
Récapitulatif des gaz de soudage industriels selon norme ISO 14175.( Mise à jour Juin 2018)
Pendant la mise à jour de ce document, j’en profite pour vous proposer ce tableau des principaux gaz de soudage disponibles chez Air Liquide, avec la correspondance avec leur ancienne désignation.
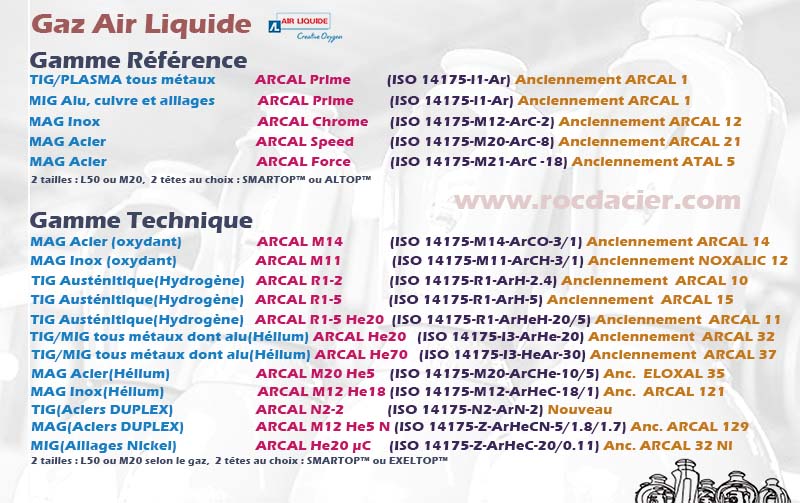
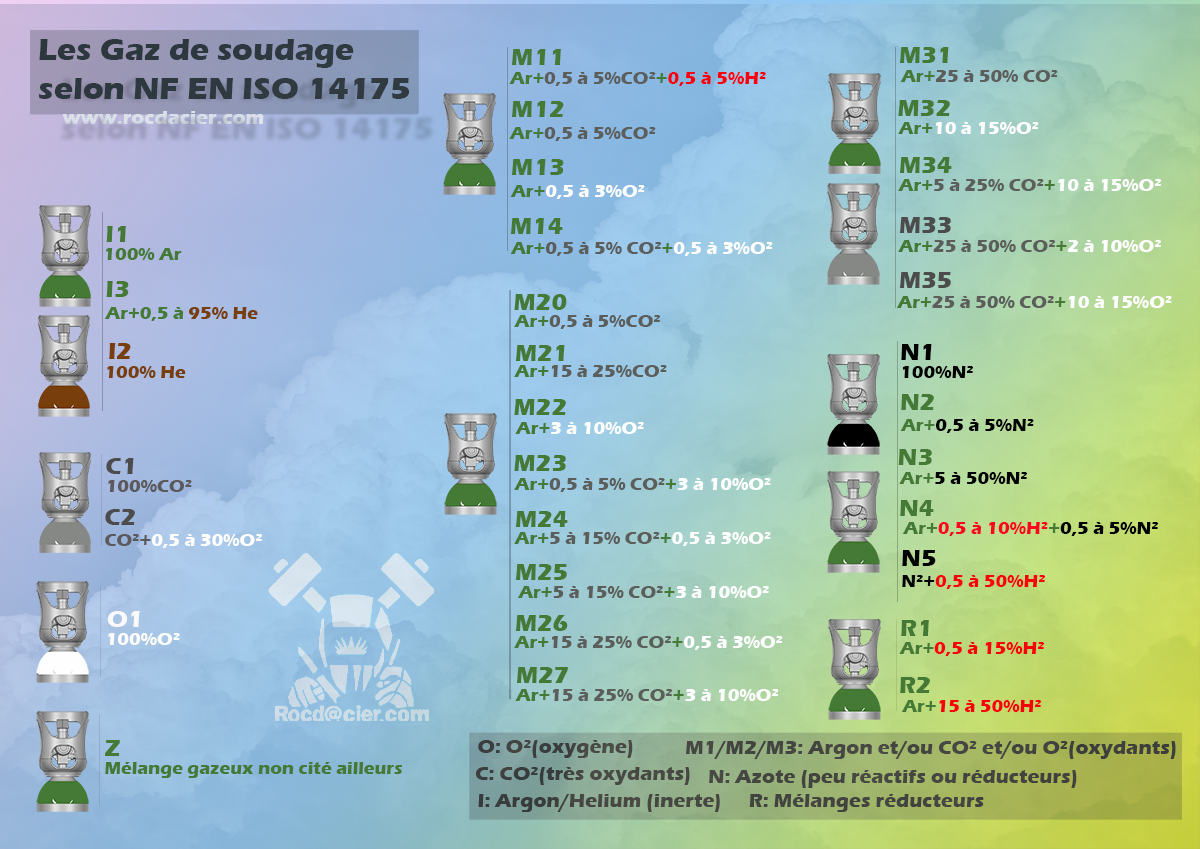
Voici un récapitulatif imagé des classifications:
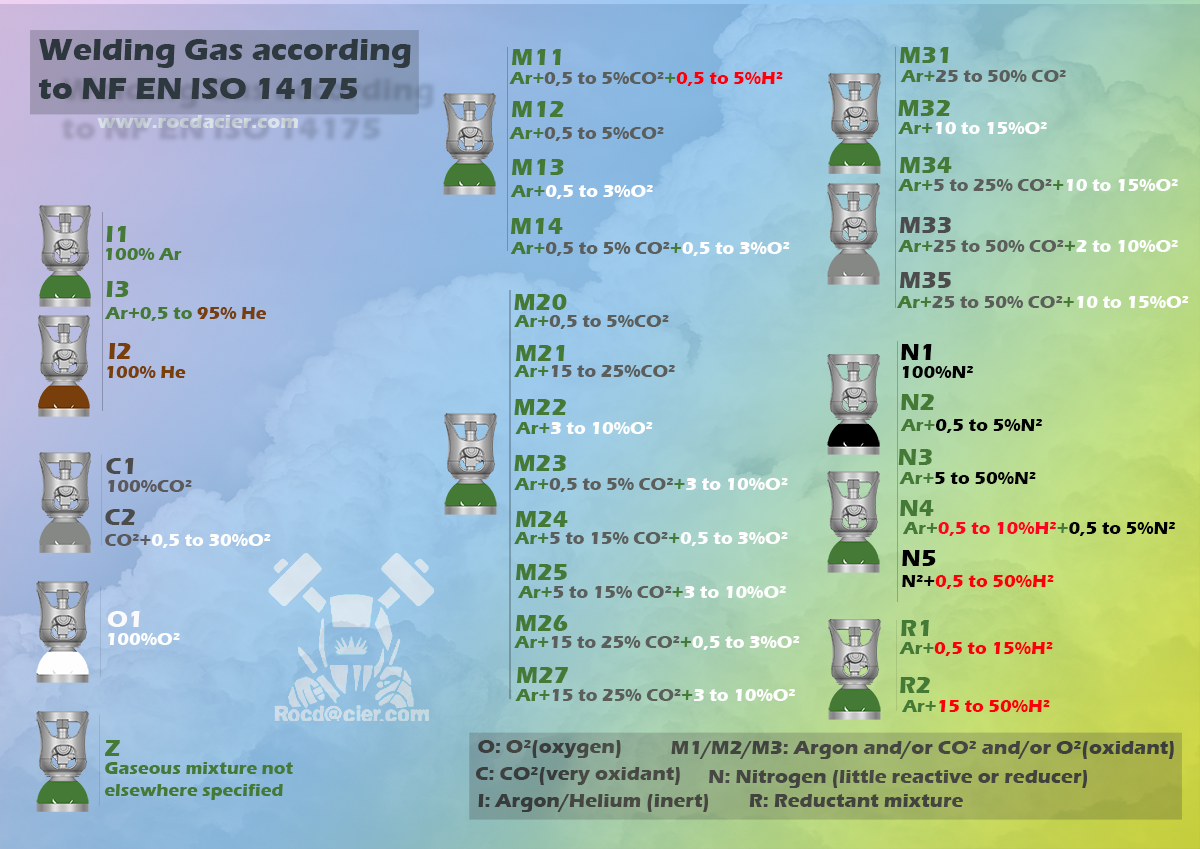
Voici la version anglaise:
Vous pouvez acheter ce poster sur notre boutique en ligne:
https://www.rocdacier.com/shop/posters-soudage/23-poster-a3-les-gaz-de-soudage.html
Tableau des gaz de soudage par marque:
| Liste des gaz de soudage TIG (141) avec appelation normalisée selon norme DIN EN 14175 et appelations commerciales Air Liquide, Messer, Linde, Air Products et Westfalen | ||||||
| TIG aciers non alliés et faiblement alliés: | Normalisé | Air Liquide | Messer | Linde | Air Products | Westfalen |
| – 100% Ar (1) | I1 (ISO 14175-I1-Ar pour ARCAL PRIME) |  ARCAL PRIME (ARGON NERTALARGON UARGON (1) ARCAL PRIME (ARGON NERTALARGON UARGON (1) | Argon 4.5 (1) | ArgonMisonArgon 4.5 (1) | ArgonArgon technique (1) | Argon 4.6(1) |
| – 95% Ar + 5% Hélium | I3 | ARCAL 31 | Aluline He 5 |
| ||
| – 70 à 80% Ar + 30 à 20% Hélium | I3 (ISO 14175-I3-ArHe-20 pour ARCAL He20) | INARC 6ARCAL He20 (ARCAL 33 | Aluline He 30 | Hélion 2 | ASTEC 20 | Argon Hélium 70/30 |
| – 50 à 80% Ar + 50% Hélium | I3 | INARC 8ARCAL 35 | Aluline He 50 | Hélion 5 | ASTEC 50 | Argon Hélium 50/50 |
