
- Les éléments chimiques (Fer, Carbone…) sont désignés par leur symbole (Fe, C…), également pour les gaz.
- Les autres symboles (Θep, ELS…) sont résumés dans la fiche des symboles.
- “ANfA” signifie Aciers Non ou Faiblement Alliés ; “AFA” signifie Aciers Fortement Alliés ; Inox A/F/M/AF = Acier inoxydable Austénitique/Ferritique/Martensitique/Austéno-Ferritique
- MB = Matériau de base ; MA = Métal d’apport ; Ceq = Carbone équivalent ; EE = Electrode enrobée ; TT = Traitement thermique ; TTAS = Traitement thermique après soudage ; ZF = Zone de fusion ; ZAT = Zone affectée thermiquement ; ZL = Zone de liaison (entre la ZF et la ZAT) ; BF = Bain de fusion

Matériaux sensibles
Ceq > 0.35%
Inox M → %C > 0.20%
pour aciers inox, positionnement dans diagramme type Schaeffler
Zone de risque
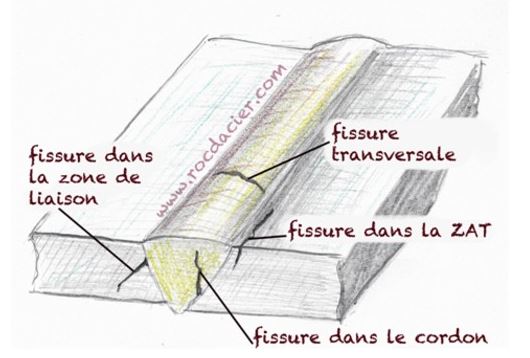
ZF, ZL, ZAT
Facteurs
- Une structure fragile (martensite) facile à obtenir : composition chimique du matériau trempante, entraînant un tr800-500 trop court : déterminer le Ceq (entre 0.35% et 0.45%, risque modéré à prévenir, risque important au-delà ; la limite est 0.20% pour un Inox M)
- De l’hydrogène : provenant de l’humidité de l’air, sur MA ou absorbée dans le flux ou l’enrobage de l’EE, de la condensation ou des saletés sur la pièce, ou simplement de la composition chimique du MB.
- Des contraintes de soudage : pièces de forte épaisseur, soudure encastrée (réparation)…
IMPORTANT : pour déclencher la FAF, ces trois facteurs doivent atteindre leur “seuil critique” ensemble. Théoriquement, maintenir au moins l’un de ces trois facteurs sous son seuil critique suffit à éviter la FAF.
Tenir compte qu’un air chaud peut contenir plus d’humidité qu’un air normal/frais (solubilité de l’eau dans l’air augmente avec la température).
Prévention
- Souder à chaud : augmenter l’ELS, exiger une Θep minimale pour augmenter la saturation thermique, donc diminuer la Vr, mais délicat
- Préchauffer la pièce : pour augmenter la saturation thermique, donc diminuer la Vr, donc le risque de trempe et laisser le temps à l’hydrogène de se diffuser
- Post-chauffer la pièce : pour laisser le temps à l’hydrogène de se diffuser
- Traitement thermique après soudage (TTAS) de détente : revenu sur la martensite
- Réduire l’hydrogène : étuver les électrodes et les flux, choisir un procédé de soudage “bas hydrogène”, choisir un MA “bas hydrogène”, nettoyer les surfaces à souder, dégourdir la pièce avant soudage.
- Eviter l’hydrogène dans le gaz de protection
- Limiter les gaz actifs type CO2 et O2: une faible quantité ne dérange pas trop cependant, tel 2%.
- Modérer le bridage si possible, ou adapter le chanfrein pour réduire les contraintes (X plutôt que V)
- Acier : utiliser un MA austénitique : moyen pour l’homogénéité des CM mais peut faire le taf, surtout sur les aciers résistants au fluage.
→ une structure austénitique n’a aucun problème de FAF car elle absorbe bien l’hydrogène. - Utiliser un MA base nickel (type inconel) : pas génial pour magnétoscopie ou risque de corrosion, mais utile quand les paramètres de soudage placent le MA austénitique en zone de fissuration (voir diagrammes type Schaeffler).
Outils liés
- Diagramme TRCS
- Courbe de non-fissuration
- Abaque IRSID
Manifestation de ce risque
On appelle ce risque fissuration à FROID car elle apparaît après que le joint se soit refroidi, jusqu’à 48h plus tard. Une soudure tout juste terminée et ne présentant pas de fissuration ne peut donc être immédiatement considérée comme exempte de FAF.
Fissuration causée par l’apparition de contraintes au refroidissement et facilitée par la microstructure du joint de soudure et la présence d’hydrogène. Ce dernier, présent sur une pièce mal dégraissée ou rouillée, ou encore dans l’air ou même dans le métal d’apport, se diffuse dans la soudure.
Au refroidissement, la solubilité de l’hydrogène diminue avec la température et le métal libère donc l’excès dans la zone fondue sous forme de bulles de gaz. Celles-ci tentent alors de s’échapper dans le métal encore liquide.
Après soudage, la ZF se solidifie en suivant la progression du refroidissement : c’est la vague de solidification. Si celle-ci avance plus vite que les bulles d’hydrogène n’ont le temps de remonter à la surface pour s’échapper, ces dernières sont emprisonnées et créent des soufflures. Or la solidification des aciers trempants est très rapide, même à l’air ambiant. Enfin, sous l’action des contraintes résiduelles dues au retrait du métal fondu et/ou au bridage, et amplifiées par la faible déformabilité de la structure dure et fragile, ces soufflures peuvent se déchirer pour former des fissures.
Quant à l’hydrogène, il est dégazé plus vite lorsque la température est élevée. C’est pour cela que sa vitesse de dégazage diminue lorsque la température diminue.
On distingue deux moments clés dans la durée de refroidissement :
- Le SDH : Seuil de Diffusion de l’Hydrogène = limite de solubilité de l’hydrogène dans le matériau de la ZF. En dessous de ce seuil, l’hydrogène présent est entièrement diffusé et il n’y a donc plus aucun surplus risquant de créer des soufflures. Dans le temps, c’est le moment où le taux d’hydrogène [H] n’a plus d’impact sur la FAF.
- Le SAC : Seuil d’Apparition des Contraintes = moment lors du refroidissement où le retrait du métal dilaté lors de l’opération de soudage est suffisamment important pour créer des contraintes (σ) qui, si elles rencontrent des points faibles (des lieux de concentration de contraintes) tels que des soufflures d’hydrogène, peut s’aggraver en fissure. Autrement dit, si ça tire là où il y a des bubulles, ça se déchire.

