
Ce cours sur l’élaboration des tubes complète celui sur le cintrage des tubes
Les tubes sans soudures réalisés au laminoir à pas de pèlerin:
L’ébauche, enfilée sur une tige métallique pleine, est écrasée par des cylindres en formes de cames.
[pagebreak]
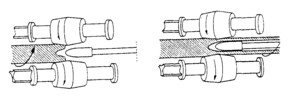
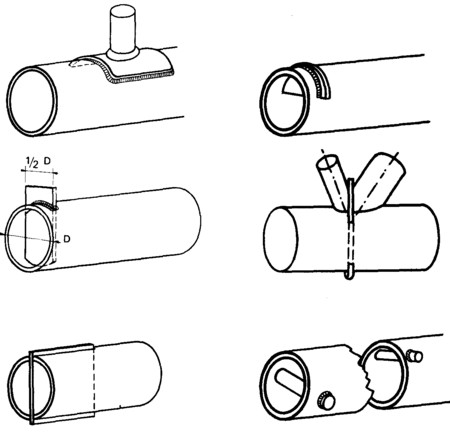
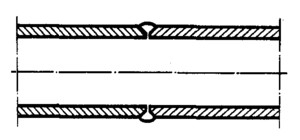
Dans le cas de tubes rapprochés, l’assemblage peut être réalisé de diverses manières.
-le tube 1 comprimé, est soudé normalement sur le tube 3.
-le tube 2, tendu, est découpé suivant l’intersection avec le tube 1.
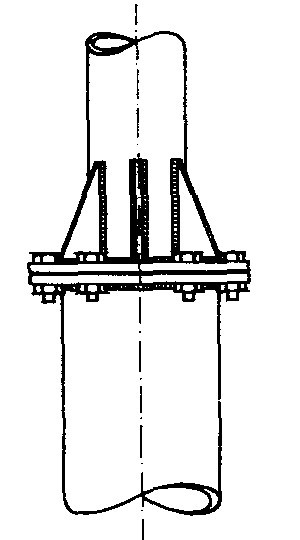
Les tubes 1 et 2 ont des diamètres sensiblement différents ils sont soudés sur une plaque qui raidit l’assemblage et le rend plus facile.
- 1) Elaboration des tubes avec ou sans soudure
- 2) Caractéristiques de résistance des tubes
- 3) Pourquoi employer le tube
- 4) Préparation des tubes pour l’assemblage
- 5) Assemblages des tubes aplatis et renforcement des tubes
- 6) Assemblage des tubes carrés et rectangulaires, croisement de barres, assemblage bout à bout soudés ou démontables.
1) Elaboration des tubes avec ou sans soudure:
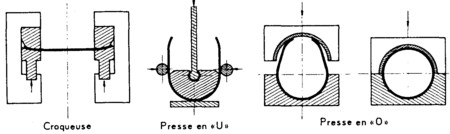
1-1) Tubes soudés : Il existe deux manière d’élaborer les tubes soudés: – par procédé continu pour des tubes de diamètres inférieurs ou égaux à 406,4 mm. La bande de tôle passe dans une série de cages de galet qui la déforme progressivement de façon à obtenir un tube fermé. Ce tube est ensuite soudé sans apport de métal (par résistance, par rapprochement, etc. …).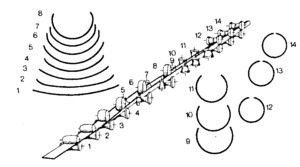
Perçage à la presse:
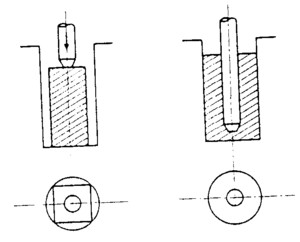 |
Perçage au laminoir oblique:
 |
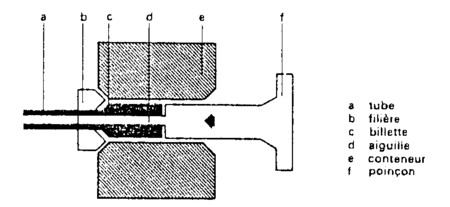
Tubes sans soudures réalisés à la presse à filer:
L’ébauche enfermée dans un «conteneur» est poussée par un poinçon terminé par une aiguille, actionné par une presse très puissante. Le métal est forcé de sortir du «conteneur» en « filant» entre l’aiguille et une filière lubrifiée avec de la poudre de verre.