| – 20 à 30% Ar + 80 à 70% Hélium | I3 (ISO 141745-I3-HeAr-30 pour ARCAL He70) | INARC 9ARCAL 39ARCAL He70 | Aluline He 70 | Hélion 7 | ASTEC 75Alumaxx Plus | Argon Hélium 30/70 |
| TIG inox: | Normalisé | Air Liquide | Messer | Linde | Air Products | Westfalen |
| – 100% Ar (1) | I1 (ISO 14175-I1-Ar pour ARCAL PRIME) | ARCAL PRIME (ARGON NERTALARGON UARGON (1) | Argon 4.5 (1) | ArgonMisonArgon 4.5 (1) | ArgonArgon technique (1) | Argon 4.6(1) |
| – 95% Ar + 5% Hélium | I3 | ARCAL 31 | Aluline He 5 | Argon Hélium 92/08 | ||
| – 70 à 80% Ar + 30 à 20% Hélium | I3 (ISO 14175-I3-ArHe-20 pour ARCAL He20) | INARC 6ARCAL He20 (ARCAL 33 | Aluline He 30 | Hélion 2 | ASTEC 20Alumaxx Plus | Argon Hélium 70/30 |
| – 50 à 80% Ar + 50% Hélium | I3 | INARC 8ARCAL 35 | Aluline He 50 | Hélion 5 | ASTEC 50 | Argon Hélium 50/50 |
| – 20 à 30% Ar + 80 à 70% Hélium | I3 (ISO 141745-I3-HeAr-30 pour ARCAL He70) | INARC 9ARCAL He70ARCAL 39 | Aluline He 70 | Hélion 7 | ASTEC 75 | Argon Hélium 30/70 |
| – Ar + 0,5 à 15% H² | R1 (ISO 141745-R1-ArH-2.4 pour R1-2) (ISO 141745-R1-ArH-5 pour R1-5) (ISO 141745-R1-ArHeH-20/5 pour R1-5 He20) | ARCAL R1-2 ( NOXAL 1NOXAL 2NOXAL 3NOXAL 4NOXAL 4P | Inoxline H3Inoxline H5Inoxline H7Inoxline H10 | VARIGON 2VARIGON 5 | Argon W2Argon W3Argon W4Argon W5Argon W6Argon W7Argon W15 | |
| TIG alu et cuivre: | Normalisé | Air Liquide | Messer | Linde | Air Products | Westfalen |
