Le vocabulaire du soudage est précis afin de pouvoir comprendre rapidement chaque discours.
Pour les cordons de soudures, les termes seront sensiblement les mêmes pour une soudure à plat (bord à bord) que pour une soudure en angle.
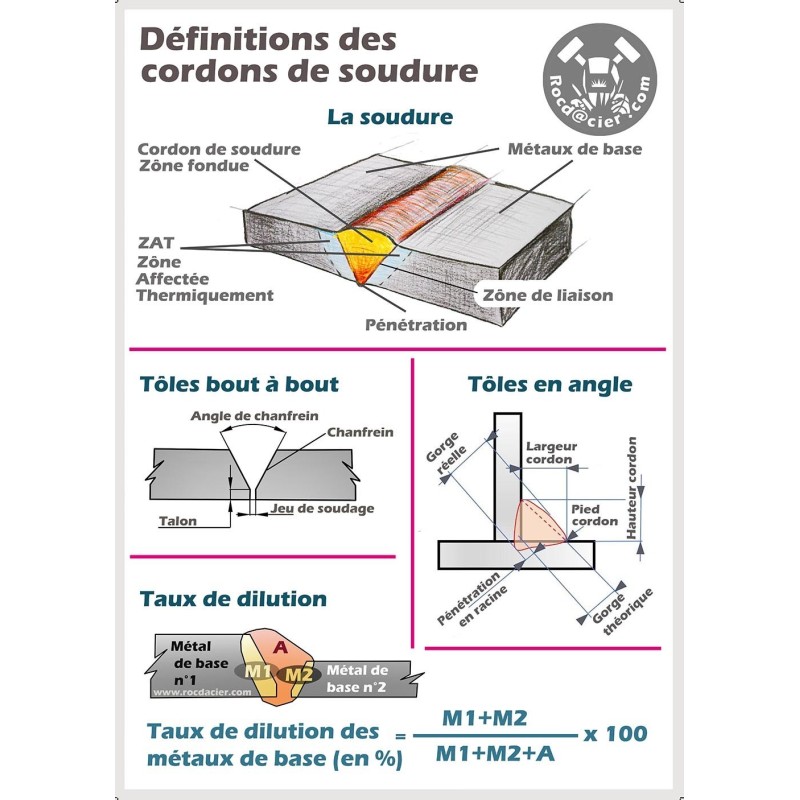
Les deux métaux à assembler seront appelés métaux de base, alors que le cordon de soudure sera un mélange (métal fondu) de ces métaux de base avec le métal d’apport.
Les métaux de bases peuvent être homogènes (de même nature) ou hétérogènes. Il peut arriver d’avoir la nécessité de souder des aciers de natures différentes. Par exemple, sur des godets qui équipent les engins de travaux publics, on peut, construire la structure de la pièce en acier de construction « basique » (S235) et de renforcer les dents ou la lame avec des aciers beaucoup plus résistants à l’usure (HARDOX, WELDOX,…)
Cordon de soudure
Le métal d’apport quand à lui sera de la même nuance que les métaux de bases si ceux si sont identiques. Dans le cas contraire, il faudra choisir une nuance qui sera la mieux adaptée a l’assemblage de ces deux matériaux. On utilisera alors Schaeffler pour trouver la nuance de métal d’apport qui correspond le mieux.
Le cordon de soudure peut éventuellement présenter un léger excédent de métal à la racine qu’on appellera « pénétration » ou excès de métal.
Le cordon de soudure est constitué en grande partie du métal d’apport, puis d’une proportion des métaux de bases, en fonction du taux de dilution obtenu par le procédé utilisé.
Taux de dilution en soudage
Les frontières théoriques entre le cordon est les métaux de bases sont appelées zônes de contact ou zônes de liaisons. Ensuite la zone qui aura subit l’échauffement du à la soudure s’appelle zone affectée thermiquement (Z.A.T)
Poster description du cordon de soudure
En vente sur le site sur notre boutique, le poster A2.
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…