Sommaire de ce cours sur les implantations des machines dans les ateliers:
1) Importance de l’étude de l’implantation
2) Qu’obtient-on avec une nouvelle implantation
3) Paramètres influencés par l’implantation
4) Différents types d’implantation
5) Méthodes de travail pour l’étude d’implantation des ateliers
6) Comment calculer les surfaces d’implantation
7) Méthode des gammes fictives
8) Aménagement, regroupement et permutation d’une implantation

1) Importance de l’étude de l’implantation
Une bonne implantation est un facteur essentiel de la gestion économique d’une entreprise. Son incidence apparaît sur de nombreux éléments dont dépend le prix de revient : – La longueurs des circuits de manutention – Les surfaces nécessaires pour les ateliers et les magasins – L’effectifs des opérateurs nécessaires à la conduite des machines – Les temps morts entre les opérations – Les temps perdus pendant les déplacements d’un poste de travail à un autre2) Qu’obtient-on avec une nouvelle implantation ?
On constate que souvent, la place disponible n’est pas utilisée de la façon la plus rationnelle et les circuits sont parfois compliqués. L’implantation ou la réimplantation doit faire l’objet d’une étude approfondie, car si le choix se révèle mauvais, cela entrainera des pertes importantes qui sont dues au coût très élevé des implantations ou des modifications, à la perte momentanée de production. L’étude permet : – d’économiser de la place – de raccourcir les circuits, donc de gagner du temps sur la production.3) Paramètres influencés par l’implantation ?
– Circulation des matières – Circulation des personnes – Economies du personnel – Qualité du travail – Facilité de commandement et de contrôle – Coûts de construction et d’installation – Facilité d’entretien – Extensions possibles4) Différents types d’implantation :
Il faut considérer le type d’industrie et l’organisation de la production. La chaudronnerie est un type d’industrie convergente car les matières d’œuvre, les produits semi-finis et les pièces détachées convergent sur les lignes finales de montage. L’organisation de la production peut être : – Implantation fonctionnelle : Postes de travail groupés par nature d’activité (ex : ateliers de découpage, d’emboutissage, de cisaillage, etc) – Implantation en chaîne : postes de travail disposés dans l’ordre des opérations successives (ex : le cas type est celui de la production en grande série d’un produit invariable (automobile…)) – Implantation en ligne : postes de travail regroupés suivant les analogies des gammes de fabrication. – Implantation à poste fixe : le produit est assemblé et monté sur un emplacement fixe et les machines et les matières convergent vers lui.5) Méthodes de travail pour l’étude d’implantation des ateliers :
La méthode se déroule selon 3 phases : 1) Phase d’analyse : On rassemble toutes les informations disponibles sur le problème à résoudre 2) Phase de synthèse : On recherche les diverses solutions possibles 3) Phase de choix : On compare les solutions et on détermine la solution qui semble la meilleure. [pagebreak]6) Comment calculer les surfaces d’implantation :
La surface totale est la somme de 3 surfaces partielles. -Surface statique : Ss = Surfaces propres des machines et des installations. -Surface de gravitation : Sg = Surface utilisée autour du poste de travail par l’ouvrier et par les matières premières approvisionnées : Sg = Ss x N (N= Nombre de cotés utilisés) -Surface d’évolution : Se = Surface qu’il est nécessaire de réserver entre les postes de travail pour les déplacements et les manutentions. Se = (Ss + Sg) x K (K suivant le type d’industrie peut varier de 0,05 à 3) Ex pour K: Travail à la chaîne K=0,1 à 0,25 Petite mècanique K=1,5 à 2 Grosses presses K=0,6 Pour le calcul de la surface à allouer aux stocks en magasin ou en atelier, on ne compte pas de surface de gravitation mais uniquement les surfaces statiques et d‘évolution.7) Méthode des gammes fictives :
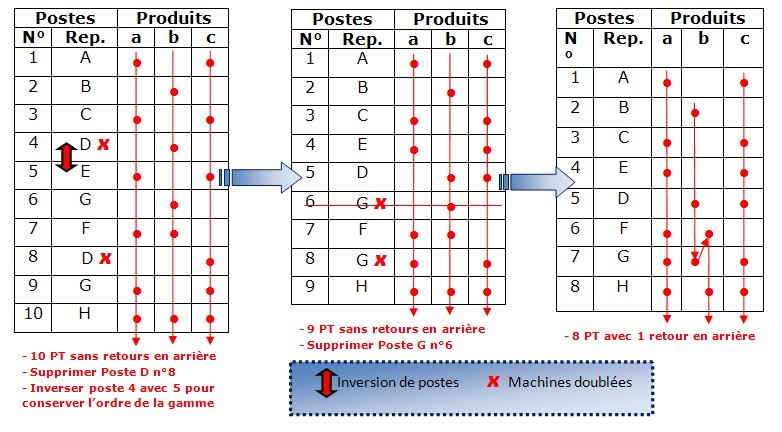
Cette méthode permet de trouver l’implantation la plus économique des PT. Afin d’obtenir la meilleure disposition de ceux-ci, on étudiera la fabrication des produits et leur gamme. Ex : un atelier comporte 8 types de PT : A : TRACAGE B : CISAILLAGE C : OXYCOUPAGE D : GRIGNOTAGE E : TRONCONNAGE F : CHANFREINAGE G : CINTRAGE H : SOUDAGE Cet atelier fabrique 3 types de produits : Produit a) ==> A–C–E–F–G–H Produit b) ==> B –D–G–F–H Produit c) ==> A–C–E–D–G–H 1) Regrouper pour gamme fictive :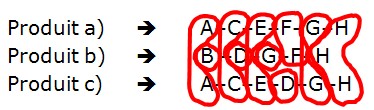
8) Aménagement, regroupement et permutation d’une implantation éxistante :
Considérons une famille de 6 produits a, b, c, d, e, f dont les gammes sont respectivement : Produit a) ==> A – C – E – F – D – G – H – K Produit b) ==> B – E – D – H – J – K Produit c) ==> B – E – D – G – J – K Produit d) ==> C – E – F – D – G – H – K Produit e) ==> C – F – D – G – J – K Produit f) ==> C – F – E – D – G – H – K L’implantation actuelle est : A – B – C – E – D – F – E – G – D – H – J – K Implantation actuelle Implantation optimisée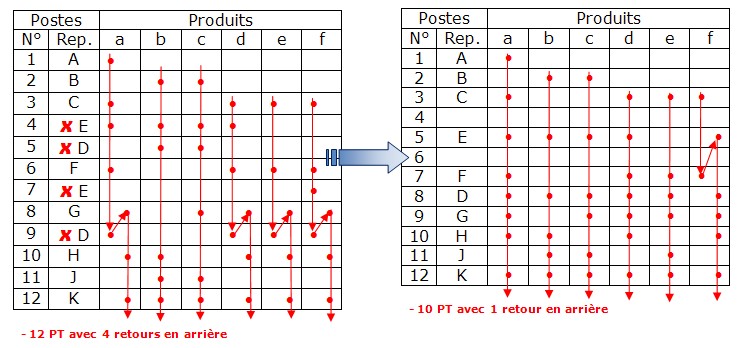
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







