Les éléments chimiques (Fer, Carbone…) sont désignés par leur symbole (Fe, C…), également pour les gaz.
Les autres symboles (Θep, ELS…) sont résumés dans la fiche des symboles.
“ANfA” signifie Aciers Non ou Faiblement Alliés ; “AFA” signifie Aciers Fortement Alliés ; Inox A/F/M/AF = Acier inoxydable Austénitique/Ferritique/Martensitique/Austéno-Ferritique
MB = Matériau de base ; MA = Métal d’apport ; Ceq = Carbone équivalent ; EE = Electrode enrobée ; TT = Traitement thermique ; TTAS = Traitement thermique après soudage ; ZF = Zone de fusion ; ZAT = Zone affectée thermiquement ; ZL = Zone de liaison (entre la ZF et la ZAT) ; BF = Bain de fusion
ZAT (zone ayant séjourné entre 800°c et 500°c, souvent à quelques centimètres du joint à souder)
Facteurs
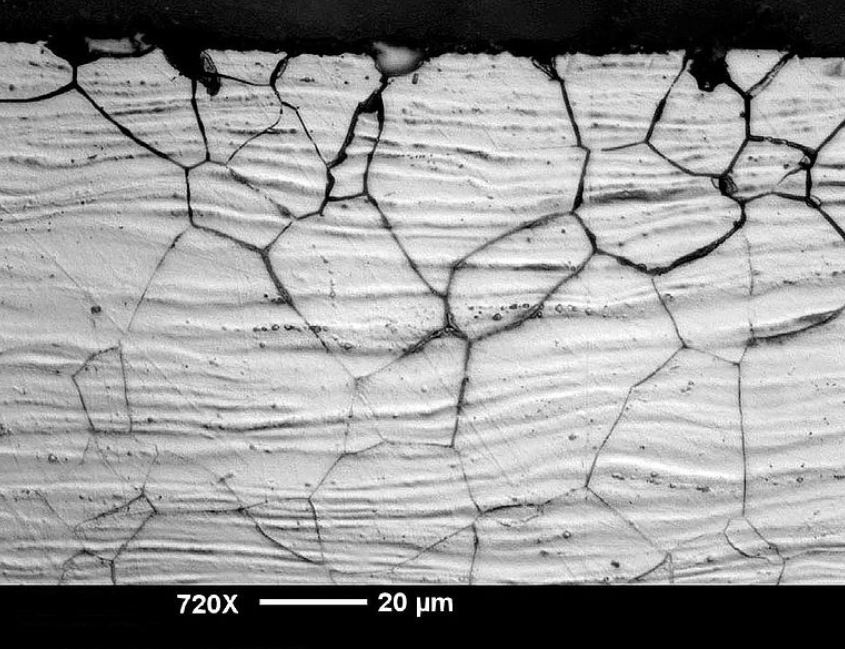
Déchromisation locale aux joints des grains par précipitation de Carbures de Chrome (Cr23C6) : %C > 0.03, sur la partie ayant séjourné entre 800 et 500°c au cours de l’opération de soudage ou d’un TT. La zone perd sa passivation et ne peut la reconstituer par déficit local de Chrome.
Pas d’éléments “stabililisants” (Titane ou Niobium)
Zones déchromisées en contact avec un produit corrosif : affectation thermique sur toute l’épaisseur, acidité du produit.
⇒ réduction de la résistance à la corrosion et la ductilité
Sur des installations anciennes, vérifier qu’il n’y a pas de corrosion par métallographie .
Prévention
Diminuer le temps passé à haute température pour limiter la précipitation de carbures : pas de balayage, ELS faible, obtenir un refroidissement rapide…
Choix d’un acier Low Carbon : %C ≤ 0.03, le “L” à la fin de la désignation d’un acier inox A (par exemple pour un 316L).
Limiter les gaz actifs type CO2 : une faible quantité ne dérange pas trop cependant, genre 2%.
Ajout d’éléments d’addition [VGC] “stabilisants” au MB : Titane ou Niobium (pouvoir carburigène plus élevé que le Chrome).
Recuit post soudage pour dissoudre les carbures, puis refroidir rapidement pour empêcher leur précipitation (hypertrempe).
Corrosion Intergranulaire en ZF
Facteurs et prévention
Matériaux sensibles
Aciers sensibles à la FAC
Zone de risque
ZF
Facteurs
Soudage multi-passes
Déchromisation aux joints de grains sur les passes inférieures : dans la ZAT de la passe en cours passant par la ZF de la passe inférieure.
Le risque de corrosion intergranulaire en ZF n’intervient pas en monopasse pour les matériaux sensibles. Elle apparaît cependant en ZAT.
Prévention
Utiliser un MA “stabilisé” au titane ou niobium : 321 ou 347 par exemple.
Limiter les gaz actifs type CO2 : une faible quantité ne dérange pas trop cependant, genre 2%.
Choix d’un métal d’apport à taux de Cr ≥ MB : pour remplacer le Cr perdu.
Le choix d’un MA stabilisé ne corrige le risque qu’en ZF. C’est le choix dans la composition du MB qui élimine le risque en ZAT du cordon de soudure.
En monopasse, on peut rester au 308 ou 316 car le risque n’existera pas en ZF.









{kind=link}