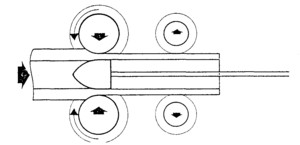 |
Les tubes sans soudures réalisés au laminoir automatique Stiefel:
Le métal est laminé entre une poire placée à l’intérieur de l’ébauche et des cylindres à gorge torique.
 |
2) Caractéristiques de résistance des tubes:
2-1) Résistance à la torsion des tubes : Les tubes résistent assez bien en torsion, d’ailleurs, les formules théoriques démontrent que, pour un même poids, la résistance à la torsion d’un tube rond courant est de 100 à 150 fois plus élevée que celle d’un autre profil, quel qu’il soit. Cette qualité donne une grande rigidité transversale aux poutres ou ouvrages en tubes. L’utilisation de tubes à aussi pour conséquence d’augmenter la résistance au déversement des charpentes, ce qui permet la réalisation d’ossatures en forme de voûtes ou de coupoles par exemple. Les tubes carrés sont légèrement moins résistants que les tubes ronds mais leur résistance est cependant de 60 à 100 fois celle d’un autre profilés de même masse au mètre. 2-2) Résistance au flambement et à la compression des tubes: Les tubes lorsqu’ils sont soumis à des efforts de compression, s’ils sont de grande longueur, et s’ils ne sont pas maintenus latéralement, fléchissent dans le plan dans lequel la résistance est la plus faible. C’est ce phénomène que l’on appelle flambement. 2-3) Résistance à la flexion des tubes: Les tubes ronds de diamètre < 80 mm, résistent mieux à la flexion que tous les autres profilés de même masse au mètre. Au-dessus de 80 mm de diamètre, le tube rond est moins résistant que les poutrelles en I ou en H, par exemple. Les tubes rectangulaires ont une excellente résistance, comparable à celte des poutrelles de même masse au mètre. Les tubes se prêtent très bien à la confection de poutres en treillis et spécialement de poutres triangulaires qui résistent admirablement à la flexion et au déversement (flexion dans le plan horizontal). Les tubes permettent également l’emploi de tirants ou de câbles de pré-contraintes (placés axialement à l’intérieur des tubes). Dans le cas d’efforts de flexion pouvant provenir de plusieurs directions (cas du vent), il est fortement conseillé de prendre du tube, sa résistance étant la même dans toutes les directions. 2-4)Résistance générale des assemblages de tubes: Les assemblages soudés réalisés avec des tubes ronds découpés en « gueule de loup ‘‘ ont une grande rigidité.3) Pourquoi employer le tube:
3-1) Intérêt des tubes pour l’aérodynamisme: Le profil rond est aérodynamique car l’air glisse le long de son enveloppe et la pression exercée par le vent est ainsi réduite par rapport aux surfaces planes. D’après les règlements, le coefficient d’action du vent sur un prisme à 4 côtés est de 1,30 (efforts majorés de 30%) alors que pour les tubes ronds il est de 0,4 à 0,75. (Selon la vitesse du vent et le diamètre du tube). 3-2) Intérêt des tubes pour la corrosion: Le tube rond a une forme telle que les poussières ont plus de difficulté à stagner que des tubes plats. La condensation et les liquides projetés ne peuvent pas stagner à leur surface, ni dans les nœuds d’assemblage. Cela facilite également les nettoyages et la mise en peinture. 3-3) Intèret des tubes pour l’esthétique: Le tube peut être utilisé de plusieurs façons et reste généralement esthétique, qu’il soit rond, carré ou rectangulaire, droit ou cintré, utilisé seul ou en treillis, ou utilisé avec d’autres profilés. Les poutres triangulées, les structures tridimensionnelles, les ossatures en voûte, sont plus faciles à réaliser en tube qu’avec des profilés traditionnels. Utilisés par des architectes en quête d’inspiration, ou par des les charpentiers, les tubes minces soudés et les profilés à ailettes, permettent de très belles réalisations.4) Préparation des tubes pour l’assemblage:
