
Voici le cours suivant de Jean Maton sur le SOUDAGE A L’ARC ELECTRIQUE AU JET DE PLASMA
(Souvent appelé » Soudage au plasma » ou FCAW ou encore PAW)
Voici le sommaire:
- 5.3.1 Principe du procédé
- 5.3.2 Avantages et inconvénients du procédé
- 5.3.3 Longueur terminale (Lt)
- 5.3.4 Hygiène et sécurité
- 5.3.5 Méthodes de soudage
- 5.3.6 Défauts en soudage plasma
- 5.3.7 Soudage plasma + TIG
Autres cours pouvant vous intéresser :
5.3 SOUDAGE A L’ARC ELECTRIQUE AU JET DE PLASMA
Souvent appelé » Soudage au plasma » ou FCAW ou encore PAW
5.3.1 Principe du procédé
Flux Cored Arc Welding , c’est le procédé N° 15.
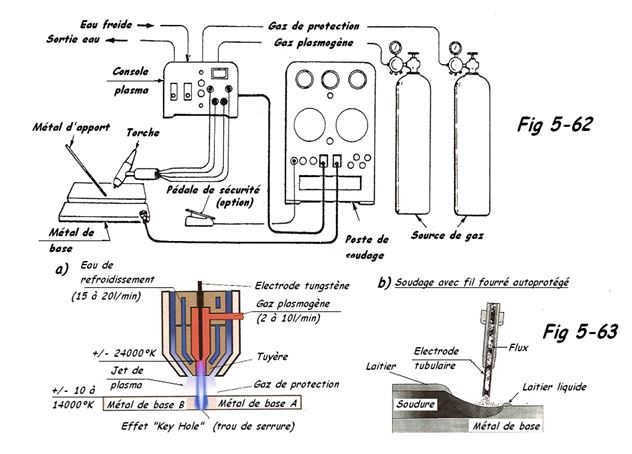
Un arc électrique éclate entre le métal d’apport constitué d’un fil fourré qui se dévide mécaniquement et la pièce à souder. Ce procédé s’apparente au soudage TIG.
Sachons que le plasma désigne le quatrième état de la matière, après les états solides, liquides et gazeux. Il s’agit donc d’un état gazeux mais entièrement ionisé donc électriquement neutre et excellent conducteur de l’électricité, c’est-à-dire de résistance électriquement neutre. Le plasma crée un champ électromagnétique qui se manifeste par un effet de striction (contraction) tendant à regrouper les particules ionisées, donc les plus chaudes, dans l’axe de la colonne d’arc. Si le gaz est forcé dans un orifice de faible diamètre produisant l’étranglement du jet, la température du filet central est forcément accrue, l’effet précédent est intensifié et la veine plasma occupe alors 30 à 40% de la section de la tuyère, peut approcher les 20000 °K à cet endroit, d’où la possibilité de fondre les métaux les plus réfractaires.
La conductibilité électrique étant fonction croissante de l’ionisation, la surface du jet reste à plus basse température et fait office d’écran thermique en maintenant la chaleur au centre. Une augmentation de l’intensité du courant électrique accroît la section entièrement ionisée, le plasma étant conducteur s’échauffe par « Effet Joule », il se forme un arc parasite à l’entrée de la tuyère.
Rappel : E = Us . Is . t = Joules (J) ou Ws avec Us = tension de soudage (V); Is = courant de soudage (A) et t = temps pendant lequel le courant est établi (s). Ou encore E =(Us.Is.t)/L = J/mm ou L = longueur de la soudure en mm.
Cette remarque conditionne l’utilisation d’un diamètre de tuyère en relation avec l’intensité du courant. Les gaz plasmagènes sont souvent l’argon ou l’argon + quelques pour-cent d’hydrogène ou encore de l’argon + de l’hydrogène. Ce dernier (H2) étant biatomique, il se fractionne par échauffement et se compose en se refroidissant avec une forte réaction exothermique en augmentant sa température.
Le gaz de protection est généralement le même mélange que pour le jet central.