| – 100% Ar (1) | I1 (ISO 14175-I1-Ar pour ARCAL PRIME) | ARCAL PRIME (ARGON NERTALARGON UARGON (1) | Argon 4.5 (1) | ArgonMisonArgon 4.5 (1) | ArgonArgon technique (1) | Argon 4.6(1) |
| – 100% Hélium | I2 | LASAL 4Hélium | Hélium 4.5 | Hélium 4.6 | Hélium | |
| – 95% Ar + 5% Hélium | I3 | ARCAL 31 | Aluline He 5 | Argon Hélium 92/08 | ||
| – 70 à 80% Ar + 30 à 20% Hélium | I3 | INARC 6ARCAL 32ARCAL 33 | Aluline He 30 | Hélion 2 | ASTEC 20Alumaxx Plus | Argon Hélium 70/30 |
| – 50 à 80% Ar + 50% Hélium | I3 (ISO 141745-I3-HeAr-30 pour ARCAL He70) | INARC 8ARCAL He70 | Aluline He 50 | Hélion 5 | ASTEC 50 | Argon Hélium 50/50 |
| – 20 à 30% Ar + 80 à 70% Hélium | I3 | INARC 9ARCAL 39 | Aluline He 70 | Hélion 7 | ASTEC 75Alumaxx Plus | Argon Hélium 30/70 |
| Liste des gaz de soudage MIG/MAG (131-135) avec appelation normalisée norme DIN EN 14175 et appelations commerciales Air Liquide, Messer, Linde, Air Products et Westfalen | ||||||
| MAG aciers non alliés et faiblement alliés: | Normalisé | Air Liquide | Messer | Linde | Air Products | Westfalen |
| – 100% CO² | C1 | LASAL 2 | Dioxyde de Carbone | Dioxyde de Carbone | Dioxyde de Carbone | |
| – Ar +1,5% à 3%O² | M13 |
| Inoxline X1 | Argon S1Argon S2Argon S3 | ||
| – Ar +0,5 à 5% CO² +0,5 à 3% O² | M14 (ISO 14175-M14-ArCO-3/1 pour ARCAL M14) | ARCAL M14TERAL 12TERAL 22 | xxx | SAGOX 3 | ||
| – Ar +1 à 5% CO² | M12 (ISO 14175-M12-ArC-2 pour ARCAL CHROME) (ISO 14175-M12-ArHeC-18/1 pour ARCAL M12 He18 ) | ARCAL CHROME ( ARCAL M12 He18 (ARCAL 122ATAL 2 | Inoxline C2 | Mison 2 | Inomaxx 2 | SAGOX 2KSAGOX 3K |
