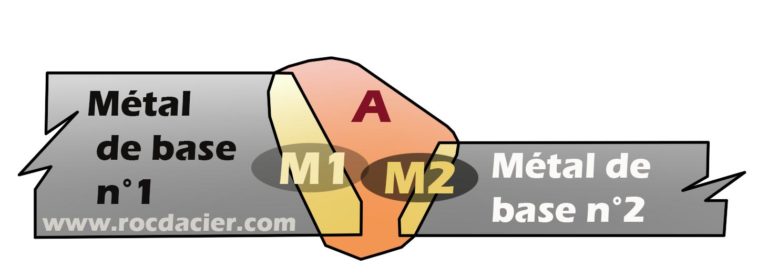
Prenons l’exemple suivant : on soude deux pièces ensemble dont les chimies sont désignées par MB1 et MB2 avec un métal d’apport dont la chimie est désignée par MA.
Le taux de dilution est la proportion des matériaux de base MB1 et MB2 qui se retrouve mélangé dans la soudure (donc la ZF) avec le MA, que l’on peut résumer avec la formule suivante :
TxD = (%MB1 + %MB2) ÷ (%MB1 + %MB2 + %MA)
Le choix du gaz (pénétration, énergie linéaire de soudage…), de la polarité, etc… impacte ce taux de dilution.
C’est particulièrement important pour les aciers inoxydables qui sont soumis à des risques métallurgiques selon leur composition. Le choix du MA peut permettre de diminuer, voire supprimer, la portée de ce risque (via diagramme type Schaeffler).
A noter que le taux de dilution de la passe de pénétration (généralement important car le fond du chanfrein est peu épais, donc fond facilement) n’est pas le même que pour une passe de remplissage (plutôt entre 0-20%). Ainsi, quand le choix du MA est critique pour obtenir une certaine composition chimique, il ne sera pas forcément le même entre les passes de pénétration et de remplissage.
Taux de dilution des principaux procédés de soudage :
Brasage : 0%
111 : 10-35%
13x : 20-40%
141 : 15-30%
121 : 60-80%
Soudage autogène : 100%
Sur les passes de remplissage, le taux de dilution se trouvera donc entre 0 et 20% (20% sur les bords où la ZF emprunte encore au MB, 0% au centre car la ZF se dilue avec des ZF déjà diluées). On peut vouloir un MA différent entre la passe de pénétration et les passes de remplissage.
Le taux de dilution provient en réalité de plusieurs paramètres : préparation des bords à souder, angle de la torche et donc potentiel de pénétration… Par exemple :
12x : préparation de chanfrein sans gap avec fort méplat, taux de dilution important.
13x : chanfrein avec méplat minimum et gap, taux de dilution faible.
Le mieux est de faire des éprouvettes avec des cordons successifs en escalier (chaque passe successive ne couvrant pas toute la longueur). .
Cette information est à prendre en compte notamment lorsqu’on souhaite éviter d’apporter trop d’hydrogène dans la ZF/ZL (risque de FAF). Lorsque le métal d’apport risque de contenir un taux d’hydrogène trop important, on privilégiera un procédé à fort taux de dilution pour réduire la part du MA dans la ZF/ZL.
C’est aussi utile pour déterminer le métal d’apport pour souder un inox A et éviter la FAC via le diagramme de Schaeffler et le taux de ferrite à obtenir.
Cas des assemblages hétérogènes :
Lorsqu’on soude deux pièces hétérogènes incluant au moins un acier inoxydable, la dilution devra s’évaluer entre les deux MB puis avec le MA (sur diagramme type Schaeffler). Ce dernier pourra jouer un rôle stabilisateur en ramenant le joint de soudure dans une zone sans risque. Sans cela, on obtiendra le résultat d’une soudure autogène.
Les propriétés d’emploi visées (caractéristiques mécaniques et tenue à la corrosion) seront potentiellement celles du matériau le moins bon. Ainsi on peut tolérer une certaine dégradation des propriétés d’emploi au niveau du joint de soudure tant qu’elles restent au-delà du minimum visé (cas d’une modification de la structure d’un inox Austéno-Ferritique qui doit rester sur des valeurs similaires d’A/F pour conserver ses propriétés attendues).
Produits Rocdacier
Quelques produits sont en vente sur le site : livres, posters, vêtements ignifugés, stickers…