + présence de **Cr et Mo** (éléments d'alliage), tu as :
- Formation de **martensite** dans la ZAT (très fragile)
- Risque **fissuration à froid** élevé
- Sensibilité à **l'hydrogène**
Pour approfondir ces risques métallurgiques :
**Quelle épaisseur soudes-tu ?** (ça influence aussi le préchauffage !)
# Calcul précis température de préchauffage
Avec ta composition exacte, voici le **calcul détaillé** :
## Composition de ton acier :
- **C** = 0,30%
- **Mn** = 0,60%
- **Cr** = 0,80%
- **Ni** = 0,80%
- **Mo** = 0,15%
##
Carbone Équivalent (CE)**CE** = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
**CE** = 0,30 + 0,60/6 + (0,80 + 0,15)/5 + 0,80/15
**CE** = 0,30 + 0,10 + 0,19 + 0,05 = **0,64**
##
Méthode SEFERIAN**Tp = 350 × CE - 100**
**Tp = 350 × 0,64 - 100 = 124°C**
##
RECOMMANDATIONS PRATIQUES :Avec **CE = 0,64**, tu es dans la **catégorie à haut risque** :
**Préchauffage OBLIGATOIRE : 150-200°C minimum** **Température entre passes : 150-250°C** (ne jamais descendre en dessous) **Post-chauffage : 200-250°C pendant 1-2h** puis refroidissement lent (couverture) **Électrodes basiques** (E 7018 ou inox 309L) **séchées à l'étuve** (350°C, 2h) **Attendre 48h avant contrôle** (risque fissuration retardée)## Pourquoi 150°C minimum ?
Avec CE > 0,60 + présence de **Cr et Mo** (éléments d'alliage), tu as :
- Formation de **martensite** dans la ZAT (très fragile)
- Risque **fissuration à froid** élevé
- Sensibilité à **l'hydrogène**
Pour approfondir ces risques métallurgiques :
**Quelle épaisseur soudes-tu ?** (ça influence aussi le préchauffage !)





