
La suite des cours de l’ouvrage « Technologie du soudage » par Jean MATON, se fait avec le chapitre 3 qui est nommé par son auteur Le soudage aux gaz
Si vous préférez lire le cours précédent qui traite des positions de soudage ou aller à la table des matières
Cette partie traite du soudage oxyacétylènique
CHAPITRE 3 : LE SOUDAGE AUX GAZ
Le soudage aux gaz utilise la chaleur de combustion d’un gaz combustible ( généralement l’acétylène ou le propane ) mélangé sous certaines proportions à un gaz comburant, tel que l’oxygène qui peut être pur ( bonbonnes ) ou contenu dans l’air, ce qui permet la combustion de l’acier et l’évacuation des scories lors des saignées.
On distingue :
- Le soudage oxyacétylénique
- Le brasage ( fort ou tendre )
- Le soudo-brasage
3.1 LE SOUDAGE OXYACETYLENIQUE ( Procédé N° 311 )
3.1.1 Principe
Il consiste à créer la combustion d’un mélange d’oxygène ( O2 ) et d’acétylène ( C2 H2 ), créant une flamme pouvant atteindre 3200 °C à l’extrémité d’un chalumeau lorsque ce mélange est correctement équilibré dans ce chalumeau. Le métal d’apport (baguette de fil dressé de Ø 0,8 à 4 mm et 1 m de longueur) est amené manuellement dans le bord de fusion. L’énergie calorifique de la flamme fait fondre localement la pièce à assembler et le fil d’apport, pour constituer le bain de fusion et après le refroidissement le cordon de soudure. Le soudage oxyacétylénique est régi par la norme EN 24063.

3.1.2 Oxygène ( O2 )
C’est l’agent comburant, il est obtenu soit par liquéfaction de l’air à -185°C, que l’on distille pour le séparer des autres gaz ( N2 , …. ), soit depuis l’eau par électrolyse ou encore à partir de l’oxylithe, qui est un composé chimique friable de couleur bleutée qui se dissout au contact de l’eau en libérant l’oxygène.
L’oxygène pur est généralement livré en bouteilles spéciales ( bonbonnes ) en acier à haute résistance. Les plus courantes peuvent contenir 2, 7 ou 10 m³ d’oxygène qui est comprimé sous une pression de 146 bars eff. On peut également trouver des bouteilles de 9 m³ sous une pression de 196 bars. Leur calotte ou ogive est de couleur blanche normalisée ( EN 1089.3 ) Fig 3.2. Sur l’ogive des bouteilles, un marquage soit en creux, soit à la peinture ou encore sur une étiquette permet d’identifier le gaz.

On y trouve :
- La pression en bars du gaz dans la bouteille à la température de 15°C.
- La pression d’épreuve de la bouteille en bars et sa date d’épreuve.
- Le nom de la firme productrice ( ex. Air Liquide )
- La masse à vide de la bouteille ( tare ) ex. 73 kg ainsi que le volume en litres ( ex. 47,6 l pour une bouteille de 7 m³ d’O2 )
On peut calculer approximativement le volume d’oxygène comprimé contenu dans la bouteille en utilisant la loi de Mariotte : p1 . V1 = p2 . V2 rappelons que les pressions sont des pressions absolues
Pression absolue = Pression effective ( lue au manomètre ) + 1 bar ( environ )
Exemple : p1 = 146 bars eff; soit 147 bars abs et V1 = 47,6 l ; p2 = 1 bar abs soit à calculer V2