| – Ar +5 à 15% CO² | M20 (ISO 14175-M20-ArC-8 pour ARCAL SPEED) (ISO 14175-M20-ArCHe-10/5 pour ARCAL M20 He5) | ATAL 4ARCAL SPEED (ARCAL M20 He5 | xxx | Mison 8Mison 12 | 700 HIDEPFerromaxx Plus | |
| – Ar +15 à 25% CO² | M21 (ISO 14175-M21-ArC-18 pour ARCAL FORCE) | ARCAL FORCE ( ATAL 5AATAL 5DATAL7ARCAL MAGARCAL 5 | Ferroline C18 | Corgon 18 | 500 SG | SAGOX 8SAGOX 10SAGOX 15SAGOX 18SAGOX 20SAGOX 25SAGOX He30/8 |
| – Ar +3 à 10% O² | M22 | CARGALCARGAL 3CARGAL 4INARC S8ARCAL 22 | Ferroline X4 | Oxylon 6 | SAGOX DArgon S4 | |
| – Ar +3 à 10% O² +0,5% à 5% CO² | M23 | TERAL 23 | Ferroline C5 X5 | Modion 55 | SAGOX 1 | |
| – Ar +5% à 15% CO² + 0,5% à 3% O² | M24 | ARCAL 24 | xxx | Ferromaxx 7Ferromaxx 15 | SAGOX 2TIME Gas | |
| – Ar + 5% à 15% CO² + 3% à 10% O² | M25 | TERAL 24 | Ferroline C15 X5 | |||
| – Ar + 15% à 25% CO² + 0,5% à 3% O² | M26 | xxx | xxx | |||
| – Ar + 15% à 25% CO² + 3% à 10% O² | M27 | TERAL 35 | xxx | |||
| MIG alu: | Normalisé | Air Liquide | Messer | Linde | Air Products | Westfalen |
| – 100% Ar (1) | I1 (ISO 14175-I1-Ar pour ARCAL PRIME) | ARCAL PRIME (ARGON NERTALARGON UARGON (1) | Argon 4.5 (1) | ArgonMisonArgon 4.5 (1) | ArgonArgon technique (1) | |
| – 95% Ar + 5% Hélium | I3 | ARCAL 31 | Aluline He 5 | |||
| – 70 à 80% Ar + 30 à 20% Hélium | I3 |
| Aluline He 30 | Hélion 2 | ASTEC 20Alumaxx Plus | |
| – 50 à 80% Ar + 50% Hélium | I3 | INARC 8ARCAL 35 | Aluline He 50 | Hélion 5 | ASTEC 50 | |