La FAF apparaît dans le temps entre le SAC et le SDH, là où les deux facteurs “taux d’hydrogène supérieur à la limite de solubilité” et “contraintes suffisantes pour déclencher la fissuration” sont réunies en même temps. Ensuite les concentrations de contraintes autour des soufflures d’hydrogène s’intensifient pour finalement se fissurer. C’est pour cela que le contrôle par ressuage nécessite d’attendre 48h pour être sûr que la fissuration est apparue si elle le devait.

Le calcul du Carbone Équivalent permet d’évaluer le caractère trempant, donc le risque de FAF. De façon générale, tout élément d’addition est plus ou moins trempant et encourage la trempe, donc la FAF.
Tranquille < 0,35% ≤ Précautions < 0,45% ≤ Mesures indispensables < 0,70% < Fortes mesures
Pour l’éviter, on “soudera à chaud” (voir ce glossaire).
Diminuer la présence d’hydrogène
Dans tous les cas :
- La présence de calamine, d’oxyde, de graisse, d’eau à la surface des pièces à souder est une source importante d’hydrogène. Il faut donc bien nettoyer les surfaces à souder.
- L’enrobage des électrodes absorbe de l’eau (surtout avec les électrodes basiques). Il faut donc étuver les électrodes enrobées pour évacuer l’eau absorbée dans l’enrobage afin d’éliminer le plus d’hydrogène possible.
- De façon générale, il faut stocker le métal d’apport dans un endroit propre et sec, constamment à température supérieure au point de rosée. Cela permet d’éviter les pollutions et l’humidité par condensation dans l’air.
On peut aussi effectuer un post-chauffage des pièces pour suffisamment réduire le taux d’hydrogène afin d’éliminer l’apparition de soufflures (utile avec les procédés qui ne sont pas à bas hydrogène). On inverse le SDH et le SAC dans le temps : le SDH apparaîtra plus tôt car la chaleur facilite la diffusion de l’hydrogène, et le SAC apparaîtra plus tard car les contraintes résultant de la contraction de la matière au refroidissement apparaîtront plus tard. Il se produit en réalité une accélération du dégazage (on diffuse suffisamment d’hydrogène pendant le refroidissement pour que le restant puisse se dissoudre entièrement).

On peut aussi veiller à l’emploi de consommables et/ou de procédés “bas hydrogène” (voir dans ce glossaire à “Taux d’hydrogène diffusible des procédés de soudage”) qui diminuent le taux d’hydrogène présent lors de l’opération de soudage (par exemple avec des électrodes “H5” ou “H10” ou en soudant au TIG ou au MAG plutôt qu’à l’EE).

Enfin, un TTAS (Traitement Thermique Après Soudage) de détente (comme un revenu ou un recuit) permet également de diminuer le taux d’hydrogène (il agit en quelque sorte comme un post-chauffage).
Réduire le risque de trempe
Un préchauffage peut diminuer le risque de FAF avec les fortes épaisseurs car il permet d’augmenter la température globale et donc de ralentir la diffusion de la chaleur au refroidissement après soudage, donc la vitesse de refroidissement, donc d’éviter d’obtenir une trempe dans la ZAT. Il peut aussi avoir un effet similaire au post-chauffage dans une moindre mesure.
On pourra exiger une température minimale entre passes correspondant à la température de préchauffage.
On pourra aussi augmenter l’énergie linéaire de soudage (par courant, vitesse de fil, vitesse de soudage, choix du procédé de soudage…). Une énergie de soudage élevée (“souder chaud”, voir dans ce glossaire) agit un peu comme un préchauffage en élevant davantage la température autour du cordon de soudure, ce qui ralentit donc le refroidissement (ce qui diminue le risque de trempe), et en favorisant le dégazage lors de la phase à haute température. C’est donc une autre méthode pour inverser le SAC et le SDH lorsque les deux sont proches (sinon un post-chauffage ou des méthodes drastiques seront nécessaires).
A noter enfin que le risque augmente avec l’épaisseur car il y a alors plus de distance à parcourir pour que l’hydrogène s’échappe et la diffusion de chaleur est plus rapide, donc laisse moins de temps à l’hydrogène pour s’échapper.
Diminuer les contraintes
Le choix du chanfreinage peut aider : un chanfrein en X répartira davantage les contraintes qu’en V.
Adapter la séquence de soudage (en alternance, par exemple souder en côtés opposés) pour que les contraintes s’installent le plus uniformément possible.
A plus de 0,70% de Ceq, on sort la grosse artillerie : préchauffage, électrodes spéciales, TTAS…
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