Pour de plus grandes consommations, l’oxygène est livré en vrac dans des réservoirs et à l’état liquide à ≈ -185°C sous 1013,25 hPa ( 760 mm Hg ).
Sachons encore que la masse volumique de l’O2 = 1,429 kg/m³ et que sa densité par rapport à l’air = 1,105.
Notons encore que le raccord de sortie de la bouteille a un pas fileté à droite ( FD ).
3.1.3 Acétylène ( C2 H2 )
C’est l’agent carburant, lui aussi généralement livré en bouteille ( bonbonne ) en acier ayant une forme semblable à celle de l’oxygène, mais de couleur différente. L’ogive est peinte en brun et corps en gris suivant la norme EN 1089.3 ( parfois en brun ) Fig 3.3.
L’acétylène est obtenu à partir de calcaire et de coke ( ou charbon de bois ), chauffés par un courant électrique passant dans le milieu réactionnel en fusion dans un four à haute température ( > 1700°C ).
Il se produit du carbure de calcium qui est ensuite placé dans des générateurs où le carbure ( Ca C2 ) réagit avec l’eau pour produire l’acétylène soit : Ca C2 + 2 H2 O => Ca ( O H )2 + C2 H2
Ca ( O H )2 = Chaux éteinte ;
C2 H2 = Acétylène
1 kg de Ca C2 fournit ± 285 l de C2 H2, mais également de l’ H2 S ( hydrogène sulfuré ) et du P H3 (hydrogène phosphoré ) qu’il faut supprimer. Les bouteilles les plus courantes ont une capacité de 2, 6 ou 8 m³ sous une pression intérieure de 15 bars d’acétylène emmagasiné dans de l’acétone ( l’acétone dissout 25 fois le volume d’acétylène pour chaque unité de pression appliquée ). De plus pour stabiliser l’ensemble, les bouteilles sont garnies d’une matière poreuse constituée principalement par un mélange de ciment, de charbon de bois granulé et de Kieselguhr remplissant la bouteille.

Le marquage situé sur l’ogive peut être réalisé en creux, à la peinture ou sur une étiquette. On y trouve la pression exprimée en bars ( ou en hPa ) du gaz ainsi que la pression d’épreuve et la date de celle-ci ( ex. 60 bars à 15°C ). On trouve également le nom de la firme productrice, la tare ( ex. 64,8 kg pour une bouteille de 6 m³ d’acétylène dissous ).
Comme il s’agit d’une solution, on ne peut se référer à la pression. Il faut donc peser la bouteille, soustraire la tare et diviser le résultat par 1,116 kg/m³ ( masse volumique de l’acétylène ) ou encore 1 kg de C2 H2 occupe un volume de 0,896 m³.
La séparation acétylène – acétone, a lieu par évaporation. La quantité de soutirage maximum est de 1000 l/h pour une bouteille de 50 l, mais elle est fonction de la buse du chalumeau.
On veillera à utiliser les bouteilles en position verticale ou légèrement inclinées ( 15° max ) pour éviter la présence d’acétone dans la flamme.
Notons que les raccords de sortie des bouteilles ont un pas fileté à gauche ( FG ).
Précautions à prendre :
- Le mélange est explosif entre 2,8 et 93% de C2 H2 dans l’oxygène. Contact sous pression ( C2 H2 – cuivre ) = acétylène de cuivre ( explosif par choc ), d’où l’utilisation d’alliages à moins de 70% de cuivre ( Cu ).
- En outre, l’inflammation instantanée du combustible en présence d’O2 interdit le graissage des pièces en contact avec ce gaz.
3.1.4 Exercices résolus
1. Calculer la quantité d’ O2 disponible dans une bouteille de 40 litres à la pression effective de 72 bars ( lue au manomètre ).
Solution
p1 = 72 + 1 = 73 bars abs et p2 = 0 + 1 = 1 bar abs => p1 . V1 = p2 . V2 soit 73 x 40 = 1 x V2
V2 = 2920 l .
Remarque : Pour mesurer la capacité d’un récipient :
- Peser le récipient remplit d’eau ( ex M1 = 120 kg )
- Peser le récipient vide ( ex M2 = 80 kg ) = masse d’eau = 120 – 80 = 40 kg soit 40 l de capacité ( 1 l = 1 dm³ = 1 kg )
2. Soit une bonbonne de C2 H2 ayant une masse totale de 66,85 kg et une tare de 61,72 kg.
Calculer la capacité disponible d’acétylène.
Solution
Masse de C2 H2 = 66,85 kg – 61,72 kg = 5,13 kg ; soit en litres = 896 x 5,13 = 4596 l = 4,596 m³

3. Soit une bonbonne de H2 de capacité = 40 l et sous la pression de 43 bars eff, alimentant un chalumeau qui, après avoir fonctionner pendant 12 minutes, a fait chuter la pression dans la bouteille à 39,8 bars eff. Calculer le débit horaire de la bouteille.
Solution
En 12 min : Δp = 43 – 39,8 = 3,2 bars eff soit 4,2 bars abs

( On aurait pu utiliser la relation Qv = ( p1 – p2 ) x V )

4. Si le manomètre de la bouteille d’oxygène indiquait 110 bars eff avant de commencer le travail et que la bouteille possède une capacité de 75 l. Quelle serait l’indication finale de ce manomètre si on a utilisé 2800 l ?
Solution