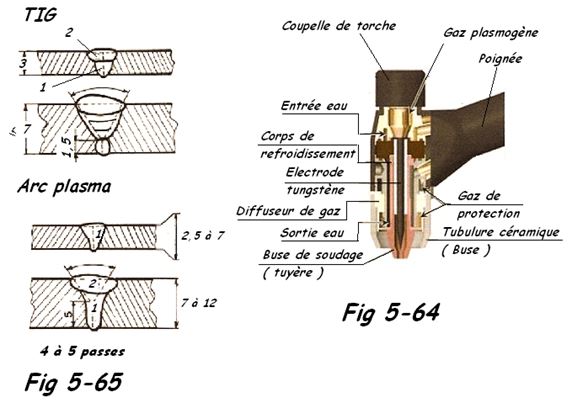
N.B : Fig 5-65 = comparaison du nombre de passes en soudage bout à bout entre le soudage plasma et le soudage TIG.
D’une manière générale, on distingue le soudage par micro-plasma pour assembler les tôles de fines épaisseurs (< 0,8 mm pour l’acier inox) et le soudage à jet débouchant qui permet l’assemblage des tôles jusque e = 8 mm sans préparation de joint.
Il existe trois technologies
- Le plasma à arc transféré quand l’arc jaillit entre l’électrode de tungstène et la pièce.
- Le plasma non-transféré quand l’arc jaillit entre l’électrode et la tuyère.
- Le plasma semi-transféré lorsque deux sources d’alimentation sont mis en œuvre.
Gamme d’intensités de 100 à 300A, débit de gaz de 0,3 à 3 m³/h
Remarques:
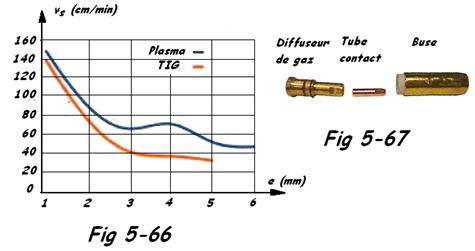
- a) Il existe différents types de torches associées à ce procédé. On choisit la torche avec fil-électrode et gaz de protection jusque Is ≤ 450A, au-delà il faut utiliser une torche refroidie à l’air. Il existe aussi des torches pour le soudage avec fil auto-protégé (donc sans buse) et d’autres munies d’un dispositif d’aspiration des fumées. Les pièces (Fig 5-67) s’usent plus rapidement.
- b) Les dévidoirs à fil tiré ne conviennent pas au procédé FCAW, car le taux de dépôt est plus élevé et la bobine est plus petite.
- c) Comme pour le procédé GMAW, le procédé FCAW s’emploie avec un poste de soudage à potentiel constant et un courant continu à polarité inversée.
- d) La vitesse de dévidage doit être ajustée en fonction de Us. Le dévidoir devra être à vitesse variable asservie à Us. L’intensité du courant influence la grosseur des gouttes de métal d’apport déposées. Plus Is est élevée plus les gouttes seront petites.
5.3.2 Avantages et inconvénients du procédé
Le procédé FCAW est utilisé pour le soudage de l’acier doux ou faiblement allié, ainsi que pour l’acier inoxydable. Il provoque une pénétration profonde et il est donc approprié au soudage des pièces de fortes épaisseurs (entre 5 et 50 mm). C’est un procédé idéal pour réaliser les soudures d’angle ,en position à plat et en Té horizontal à grande vitesse, mais également pour le remplissage des chanfreins profonds. En outre, ce procédé tolère une certaine quantité de saleté ou de rouille sur le métal. Le laitier se détache très facilement, il peut même être inexistant avec le procédé MCAW (Metal Cored Arc Welding) utilisant une poudre métallique remplissant le fil-électrode, qui est similaire au procédé MIG/MA (GMAW)
Avantages:
– Sous protection gazeuse:
- Meilleures qualité de soudure (aspect visuel)
- Vitesse de soudage élevée
- Pénétration plus profonde
- Temps de nettoyage réduit
- Valeur de résilience plus élevée
- Rendement légèrement supérieur
– Avec fil auto protégé :
- Moins sensible aux effets des courants d’air
- Nécessite moins d’équipement
- Peut utiliser le même équipement qu’en SMAW s’il est muni d’un dévidoir à vitesse variable et asservi à la tension de soudage
N.B: Pour le soudage avec fil auto protégé, la longueur terminale devra être supérieure à celle de la protection gazeuse (préchauffage du fil et aide à sa fusion) donc assure un taux de dépôt plus élevé.