| – 20 à 30% Ar + 80 à 70% Hélium | I3 | INARC 9ARCAL 39 | Aluline He 70 | Hélion 7 | ASTEC 75 | |
| MIG inox: | Normalisé | Air Liquide | Messer | Linde | Air Products | Westfalen |
| – Ar +1 à 5% CO² | M12 (ISO 14175-M12-ArC-2 pour ARCAL CHROME) (ISO 14175-M12-ArHeC-18/1 pour ARCAL M12 He18 ) | ARCAL CHROME (ARCAL M12 He18 (ARCAL 122ATAL 2 | Inoxline C2 | Mison 2 | Inomaxx 2 | SAGOX 2KSAGOX 3K |
| – Ar+ 2% de CO² + 1% Hélium | ||||||
| – Ar + 30% He + 3% CO² + 1% H² | M11 (ISO 14175-M11-ArCH-3/1 pour ARCAL M11) | ARCAL 112ARCAL M11 ( | Inomix C3 H1Inomix HE 20 C3 H1 | |||
| Pour Duplex Argon+Azote?Pour Duplex Argon+Hélium+Carbone+Azote?Pour alliages Nickel | N2 (ISO 14175-N2-ArN-2)Z (ISO 14175-Z-ArHeCN-5/1.8/1.7)Z (ISO 14175-Z-ArHeC-20/0.11) |
| ||||
| Nota: -Attention, ces données sont données pour indications. Nous vous conseillons tout de même de vérifier les valeurs. | ||||||
| Certains gaz peuvent être utilisés dans des pays autres que la France. | ||||||
| Certains gaz peuvent ne plus être utilisés. | ||||||
| Le tableau n’est pas terminé. | ||||||
| xxx : pour indiquer que la marque ne semble pas proposer ce mélange gazeux. | ||||||
| (1)Les différents types d’Argon dépendent de leur pureté. Par exemple: 99,99% d’argon (qualité 4), 99,995% d’argon (qualité 4,5 ou U) 99,999% d’argon (qualité 5) | ||||||
Tous les cours de soudage
Le soudage TIG
Choisir sa buse et sa torche TIG
Choisir son tungstène
Le soudage MAG
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