3.1.5 Flamme oxyacétylénique
La combustion du mélange gazeux commence à la sortie de la buse du chalumeau.
1. La flamme est dite Neutre ( ou normale ) ( Fig 3-4 et 3-5 )
C’est la flamme normalement utilisée pour le soudage, le dard est de couleur blanc brillant et de forme très nette à la sortie de la buse.
Il y a une zone réductrice si le rapport 

Si l’on tient compte de l’oxygène emprunté à l’air ambiant, nous aurons 1 volume de C2 H2 et 2 volumes d’ O2 soit 1 ½ volume d’ O2 emprunté à l’air.
2. La flamme est dite oxydante ( Fig 3-6 )
Lorsqu’il y a un excès d’oxygène, le panache est plus lumineux et le dard est raccourci, la flamme émet un sifflement. Le panache est plus lumineux. Sur l’acier, il y a risque de soufflures. La flamme sera plus chaude que celle normale et convient au soudage du laiton, de la fonte et au soudo-brasage des aciers galvanisés, en créant des oxydes de zinc moins volatiles que le zinc lui-même.
3. La flamme est dite carburante ( Fig 3-7 )
Lorsqu’il y a un excès d’acétylène, le panache et le dard sont augmentés avec des formes irrégulières.
Il y a une haute teneur en C, néfaste pour les aciers où l’on constate une carburation, donc une augmentation de la dureté, mais aussi de la fragilité. Cette flamme est utilisée pour les rechargements durs
( t° de liaison ) et pour le soudage de l’aluminium et de ses alliages.

4. Réglages de la flamme
La pression de service des manomètres étant réglée de 1 à 1,5 bars eff pour l’ O2 et entre 0,2 à 0,5 bar eff pour le C2 H2 (1 bar = 0,1 hPa ), ouvrir et enflammer l’acétylène jusqu’à l’obtention d’une flamme avec un panache sans fumeroles noirâtres. Ensuite on amène et on règle l’oxygène pour obtenir un dard bien net. La flamme oxyacétylénique est la seule flamme permettant la soudure, car elle possède une zone réductrice protégeant le bain de fusion de l’oxydation par l’air ambiant.
3.1.6 Les détendeurs ( Fig 3-8 )
1. But : Abaisser la pression dans les bouteilles à une pression de service correcte et en la maintenant constante et précise. Les détendeurs doivent être conforme à la norme EN ISO 2503
2. Le manomètre HP ( haute pression ) : Mesure la pression du gaz à l’intérieur de la bouteille.
3. Le manomètre BP ( basse pression ) : Il permet d’apprécier la pression d’utilisation du gaz
Notes :
- En aucun cas, sous peine d’explosion violente, il ne faut employer de corps gras ( huile, graisse, etc .. ) pour assurer les joints ou le mouvement des organes d’appareils en contact avec l’ O2.
- Toujours vérifier la portée du joint d’étanchéité avant montage, le remplacer si nécessaire.
- Il faut toujours être vigilant lors de la fixation du détendeur à la bouteille, serrer avec modération.
- Avant chaque ouverture d’une bouteille, vérifier que la vis de détente est complètement desserrée.
- Ouvrir lentement le robinet de la bouteille et régler la pression en serrant la vis de détente en fonction des réglages conseillés.
- Attention rappel : Pour l’O2, les raccords ont un filet à droite et pour le C2 H2 , ils ont un filet à gauche.

4. Dispositifs anti-retour ( Fig 3-9 ):
Ils doivent intercepter tout retour de gaz. La législation prévoit un appareil sur chaque conduite de gaz. Il existe plusieurs types d’appareils dont le principe varie, sans que l’efficacité ne diminue. Ils seront placés le plus prés possible du chalumeau et peuvent même être intégrés au corps du chalumeau. Ils seront conformes à la norme EN 730 et seront révisés et si nécessaire changés régulièrement par un spécialiste. Leur encrassement pouvant provoquer une chute significative de la pression et du débit du gaz au chalumeau. Il existe des dispositifs d’arrêt de débit excessif en cas de rupture ou de débranchement d’une conduite souple. Ils sont recommandés surtout dans le cas d’un réseau de distribution.
Remarques :
- Pour un arrêt momentané : On peut poser le chalumeau sur l’économiseur, s’il y en a. Le chalumeau sera toujours réglé et donc prêt à refonctionner.
- Pour un arrêt définitif : Fermer les robinets sur les bouteilles et laisser la flamme s' »éteindre d’elle-même, de façon à vider les tuyaux ( les aiguilles des manomètres doivent retomber à zéro ).
3.1.7 Les chalumeaux