Inconvénients:
- Equipements très coûteux
- Précision de l’accostage des bords essentielle
- Mise en œuvre manuelle difficile
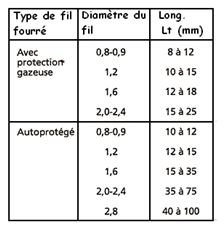
5.3.3 Longueur terminale (Lt)
Comme pour le procédé GMAW, la longueur terminale du fil-électrode affecte plusieurs paramètres de soudage. Généralement, la longueur terminale des fils-électrodes est fonction de leur diamètre.
5.3.4 Hygiène et sécurité
- Fortes radiations U-V et I-R
- Procédé très bruyant
- Risques d’ordre électrique avec une tension à vide (Uo) élevée.
5.3.5 Méthodes de soudage
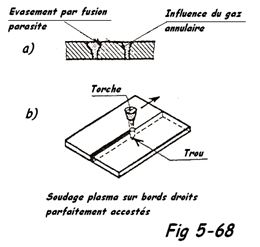
L’épaisseur limite de soudage en une passe sur chanfrein est de 3 mm par le procédé TIG et 12 mm pour le procédé plasma sans chanfrein préalable. Le jet plasma fond les bords en contact sur toute leur épaisseur, créant un trou qui progresse avec le déplacement de la torche (Fig 5-68) en se refermant à mesure de l’avancement, formant ainsi le cordon. Compte tenu de l’effet produit, cetteméthode est souvent appelée » En trou de serrure « .
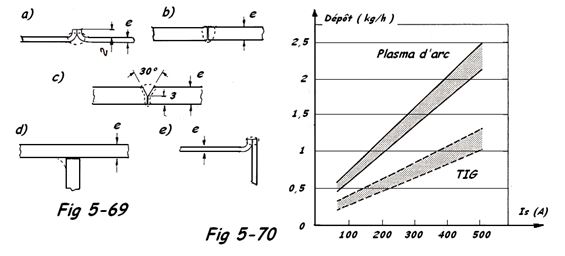
La Fig 5-69 donne des exemples de joints dans ce cas de soudage plasma. La Fig 5-70 montre la différence entre la quantité de dépôt (kg/h) entre le soudage TIG et le soudage plasma.
5.3.6 Défauts en soudage plasma

1ère soudure du schéma 5-71)
- Soudure affaissée pénétration trop importante
- Intensité de courant trop forte ou vitesse de soudage trop lente
2ème soudure du schéma 5-71)
- Soudure trop étroite, irrégulière , faible pénétration
- Intensité de courant trop faible ou trop faible
- quantité de gaz plasmagène, ou vitesse de gaz trop faible
3ème soudure du schéma 5-71)
- Forme des bords irrégulières
- Trop grande quantité de gaz plasmagène
4ème soudure du schéma 5-71)
- Bonnes dimensions du joint
- Ondulations d’égale largeur, bonne pénétration
- Intensité de courant correcte
- Bon mouvement de la torche
- Tension d’arc bien adaptée et bon débit de gaz
5.3.7 Soudage plasma + TIG
C’est une solution intéressante dès qu’une longueur de tôles à assembler atteint 3 à 4 m .
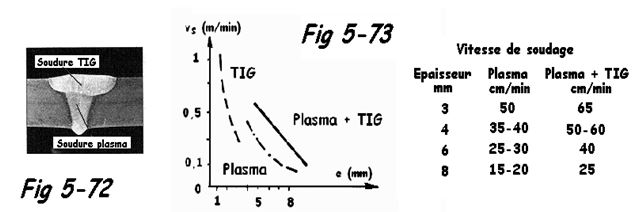
La production d’un atelier de chaudronnerie ou de tuyauteries utilisant un processus de formage discontinu ( rouleuse ou presse ) peut être limitée par la vitesse de soudage du procédé plasma mono-torche. C’est dans ces conditions que l’association plasma + TIG montre son intérêt et il est opérationnel sur les épaisseurs comprises entre 3 et 8 mm. Au-delà, il faut un remplissage complémentaire en TIG mono-torche.
Autres cours pouvant vous intéresser :
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