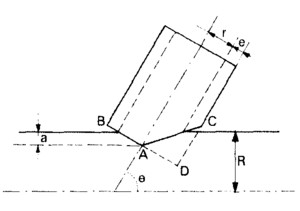
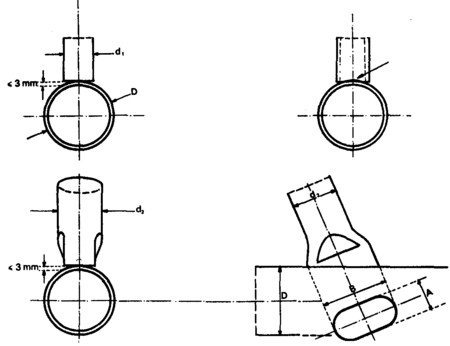
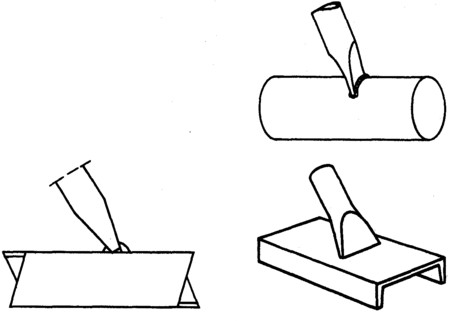
4-1) Coupes planes, biaises ou d’équerre: Quand le tube doit être découpé en forme (en gueule de loup), il faut faire une coupe droite préalable pour le mettre à une longueur convenable. Les moyens habituels utilisés pour les profilés peuvent être employés pour les tubes: scies circulaires, scies à ruban, scies meules, chalumeau oxyacétylénique, plasma, laser,etc. Le tube étant creux, l’utilisation des cisailles n’est pas préconisé, sinon la lame aplatit le tube en même temps qu’elle le coupe. Cet aplatissement total peut produire des criques sur les bords de l’aplatissement. Ce procédé ne peut être utilisé que si l’opération ne risque pas de nuire à l’emploi envisagé. 4-2) Coupes en forme: Cette opération peut être faite par moyens mécaniques, par meulage, par sciage, par perçage, au chalumeau oxyacétylénique, au plasma, par laser. Les solutions ne seront pas les mêmes s’il s’agit de quantités importantes ou de découpes unitaires, de petits tubes, de tubes moyens ou gros, de travail à l’atelier ou sur chantier. Chaque procédé présente avantages et inconvénients du point de vue de ses possibilités, et de l’importance de l’outillage à approvisionner, du temps nécessaire à la coupe. Il faut, en particulier, signaler que le tracé de l’intersection dépend du diamètre D du tube principal, des diamètres d intérieurs et extérieurs, du tube secondaire, de l’angle des deux tubes. Les combinaisons de ces divers facteurs donnent un grand nombre de formes d’intersections.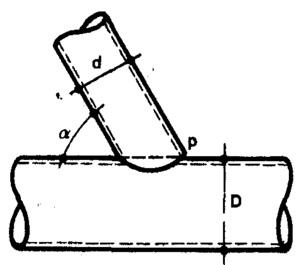
 |
 |
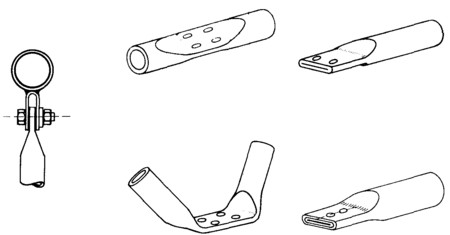
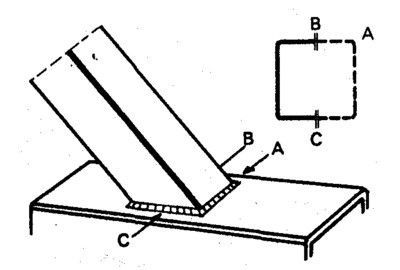
5) Assemblages des tubes aplatis et renforcement des tubes
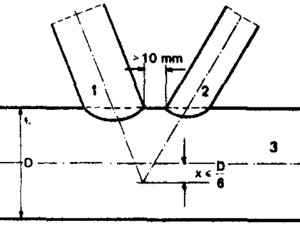
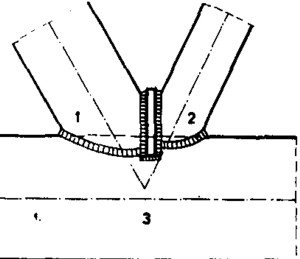
5-1) Découpe en forme: L’assemblage le plus recommandé consiste à découper en gueule de loup, c’est à dire, l’intersection des deux cylindres. L’angle d’intersection des axes ne doit pas être inférieur à 30 °. Un chanfreinage en X et Y est recommandé quand l’épaisseur e du petit tube est > 3,2 mm. Il est impératif quand cette épaisseur e est > 6,3 mm. Les axes des cylindres 1 et 2 (barres de treillis) doivent si possible se recouper sur l’axe de la barre principale 3.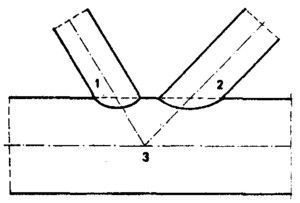 |
 |
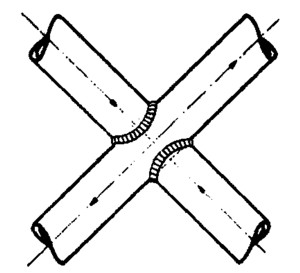
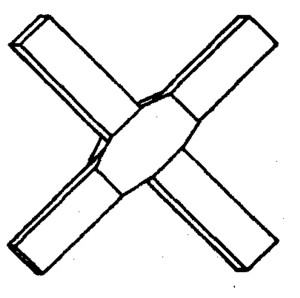
6) Assemblage des tubes carrés et rectangulaires, croisement de barres, assemblage bout à bout soudés ou démontables.
6-1) Tubes carrés et rectangulaires: Avec des tubes carrés ou rectangulaires, les coupes sont planes et il n’y a pas de difficultés d’assemblage. Ce qui a été dit pour les tubes ronds, concernant la position du point de rencontre des axes, est valable pour les tubes de forme.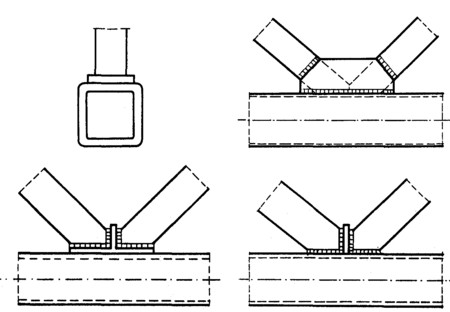

Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…