1. Il existe plusieurs types de chalumeaux
Les chalumeaux soudeurs ( et chauffeurs ) Fig 3-10
- A haute pression ( les deux gaz sont à des pressions > 0,15 bar eff )
Ces chalumeaux ne peuvent être utilisés qu’avec des postes à haute pression. Le débit est modifié par le changement de la lance ( buse + embout ). - A basse pression ( l’acétylène est à une pression comprise entre 0,01 et 0,1 bar eff etl’oxygène à une pression de 1 à 1,5 bars eff.
Ils doivent être conformes à la norme EN ISO 5172. Le chalumeau coupeur à mélange dans la buse de coupe, ils sont munis de 3 conduites ( Fig 3-11 ).
2. Classification des chalumeaux
Avec chaque chalumeau, est livré une série de lances ou de buses adaptables.
La buse permet de définir le débit de mélange gazeux oxyacétylénique. Le choix de la buse dépend de la position de soudage, de l’épaisseur à souder, de la nature du matériau, ….

3. Choix du chalumeau
Il est définit par le débit en litres de C2 H2 par heure et par millimètre d’épaisseur à souder ( valeur de référence prise à plat pour le soudage d1 = d ).
Le débit doit tenir compte des pièces à assembler ( ex. angle extérieur d1 = 0,75 . d ).
Exercice résolu
Calculer le débit approximatif en l/h d’acétylène pour une pièce de 3 mm d’épaisseur en acier doux ( soudure sur angle extérieur ).
Solution
Q = d1 . e => d1 = 0,75 . d avec d = 100 pour l’acier doux soit d1 = 0,75 x 100 = 75
Q = 75 x 3 = 225 l/h. On adoptera un chalumeau N° 1 avec une buse de 250 l/h.
4. Vitesse de soudage ( v = m/h )
a) Pour les aciers non alliés ou faiblement alliés


3.1.8 Les tuyaux ( Fig 3-15a )
Il faut choisir , de préférence, des tuyaux en caoutchouc conforment à la norme EN 559. Mais il existe des tuyaux en matière thermoplastique qui eux doivent être conformes à la norme EN 1327. Ils seront : – De couleur rouge et marqué A pour l’acétylène et portant la mention » 10 bars » ou » 20 bars » qui représente la pression maximale admissible.
- De couleur bleue et marquée O pour l’oxygène et portant également la mention » 10 ou 20 bars »
- De couleur orange et marquée Y pour le propane ou le butane et portant la mention » 10 ou 2 bars « .
La pression de service, pour le type » 20 » doit toujours être ≤ 15 bars. Le type » 20 » sera toujours choisi pour l’utilisation en conditions difficiles. Afin de faciliter le changement de tuyau, on utilisera de préférence des raccords rapides avec obturateur conforme à la norme EN 561 ( Fig 3-15b ) pour assembler le chalumeau sur les tuyaux.
De plus, ils protègent les extrémités des tuyaux en évitant les fuites en cas de débranchement intempestifs. Les raccords devront être de même couleur que les tuyaux. Il faut éviter d’utiliser des tuyaux trop longs qui s’usent ou se coupent plus facilement et accroissent les pertes de charges ( pertes de pression ). Il faut les éloigner du corps des opérateurs.

3.1.9 Mise en œuvre du soudage
Le soudage oxyacétylénique se rencontre essentiellement sous forme manuelle. La qualité de l’assemblage est donc conditionnée par le choix des paramètres suivants :
- Réglage du chalumeau, débit et rapport oxygène / acétylène
- Vitesse d’avance du chalumeau
- Positionnement et orientation du chalumeau. On distingue, en fonction de l’épaisseur, le soudage à gauche et le soudage à droite et surtout la préparation.
1. Préparations des bords ( Fig 3-16 ):
Elles sont fonction de la nature du matériau, de l’épaisseur des éléments, du type de joints ( bord à bord, en angle, … ). Mais également de la propreté des tôles ( pas de rouille, de corps gras, d’humidité, de peinture, …. )
2.Pointage :
Il permet de résister aux contraintes de soudage sans gêner l’exécution du cordon.
Ordre de pointage : Commencer par le centre de la pièce en alternant les points qui seront distants de 30 x e pour e < 5 mm et 20 x e pour e > 5 mm ( Fig 3-16b ). Réaliser un talon qui a pour but d’éviter la fissuration du cordon arrière ( Fig 3-16b ) de la soudure due à la dilatation du métal.
Réaliser la soudure en reprenant de ± 10 mm sur le talon après avoir retourné la tôle ( Fig 3-16c). Maintenir autant que possible le chalumeau et le métal d’apport aux angles donnés.
On fera de même pour les joints circulaires ( Fig 3-17 et 3-18b ).
3.Méthode de soudage :
Suivant deux sens de déplacement du chalumeau de soudage.
- Le soudage à gauche / en avant
- Le soudage à droite / en arrière
La différence entre ces deux méthodes concerne la direction d’avance de la flamme dans le plan perpendiculaire à la tôle.


Eviter toute secousse, tout mouvement circulaire ou elliptique du chalumeau, rechercher une translation régulière sans interruption.

Ligne de fusion : Lors du soudage, il doit y avoir création d’un caniveau concave et affaissement correspondant à l’envers de la tôle. Le bout du dard doit être distant de 2 mm environ de la tôle; ainsi la zone réductrice qui s’aplatit sur la tôle protège le bain de fusion de tout oxydation (Fig 3-19a). L’apport de métal se fait par va-et-vient de la baguette dans le bain de fusion ( Fig 3-19b ). La Fig 3-19c & d montre une section des assemblages soudés.
3.1.10 Problèmes de Soudage
Le tableau ci-dessous reprend les principaux problèmes rencontrés dans le soudage oxy-acétylènique.

3.1.11 Règles de stockage
Du fait des caractéristiques d’explosivité et d’inflammation des mélanges oxygène – gaz, les bouteilles d’O2 doivent être stockée à l’écart des bouteilles de gaz combustible ( ex. C2 H2 ), avec une distance > à 6 mètres. Si cette distance ne peut être respectée, il faut réaliser un mur de séparation de hauteur > à 1,5 m pouvant résister au feu durant au-moins ½ heure ( Fig 3-20 ).
Les bouteilles vides suivront les mêmes recommandations en raison des reliquats des gaz dans les bouteilles.

- Les bouteilles seront stockées en position verticale par groupe de quelques bouteilles ( les vides étant séparées des pleines ).
- Le local de stockage doit être sec, aéré avec un accès réglementé.
- Eloigner les bouteilles des sources de chaleur et à l’ombre.
- Le local ne sera pas chauffé.
- Ne pas exposer les bouteilles au soleil
- Pas de stockage en sous-sol, les gaz combustibles sont les plus lourds que l’air et s’accumulent en sous-sol ( risque d’explosion ).
- Ne jamais coucher une bouteille d’acétylène pour éviter l’écoulement de l’acétone. Ne pas utiliser un débit de C2 H2 > à 1000l/h par bouteille.
- Toujours fixer les bouteilles dans les chariots porte-bouteilles
- Toujours fermer les bouteilles après le service
- Toujours utiliser des EPI ( Equipements de Protection Individuels ) Fig 3-21 : gants ( CE ), lunettes spécifiques avec verres teintés noir avec numéro d’échelon suivant EN 169 ( ex. qualité 6 pour débit d’acétylène compris entre 200 et 800 l/h ).
- Toujours avoir des pinces à portée de mains pour manipuler les pièces chaudes
- L’atelier de soudage doit être parfaitement aéré et parfois doit être munis de système d’aspiration des fumées ( voir l’agent de sécurité de votre entreprise ).

3.1.12 Travail en atmosphère confinée
Les consignes de sécurité suivantes doivent être impérativement suivies :
- Ne pas entreprendre un travail sur ou dans un réservoir, une canalisation ou une fosse, sans savoir ce qu’il ou qu’elles contenaient et sans l’autorisation d’un responsable sécurité.
- Un responsable doit être présent pendant toute la durée des travaux pour surveiller l’opérateur.
- Avant de souder dans un réservoir ou un espace confiné, toujours placer une ventilation efficace et s’assurer impérativement que l’atmosphère est parfaitement respirable, non toxique et non explosif avant de rentrer à l’intérieur ( l’analyse de l’air doit être réalisée par un chimiste ), surtout si le réservoir a était inerté à l’azote ou au CO2.
- Allumer le chalumeau à l’extérieur de l’enceinte
- Ne jamais ventiler avec de l’ oxygène
- Lorsque l’on ne peut assainir convenablement l’atmosphère par ventilation, l’opérateur devra être munis d’appareils de protection respiratoire isolants à adduction d’air.
3.1.13 Aspect des soudures oxyacétyléniques


3.1.14 Quelques défauts de soudage

- Défauts de préparation ( Fig 3-25a ) : Dénivellation des bords liée à un pointage insuffisant ou à une mauvaise préparation des pièces.
- Défauts de surépaisseur ( Fig 3-25b ) : La soudure présente un bombé exagéré pouvant provenir d’une vitesse de soudage trop faible ou d’un diamètre de métal d’apport trop grands.
- Défaut de collage ( Fig 3-25c ) : Il s’agit d’un manque de fusion pouvant provenir d’une flamme trop faible, d’une vitesse de soudage trop grand, d’une préparation des bords inadéquates ou encore d’un mode d’exécution mal adapté ( position du chalumeau ).
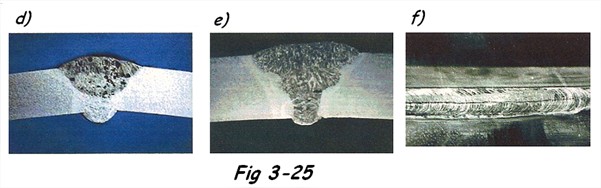
- Défaut de porosité ( Fig 3-25d ) : Inclusion gazeuse pouvant provenir d’une impureté sur le métal de base ou d’un manque de protection de la flamme.
- Défaut d’inclusion ( Fig 3-25e ) : Inclusion d’oxyde dans la zonz fondue pouvant provenir d’une flamme trop oxydante.
- Défaut de fissures ( Fig 3-28f ) : Fissures axiales dans la zone fondue ou dans la ZAT, pouvant provenir d’un bridage excessif ou d’un refroidissement trop brutal.
3.1.15 Paramètres pour l’estimation du prix de revient d’un soudage au chalumeau oxyacétylénique
Ce tableau est réalisé pour des aciers de construction et pour des cas courants. Il donne approximativement des valeurs afin de pouvoir déterminer facilement le prix de revient d’une application de soudage au chalumeau oxyacétylénique. Le lecteur aura à cœur de modifier ces valeurs, dès qu’il en aura la possibilité et part son métier et sa fonction. Il utilisera s’il le peut un tableur numérique ( ex. Excel ou Calc d’open office gratuit ). Il faudra tenir compte d’un coefficient tenant compte de l’endroit du soudage ( atelier ou chantier, position facile ou difficile, …. On peut utiliser le tableau de Mendel repris au chapitre 4 ). Ne pas oublier, en outre les frais d’investissement et le coût des pièces.
NB : Il est toujours possible de reconstruire ce type de tableau à partir de la théorie développée au cours de ce chapitre. Pour les sections des joints utiliser le tableau des sections de soudages du chapitre 4 à venir ).

Exercice résolu:
Soit à calculer le prix de revient ( hors taxes ) d’un travail de soudage oxyacétylénique pour assembler deux plats e = 10 mm en acier de construction ( type S235 ) sur une longueur de 6 m ( soudure bout à bout avec chanfrein en V ). Le travail étant réalisé à l’horizontal en atelier. Le découpage des chanfreins et des plats ne font pas partie de ce calcul, ni la part due aux investissements.
Données :
Main d’œuvre = 45 € / h
Prix/m³ O2 = 7 € / kg
C2 H2 = 8 € /kg
Prix du métal d’apport déposé = 9,6 € / kg
Correction ( cadence de travail en atelier ) = 32%
Solution
e = 10 mm => soudure en V ( bout à bout )
Débit de C2 H2 /m = 470 à 560 l/m soit ± 520 l/m en moyenne ( Fig 3-26 )
» » O2 /m = 520 à 620 l/m soit ± 530 l/m en moyenne ( Fig 3-26 )
Rapport x = 530/520 = 1,02 => OK
Métal d’apport = 650 à 720 g/m soit ± 0,685 kg/m en moyenne
Temps de fusion = 25 à 30 min/m soit ± 27 min/m en moyenne
Main d’œuvre = 25 à 30 min/m soit 28 min/m en moyenne
Coûts pour le soudage

Si vous souhaitez voir le cours précédent sur les positions de soudage ou le suivant qui traite du brasage
Ou si vous souhaitez retourner à la table des matières
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…







